- Tečajevi za zavarivače
- Zavarivanje cijevi
- Pogreške zavarivača početnika
- Kako odabrati elektrode za zavarivanje
- Paljenje luka
- Kako zavariti šav
- Zavarivanje okomitih šavova
- Kako zavariti horizontalni šav
- Stropni šav
- Sigurnosne mjere za električno zavarivanje
- Priprema za zavarivanje
- Savjeti: kako sami naučiti kuhati električnim zavarivanjem
- Tehnika ručnog elektrolučnog zavarivanja. Kako kuhati zavarivanjem
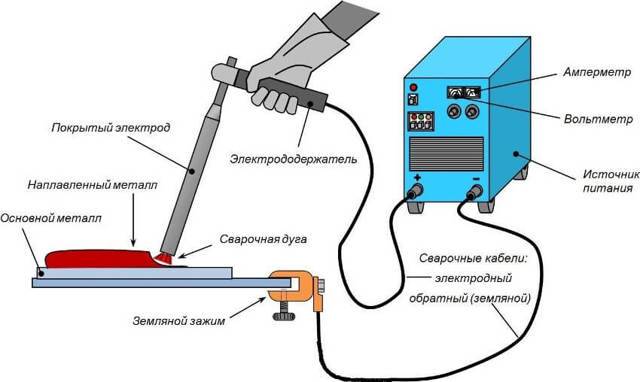
- Elektrolučno zavarivanje
- Poluautomatsko zavarivanje metala inertnim plinom (MIG)
- Alati i oprema
- Vrste opreme
- Alati i oprema
- Uobičajene početničke greške
- Vrste aparata za zavarivanje
- transformator
- pretvarači
- Tehnologija električnog zavarivanja
- Kako zapaliti luk
- Brzina zavarivanja
Tečajevi za zavarivače
Zavarivanje se može savladati na posebnim tečajevima. Obuka zavarivanja dijeli se na teorijsku i praktičnu obuku. Možete učiti osobno ili na daljinu. Tečajevi podučavaju tehnologiju zavarivanja za početnike i druge važne mudrosti. Važna je mogućnost učenja kuhanja zavarivanjem u praktičnoj nastavi pod nadzorom učitelja. Učenicima se daje predodžbu o raspoloživoj opremi za zavarivanje, izboru elektroda, sigurnosnim pravilima.
Možete učiti pojedinačno ili u grupi.Svaka opcija ima svoje prednosti. Prilikom individualnog učenja možete svladati samo ona znanja koja vam mogu biti od koristi u budućnosti. No, prilikom grupnog učenja postoji prilika čuti analizu pogrešaka svojih kolega studenata i tako steći dodatna znanja.
Nakon završenih tečajeva i položenih ispita koji potvrđuju stečena znanja i praktične vještine, izdaje se uvjerenje o odobrenom uzorku.
Zavarivanje cijevi
Kod elektrolučnog zavarivanja moguće je izraditi horizontalni šav koji se proteže po obodu cijevi i vertikalni koji ide sa strane, kao i gornji i donji šav. Najprikladnija opcija je donji šav.

Čelične cijevi moraju biti zavarene od kraja do kraja, dok se svi rubovi zavaruju duž visine zidova. Tijekom rada, elektroda se mora postaviti pod kutom od 45 stupnjeva - to je učinjeno kako bi se smanjio priljev unutar proizvoda. Širina šava treba biti 2-3 mm, visina - 6-8 mm. Ako se zavarivanje preklapa, tada je potrebna širina već 6-8 mm, a visina 3 mm.
Neposredno prije početka rada potrebno je provesti pripremne postupke:
- Morate očistiti predmet.
- Ako su rubovi cijevi deformirani, onda ih poravnajte ili odrežite kutnom brusilicom ili jednostavnom brusilicom.
- Rubovi gdje će proći šav moraju se očistiti do sjaja.
Nakon pripreme možete se baciti na posao. Potrebno je zavariti sve spojeve kontinuirano, potpuno zavarivanjem. Spojevi cijevi širine do 6 mm zavaruju se u 2 sloja, širine 6-12 mm u 3 sloja i širine stijenke veće od 19 mm u 4 sloja. Glavna značajka je stalno čišćenje cijevi od troske, t.j.nakon svakog završenog sloja potrebno ga je očistiti od troske i tek onda kuhati novi. Posebno treba biti oprezan pri radu na prvom šavu, potrebno je otopiti sve tuposti i rubove. Prvi sloj se pažljivo provjerava na pukotine, ako ih ima, onda se moraju rastopiti ili izrezati i ponovno zavariti.
Svi sljedeći slojevi zavareni su polaganim okretanjem cijevi. Posljednji sloj je zavaren glatkim prijelazom na osnovni metal.
Pogreške zavarivača početnika
Da biste naučili kuhati električnim zavarivanjem, morate uzeti u obzir glavne pogreške koje čine početnici:
- Prebrzo pomicanje elektrode, što rezultira neravnim šavom.
- Presporo kretanje šava, dok se u metalu stvaraju rupe i opekline.
- Previše neravan i ravan šav. Glavna pogreška ovdje je u kutu elektrode.
- Kvar metala. To se događa jer nije uočen razmak od 5 mm između metala i elektrode, tj. razmak je bio premalen.
- Inače, kada je jaz prevelik, metal ne proključa.
Sve gore navedene pogreške su samo najgrublje. Mnogo je više nijansi koje se mogu razumjeti samo iskustvom.
Prilikom zavarivanja metala ili profila tankih stijenki potreban je pažljiv pristup radu. Tanki dijelovi se mogu zavariti nanošenjem očišćene elektrode i zavarivanjem izravno na nju.
Zavarivanje na obojenim metalima je upadljivo drugačije, jer zahtijeva druge elektrode. Također je potrebno posebno zaštitno okruženje. Sada možete kupiti univerzalne uređaje koji kuhaju gotovo svaki metal.
Postoje i poluautomatski uređaji za rad s metalima tankih stijenki.Njegova bit leži u taloženju posebne žice.
Kako odabrati elektrode za zavarivanje
Elektroda je metalna šipka koja vam omogućuje provođenje struje na radni komad koji se zavariva. Postoje razne marke elektroda, ali za zavarivanje čelika, prikladne su konvencionalne elektrode za pretvarač promjera 3 mm. Što je metal deblji, potrebno je odabrati veći promjer elektroda za zavarivanje.

Vrlo je važno da elektrode za obuku zavarivanja budu kvalitetne i, naravno, suhe. Kada koristite vlažne elektrode, čak je i iskusnom zavarivaču vrlo teško pogoditi luk i održati ga u stabilnom stanju.
Stoga, ako odlučite naučiti zavarivati, trebali biste koristiti samo visokokvalitetni potrošni materijal za te svrhe.
Paljenje luka
Zatim morate uključiti pretvarač. Ovaj najjednostavniji postupak za električno zavarivanje izvodi se uključivanjem prekidača. Trenutnu vrijednost treba postaviti regulatorom, što je lako vidjeti na prednjoj ploči jedinice. Za odabranu elektrodu prikladna je struja od 100 A. Spustite masku i nastavite.

Prije svega, morate razraditi vještinu paljenja luka. S novom elektrodom to se postiže jednostavnim prelaskom preko dijela. Zapamtite kako palite šibice. Ako je elektroda već bila u upotrebi, onda je potrebno kucati na metalnu površinu. Događa se da se elektroda u rukama početnika zalijepi za metal. To se lako ispravlja oštrim naginjanjem elektrode u stranu. U slučaju da nije bilo moguće otkinuti, morate isključiti pretvarač. Tada će točke zalijepanja nestati same.





Zapaljena elektroda tvori luk za zavarivanje. Da biste ga održavali, morate naučiti kako održavati udaljenost od metala od 3-5 mm.Prilikom približavanja može doći do kratkog spoja, praćenog zalijepljenjem. Kada se udaljite, luk će nestati.
Kako zavariti šav
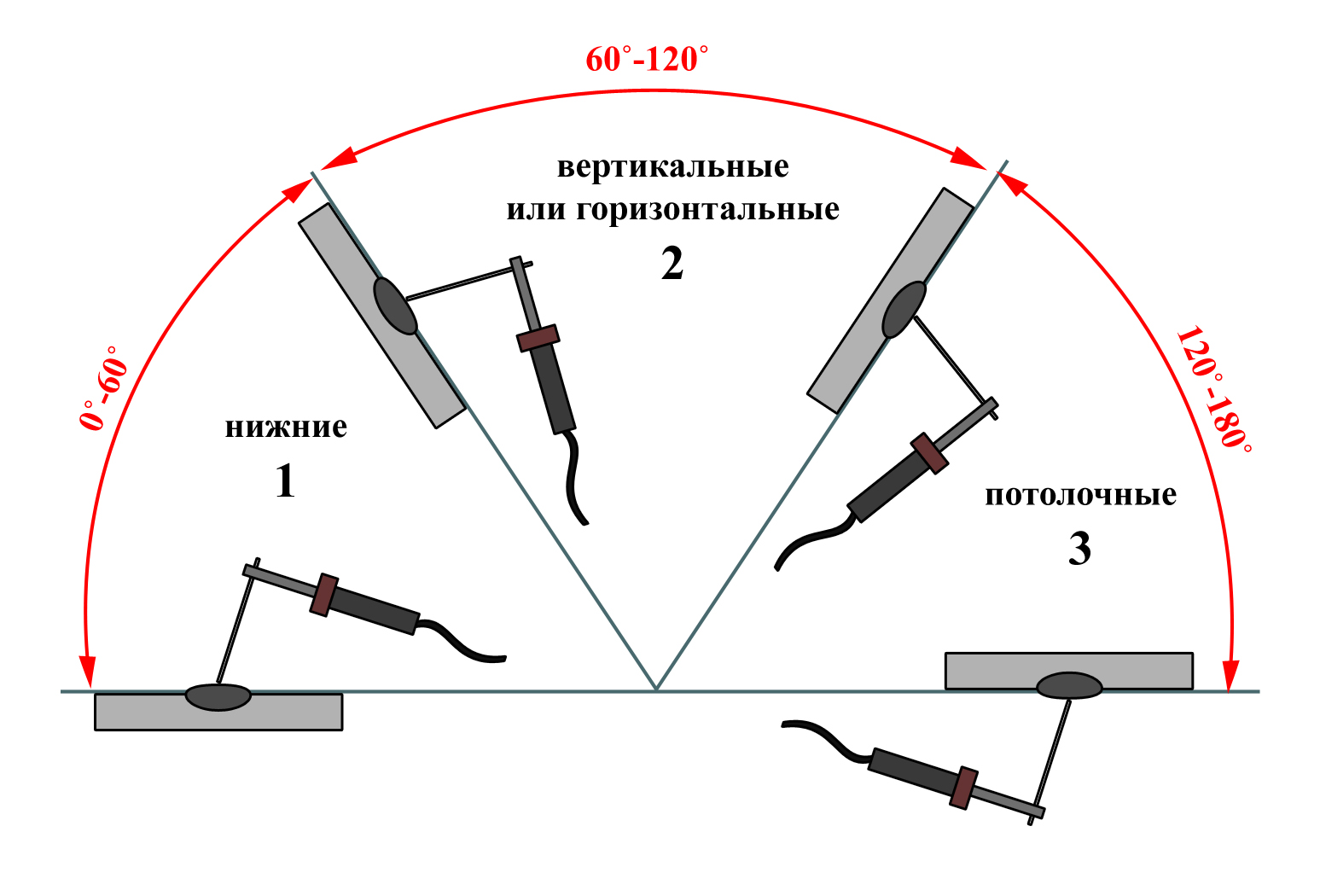
Prilikom zavarivanja u donjem položaju ne nastaju poteškoće čak ni za zavarivača početnika. Ali sve ostale odredbe zahtijevaju poznavanje tehnologije. Svaka pozicija ima svoje preporuke. U nastavku se raspravlja o tehnici izrade zavara svake vrste.
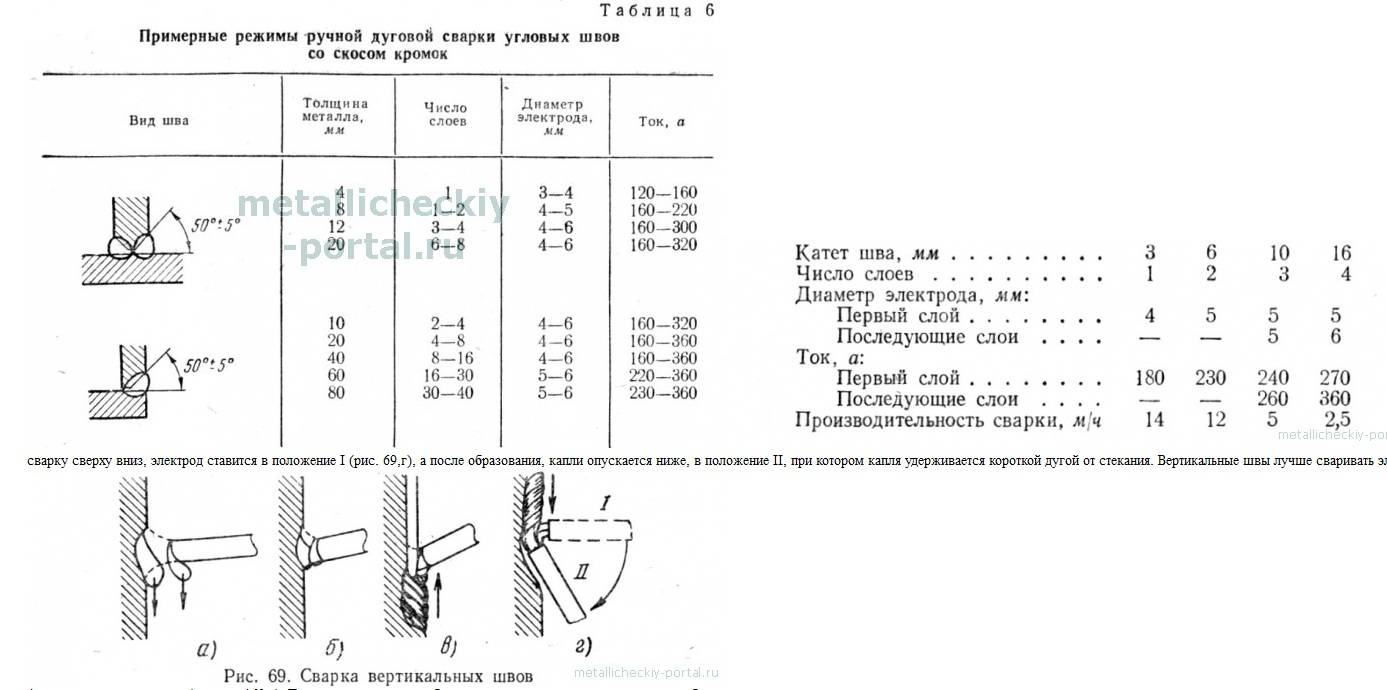
Zavarivanje okomitih šavova
Tijekom zavarivanja dijelova u okomitom položaju rastaljeni metal klizi prema dolje pod djelovanjem gravitacije. Kako bi se spriječilo odlijetanje kapljica, koristi se kraći luk (vrh elektrode je bliži bazenu za zavarivanje). Neki majstori, ako elektrode dopuštaju (ne lijepe), uglavnom ih naslanjaju na dio.
Priprema metala (urezivanje) vrši se u skladu s vrstom spoja i debljinom dijelova koji se zavaruju. Zatim su fiksirani u unaprijed određenom položaju, povezani s korakom od nekoliko centimetara kratkim poprečnim šavovima - "čapovima". Ovi šavovi ne dopuštaju pomicanje dijelova.
Vertikalni šav može se zavariti od vrha do dna ili odozdo prema gore. Prikladnije je raditi odozdo prema gore: tako luk gura zavareni bazen prema gore, sprječavajući ga da se spusti. To olakšava izradu kvalitetnog šava.
Kako zavariti okomiti šav odozdo prema gore: položaj elektrode i mogući pokreti
Ovaj video prikazuje kako pravilno zavariti okomiti šav električnim zavarivanjem s pomicanjem elektrode odozdo prema gore bez odvajanja. Također je prikazana tehnika kratkog rolanja. U ovom slučaju, pomaci elektrode se javljaju samo gore i dolje, bez horizontalnog pomaka, šav je gotovo ravan.
Moguće je spojiti dijelove u okomitom položaju s odvajanjem luka. Za zavarivače početnike to može biti prikladnije: tijekom odvajanja metal se ima vremena ohladiti. Ovom metodom možete čak i postaviti elektrodu na policu zavarenog kratera. Lakše je. Uzorak pokreta gotovo je isti kao bez pauze: s jedne na drugu stranu, petlje ili "kratki valjak" - gore i dolje.
Kako kuhati okomiti šav s razmakom, pogledajte sljedeći video. Isti video tutorial pokazuje učinak jačine struje na oblik šava. Općenito, struja bi trebala biti 5-10 A manja od preporučene za određenu vrstu elektrode i debljinu metala. No, kao što je prikazano u videu, to nije uvijek točno i utvrđuje se eksperimentalno.
Ponekad je vertikalni šav zavaren od vrha do dna. U tom slučaju, prilikom pokretanja luka, držite elektrodu okomito na površine koje se zavaruju. Nakon paljenja u ovom položaju, zagrijte metal, zatim spustite elektrodu i kuhajte u tom položaju. Zavarivanje okomitog šava od vrha do dna nije baš prikladno, zahtijeva dobru kontrolu zavarenog bazena, ali na taj način možete postići dobre rezultate.
Kako zavariti okomiti šav električnim zavarivanjem od vrha do dna: položaj elektrode i kretanje njenog vrha
Kako zavariti horizontalni šav
Vodoravni šav na okomitoj ravnini može se izvesti i s desna na lijevo i s lijeva na desno. Nema razlike, kome je zgodnije, on tako kuha. Kao i kod zavarivanja okomitog šava, kupka će se spustiti. Stoga je kut nagiba elektrode prilično velik. Odabire se ovisno o brzini kretanja i trenutnim parametrima.Glavna stvar je da kupka ostane na mjestu.
Zavarivanje horizontalnih šavova: položaj i kretanje elektrode
Ako metal teče prema dolje, povećajte brzinu kretanja, manje zagrijavajući metal. Drugi način je napraviti prekide luka. U tim kratkim intervalima metal se malo hladi i ne cijedi. Također možete malo smanjiti struju. Samo se sve ove mjere primjenjuju u fazama, a ne odjednom.
Video u nastavku pokazuje kako pravilno zavariti metal u vodoravnom položaju. Drugi dio videa o vertikalnim šavovima.
Stropni šav
Ova vrsta zavarenog spoja je najteža. Zahtijeva visoku vještinu i dobru kontrolu zavarenog bazena. Za izvođenje ovog šava, elektroda se drži pod pravim kutom u odnosu na strop. Luk je kratak, brzina kretanja je konstantna. Izvodite uglavnom kružne pokrete koji proširuju šav.








Sigurnosne mjere za električno zavarivanje
Električno zavarivanje metala prati ne samo oslobađanje topline, iskre itd. Ako se s njim nepravilno rukuje, lako možete dobiti strujni udar.
Stoga, prije nego što prvi put uhvatite držač elektrode, ispunite nekoliko sljedećih zahtjeva:
- Zaštitite oči. U te svrhe postoje posebne maske za zavarivače ili njihove prethodnike, štitovi sa svjetlosnim filterima;
- Obavezno radite u kombinezonu, mora biti od nezapaljivih materijala, ruke i noge moraju biti pokrivene;
- Koristite gumirane cipele i rukavice, tajice za zavarivače. Na taj način smanjujete rizik od strujnog udara.
Ne smijemo zaboraviti da je električno zavarivanje, između ostalog, opasno i strujnim udarom. Stoga je nemoguće kuhati zavarivanjem na ulici kada čak pada i slaba kiša. Također, ne možete kuhati u posudama od goriva, plina itd.Uvijek nosite gumirane kombinezone kako biste zaštitili ruke i noge.

Danas se za zavarivanje u kućanstvu najčešće koriste inverteri. To su lagani i mobilni uređaji koji mogu zavariti čelik, lijevano željezo i nehrđajući čelik.
Priprema za zavarivanje
Obuka električnog zavarivanja je praktičan proces koji zahtijeva određenu obuku. Prije svega, morate se pobrinuti za sigurnost. Rad zavarivača je prilično opasan:
- Mogućnost opeklina od prskanja rastaljenog metala;
- Otrovanja toksičnim izlučevinama na visokim temperaturama;
- Mogućnost strujnog udara;
- Ozljeda oka ako se ne nose zaštitne naočale.

Pravi izbor opreme i opreme za elektro zavarivanje ključ je sigurnog procesa. Za radove zavarivanja trebat će vam:
Odijelo od guste tkanine, potpuno pokriva tijelo, ruke i noge;
Za zaštitu očiju mogu se koristiti posebne naočale, ali preporučamo obratiti pažnju na maske. Oni će također zaštititi lice i sigurniji su u procesu zavarivanja;
Kvalitetna oprema za zavarivanje;
elektrode;
Kanta vode za uklanjanje mogućih požara;
Pravo mjesto za zavarivanje
Poželjno je ostati na otvorenom i ukloniti sve zapaljive predmete u blizini.
Suvremeno tržište predstavlja širok izbor električnih aparata za zavarivanje, čija se raznolikost svodi na tri glavne vrste:
- Transformator koji pretvara izmjeničnu struju za zavarivanje. Ova vrsta aparata za zavarivanje često ne daje stabilan električni luk, ali jede puno napona;
- Ispravljač se pretvara u istosmjernu struju iz potrošačke mreže.Ovi uređaji omogućuju dobivanje električnog luka visoke stabilnosti;
- Pretvarač vam omogućuje pretvaranje struje iz kućanske mreže u istosmjernu struju za zavarivanje. Ove jedinice karakteriziraju lakoća paljenja luka i visoka produktivnost.
Zavarivanje za početnike: video tutoriali - gledajte i naučite nijanse.
Početnicima se savjetuje da biraju elektrode kao što su čvrste šipke koje su obložene potrošnim sastavom. Zavarivaču početniku bit će lakše napraviti ravnomjeran šav s takvim elektrodama. Veličina šipki za početnika je 3 mm.
Savjeti: kako sami naučiti kuhati električnim zavarivanjem
Sasvim je moguće samostalno zavariti metalnu konstrukciju za 1 dan ako znate koliko je elektroda potrebno, koje trebate koristiti i pod uvjetom da proizvod nije prevelik.
I što još trebate imati na umu da naučite kuhati sami:
Za zavarivača je važno ne samo ispravno raditi, već i naučiti osnove, posebno koji je način rada potreban za određeni materijal, budući da metal može biti čelik, legure ili tkanine kao što je boja met .
Svakako proučite metode pomoću kojih možete napraviti određeni šav.
Potrebno je ispravno pristupiti izboru elektroda i žice za zavarivanje.
Ako u početku nije potrebno postati profesionalac najviše kategorije, tada možete sami naučiti zavarivanje ako gledate video tutoriale, crteže sa šavovima, a također proučavate savjete profesionalaca. Obuka će biti duga, ali vjerojatno produktivna, pogotovo ako postupno pokušavate proizvoditi šavove, povećavajući količinu radnog iskustva.

Mnogi ljudi radije koriste resant, jer tehnika može izdržati dugotrajna opterećenja, što vam omogućuje da brzo privedete stvar kraju. Pri prvim pokušajima rada sa zavarivanjem, bolje je koristiti pravi inverter, a tek onda, uz veliko iskustvo, moguće je s bilo kojim drugim uređajem. Što se tiče elektroda, preporučljivo je odabrati "3". Jednostavni su za korištenje, a što je najvažnije, ne preopterećuju električnu mrežu.
Općenito, oprema za zavarivanje podijeljena je na vrste - transformator, ispravljač, inverter. Zašto popularnost ostaje iza invertera? Kompaktne su, male težine i vrlo jednostavne za rukovanje za početnike. U prvim koracima učenja zavarivanja vrijedi uzeti jednostavnije vrste metala i po mogućnosti čak i elemente kako ne bi komplicirali zadatak.






Prije zavarivanja morate pripremiti:
- Kanta s vodom;
- Čekić za bušenje troske;
- željezna četka;
- Maska koja štiti područje lica i vrata;
- Rukavice izrađene od posebne tkanine impregnirane sastavom za sprječavanje paljenja i izgaranja platna;
- Posebna odjeća s dugim rukavima.
Ne zaboravite da je zavareni posao opasan od požara, pa je stoga strogo zabranjeno biti u blizini zapaljivih ili zapaljivih predmeta kako bi se isključile ozbiljne posljedice.
Tehnika ručnog elektrolučnog zavarivanja. Kako kuhati zavarivanjem
Prije nego što prijeđemo na praktične vježbe, želio bih vas još jednom podsjetiti na sigurnosne mjere. U blizini mjesta rada nema drvenih radnih stolova i zapaljivih materijala. Obavezno stavite posudu s vodom na radno mjesto. Budite svjesni opasnosti od požara.
Kako bismo shvatili kako pravilno zavariti zavarivanjem, predstavljamo vam detaljne upute i video o postupku zavarivanja.
Prvo pokušajte udariti luk i zadržati ga potrebno vrijeme. Da biste to učinili, slijedite naš savjet:
- Metalnom četkom potrebno je očistiti površine dijelova koji se zavaruju od prljavštine i hrđe. Ako je potrebno, njihovi rubovi se međusobno prilagođavaju.
- Najbolje je naučiti pravilno kuhati električnim zavarivanjem s istosmjernom strujom, pa spojite "pozitivni" terminal na dio, ugradite elektrodu u stezaljku i postavite potrebnu jačinu struje na aparat za zavarivanje.
- Nagnite elektrodu u odnosu na obradak pod kutom od oko 60° i polako njome prijeđite preko metalne površine. Ako se pojave iskre, podignite kraj šipke 5 mm da zapalite električni luk. Možda niste uspjeli dobiti iskre zbog sloja premaza ili troske na rubu elektrode. U tom slučaju tapnite vrhom elektrode po dijelu, kao što je predloženo u videu o tome kako pravilno zavariti električnim zavarivanjem. Luk koji se pojavljuje održava se s razmakom od 5 mm tijekom cijelog procesa zavarivanja.
- Ako se luk pali vrlo nevoljko, a elektroda se cijelo vrijeme drži za metalnu površinu, povećajte struju za 10-20 A. Ako se elektroda zalijepi, protresite držač s jedne strane na drugu, možda čak i silom.
- Zapamtite da će šipka cijelo vrijeme izgorjeti, pa će vam samo održavanje razmaka od 3-5 mm omogućiti da zadržite stabilan luk.
Nakon što ste naučili kako zapaliti luk, pokušajte polako pomicati elektrodu prema sebi, čineći pokrete amplitudom od 3-5 mm s jedne na drugu stranu.Pokušajte usmjeriti talinu s periferije prema središtu zavarenog bazena. Nakon što zavarite šav dug oko 5 cm, uklonite elektrodu i ostavite dijelove da se ohlade, a zatim udarite čekićem na spoj kako biste srušili trosku. Ispravan šav ima monolitnu valovitu strukturu bez kratera i nehomogenosti.
Čistoća šava izravno ovisi o veličini luka i ispravnom kretanju elektrode tijekom zavarivanja. Pogledajte video o tome kako kuhati zavarivanjem, snimljen pomoću zaštitnih filtera. U takvim videozapisima možete jasno vidjeti kako održavati luk i pomicati elektrodu da biste dobili visokokvalitetni šav. Možemo dati sljedeće preporuke:
- Potrebna duljina luka održava se translatornim kretanjem štapa duž osi. Tijekom taljenja, duljina elektrode se smanjuje, pa je potrebno stalno približavati držač sa šipkom dijelu, promatrajući potreban razmak. To je ono što se naglašava u brojnim videima o tome kako naučiti kuhati.
- Uzdužno pomicanje elektrode stvara taloženje takozvanog filamentnog valjka čija je širina obično 2-3 mm veća od promjera štapa, a debljina ovisi o brzini kretanja i jakosti struje. Navojni valjak je pravi uski zavar.
- Da bi se povećala širina šava, elektroda se pomiče preko svoje linije, izvodeći oscilatorne povratne pokrete. Širina zavara ovisit će o veličini njihove amplitude, pa se veličina amplitude određuje na temelju specifičnih uvjeta.
Proces zavarivanja koristi kombinaciju ova tri pokreta za formiranje složene staze.
Nakon pregleda videa o tome kako zavarivati električnim zavarivanjem i proučavanja dijagrama takvih putanja, možete shvatiti koji se od njih može koristiti za preklapanje ili čeono zavarivanje, s vertikalnim ili stropnim rasporedom dijelova itd.
Tijekom rada, elektroda će se prije ili kasnije potpuno otopiti. U tom slučaju, zavarivanje se zaustavlja i šipka u držaču se zamjenjuje. Za nastavak rada, troska se sruši i zapali se luk na udaljenosti od 12 mm od kratera koji se formira na kraju šava. Zatim se kraj starog šava spaja s novom elektrodom i rad se nastavlja.
Elektrolučno zavarivanje
Ručno lučno zavarivanje ima široku primjenu u svim sektorima nacionalnog gospodarstva iu svakodnevnom životu za spajanje elemenata metalnih konstrukcija. Njegova karakteristična svojstva u usporedbi s drugim vrstama zavarenih spojeva su:
- Relativno niska cijena aparata za zavarivanje i potrošnog materijala, koji su elektrode.
- Dobivanje visokokvalitetnih zavarenih spojeva uobičajenih vrsta metala, uključujući nehrđajuće legure.
- Sposobnost izvođenja radova zavarivanja na mnogim teško dostupnim mjestima - to je olakšano malom težinom i lakoćom spajanja opreme na struju.

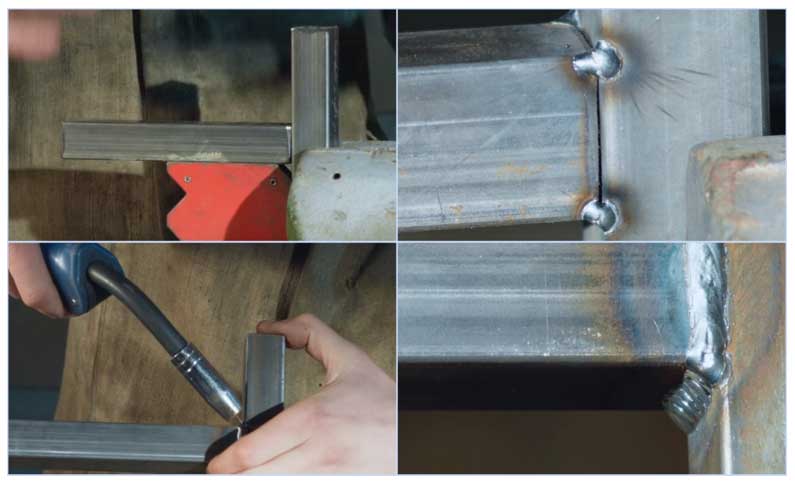
Riža. 7 Zavarivanje tanke profilne cijevi - vrsta šavova
Izvođenje radova pomoću elektrolučnog zavarivanja sastoji se od sljedećih koraka:
- Krajevi cijevi se pripremaju za zavarivanje, za to se čiste od hrđe, nakon čega se praznine postavljaju na potrebnu udaljenost kako bi ispunili šav metalom iz rastaljene elektrode, često se za to koriste posebni uređaji.
- Aparat za zavarivanje se uključuje, postavlja potrebnu struju prema ugrađenom indikatoru, elektroda se umetne u držač spojen na aparat za zavarivanje, drugi kraj je pričvršćen na cijev.
- Položaj dijelova koji se zavaruju jedan u odnosu na drugi fiksira se točkastim zavarivanjem (čapovima), nakon čega se provodi električno zavarivanje pomoću zaštitne odjeće, maske i rukavica zavarivača.
- Na kraju rada kamenac se obara i šav se čisti metalnom četkom.
Poluautomatsko zavarivanje metala inertnim plinom (MIG)
Zahvaljujući suvremenim tehnologijama, postalo je moguće na najjednostavniji način zavariti profilne proizvode u domaćim uvjetima, što ne zahtijeva puno iskustva i dugogodišnju obuku za zavarivača.
Riža. 8 Kako MIG radi
Poluautomatsko zavarivanje inertnim plinom (MIG) evolucijski je korak u razvoju klasičnog elektrolučnog zavarivanja, u usporedbi s kojim ima sljedeće prednosti:
- Umjesto elektrode, posebna žica promjera od 0,6 do 1,2 mm se automatski dovodi u zavareni bazen kroz gorionik, namotana u kolute - to automatizira proces i skraćuje vrijeme za zamjenu elektroda.
- Zajedno sa žicom, inertni plin (obično mješavina ugljičnog dioksida i argona) se dovodi u plamenik kroz rukavac za zavarivanje - to sprječava stvaranje troske i poboljšava kvalitetu zavara.
Zahvaljujući ovoj tehnologiji, poluautomatsko zavarivanje ima sljedeće prednosti u odnosu na elektrolučne strojeve:
- Omogućuje zavarivanje tankih obratka debljine 0,5 mm.
- Kuha čelik, nehrđajući čelik, lijevano željezo, aluminij i obojene metale.
- Prilikom izvođenja radova nema troske i praktički nema dima - to je manje štetno za zdravlje, poboljšava kvalitetu šava u usporedbi s metodama električnog luka.
Nedostaci MIG-a uključuju glomaznost (potreban je masivni plinski cilindar i sustav za dovod žice do plamenika) i nemogućnost rada u jakom vjetru koji izbacuje plin iz zone zavarivanja.
Riža. 9 Zavarivanje profilnih cijevi tankih stijenki u okruženju inertnog plina
Alati i oprema
Tehnika ručnog elektrolučnog zavarivanja je relativno jednostavna i izvodi se pomoću specijalizirane opreme i elektroda. Također će vam trebati pomoćni alat i zaštitna oprema.





Vrste opreme
Postoje tri vrste uređaja koji se mogu koristiti za elektrolučno zavarivanje "uradi sam":
- transformatori. Princip rada takvih uređaja temelji se na izmjeničnoj struji. Treba napomenuti da su prilično teški, sposobni uzrokovati nagle promjene napona u općoj električnoj mreži i vrlo su bučni. Prilično je teško napraviti ravnomjeran šav na transformatoru, to mogu učiniti samo iskusni zavarivači. Ali ako su obrtnici početnici obučeni za elektrolučno zavarivanje uz korištenje transformatora, tada će biti puno lakše raditi s drugom opremom;
- ispravljači. Rad uređaja osiguravaju poluvodičke diode. Jedinice ovog tipa pretvaraju izmjeničnu struju u istosmjernu. Ovo su svestrani uređaji. Za njih su prikladne gotovo sve elektrode, a zavarivanje se može izvesti na različitim metalima. U usporedbi s transformatorom, proces zavarivanja je mnogo lakši i stabilnost luka se održava;
- pretvarači. Rade gotovo nečujno. Jednostavan za korištenje zbog kompaktnosti i sustava automatskih postavki.Tijekom rada, uređaj proizvodi istosmjernu struju velike snage pretvaranjem izmjenične struje.
Među svim uređajima, pretvarači se smatraju najboljim. Oni stvaraju stabilan luk čak i tijekom napona i višenamjenski su.
Alati i oprema
Prije zavarivanja elektrolučnim zavarivanjem prvo morate pripremiti osobnu zaštitnu opremu i alate:
- aparat za zavarivanje i elektrode za njega. Oni koji tek uče vještine zavarivanja trebali bi pripremiti više elektroda;
- pomoćni alati. Tehnika lučnog zavarivanja uključuje uklanjanje troske koja je nastala tijekom zavarivanja, a za to su vam potrebni čekić i četka za metal;
- zaštitna odjeća. Nemojte započeti zavarivanje bez posebne maske, rukavica i zaštitne odjeće od gustih materijala. Ne vrijedi zanemariti takva sredstva, jer ljudska sigurnost ovisi o njima.
Ako prvi put radite s uređajem i želite naučiti kako pravilno zavarivati ručnim elektrolučnim zavarivanjem, preporuča se unaprijed pripremiti metalne elemente za obuku.
Uobičajene početničke greške
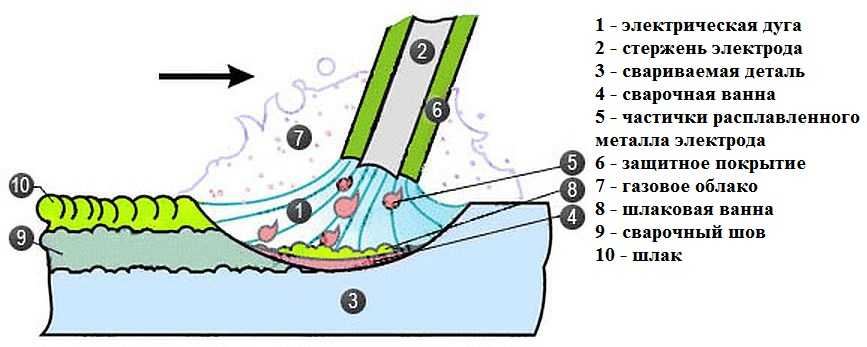
Shema elektrolučnog zavarivanja.
Uobičajeno je da zavarivači početnici prave greške vezane uz nepoznavanje osnova korištenja opreme za zavarivanje. Na primjer, početnici možda neće znati kako odabrati ispravan polaritet za zavarivanje s inverterom, što će dovesti do lošeg formiranja veze ili čak do izgaranja dijela.
Mogu se razlikovati sljedeće glavne pogreške:
- zanemarivanje sigurnosnih mjera;
- pogrešan izbor aparata za zavarivanje;
- korištenje nekvalitetnih ili nepripremljenih elektroda;
- rad bez probnih šavova.
Za početnike, jednu značajku treba posebno napomenuti ako kuhate Resant zavarivanjem. Ova oprema je vrlo popularna, ali ima kratke priključne kabele, što može biti nezgodno za korištenje.
Vrste aparata za zavarivanje
Na tržištu postoji veliki broj modela aparata za zavarivanje raznih vrsta.
Od sve njihove raznolikosti:
- transformatori;
- ispravljači;
- pretvarači;
- poluautomatski;
- automatski strojevi;
- plazma;
U kućnoj radionici najčešće se koriste transformatori zbog svoje jeftinosti, a invertori zbog jednostavnosti i lakoće korištenja. Ostalo zahtijeva ili posebne uvjete za rad, ostvarive samo u proizvodnji, ili posebnu obuku i dugotrajno stjecanje vještina.
transformator
Uređaj takvih uređaja iznimno je jednostavan - to je moćan transformator za smanjenje, u sekundarnom namotu kojeg je uključen radni električni krug.

transformatorski aparat za zavarivanje
Prednosti transformatora:
- nepretencioznost;
- preživljavanje;
- jednostavnost;
- jeftinoća.
Nedostaci
- vrlo velika težina i dimenzije;
- niska stabilnost luka;
- rad s izmjeničnom strujom;
- uzrokuje udare struje.
Takav uređaj zahtijeva vještinu i veliko iskustvo od zavarivača. Za podučavanje zavarivača početnika kako pravilno zavarivati, nije prikladno.
pretvarači
Inverterski uređaj ima mnogo složeniji dizajn. Inverterska jedinica više puta pretvara ulazni mrežni napon, dovodeći svoje parametre na potrebne. Zbog transformacije visokofrekventne struje, dimenzije i težina transformatora su višestruko manje.

pretvarač
Prednosti pretvarača:
- mala težina i dimenzije;
- stabilizirani napon i struja u krugu;
- dodatne funkcije protiv sljepljivanja i vrućeg starta;
- mogućnost finog podešavanja parametara struje i luka;
- ne uzrokuje udare napona u opskrbnoj mreži.
Inverter također ima nedostatke:
- visoka cijena;
- niska otpornost na mraz.
Učenje pravilnog kuhanja najbolje je započeti s inverterom. Stabilnost parametara luka i dodatne značajke koje olakšavaju pokretanje i sprječavaju "ljepljenje" omogućit će početniku da se usredotoči na šav i brzo svlada tehnologiju.



Tehnologija električnog zavarivanja
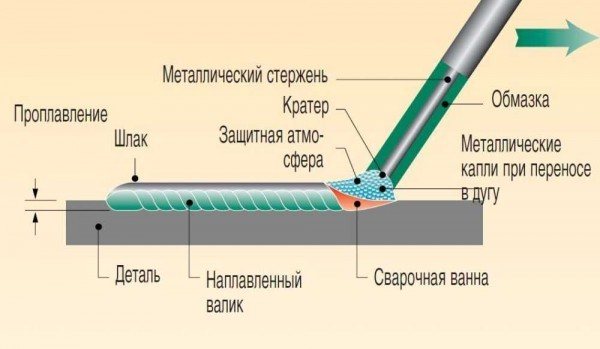
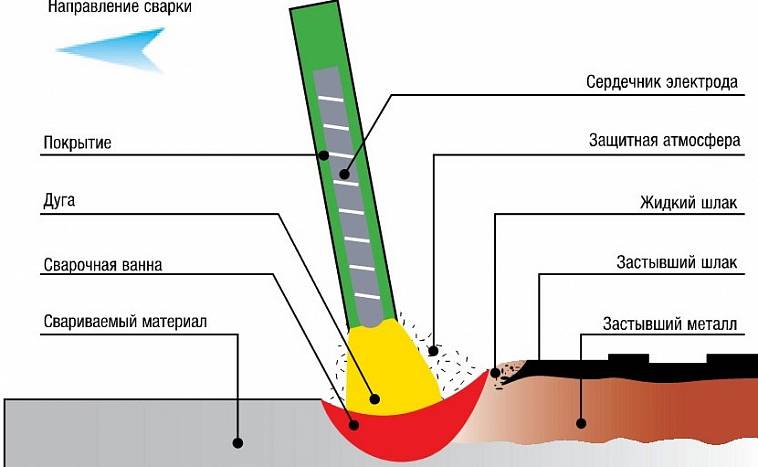
Električno zavarivanje je proces koji nastaje pod utjecajem visokih temperatura, iznad taljenja metala. Kao rezultat zavarivanja, na površini metala nastaje tzv. zavareni bazen koji se puni rastaljenom elektrodom, čime se formira zavar.
Stoga su glavni uvjeti za provedbu električnog zavarivanja zapaliti luk elektrode, rastopiti metal na obradacima koji se zavaruju i njime napuniti zavarenu bazenu. Čini se, u svoj jednostavnosti, nespremnoj osobi je vrlo teško to učiniti. Prvo morate razumjeti koliko brzo elektroda gori, a to ovisi o njezinu promjeru i jakosti struje, a također možete razlikovati trosku tijekom zavarivanja metala.
Osim toga, potrebno je održavati ujednačenu brzinu i pravilno kretanje elektrode tijekom zavarivanja (s jedne na drugu stranu), kako bi zavar bio gladak i pouzdan, sposoban izdržati lomna opterećenja.
Kako zapaliti luk
Početak razvoja električnog zavarivanja trebao bi biti s ispravnim paljenjem luka.Obuku je najbolje obaviti na nepotrebnom komadu metala, ali ne bi trebao biti zahrđao, jer će to ozbiljno zakomplicirati zadatak i može zbuniti zavarivača početnika.
Postoje dva jednostavna načina za pokretanje luka:
- Brzim dodirivanjem elektrode na površini izratka i zatim povlačenjem do udaljenosti od 2-3 mm. Ako podignete elektrodu s metala iznad, luk može nestati ili postati previše nestabilan;
- Udarite elektrodom o površinu izratka koji se zavari, kao da palite šibicu. Vrhom elektrode potrebno je dodirnuti metal i povući ga 2-3 cm po površini (prema mjestu zavarivanja) dok se luk ne zapali.
Druga metoda paljenja luka najprikladnija je za početnike električne zavarivače, jer je najjednostavnija. Također, kratkotrajno vođenje na metalu zagrijava elektrodu, a zatim postaje puno lakše kuhati s njom.
Nakon paljenja luka, treba ga držati što bliže površini izratka, na udaljenosti od najviše 0,5 cm. Osim toga, ta udaljenost mora biti približno jednaka cijelo vrijeme, inače će zavar biti ružna i nejednaka.
Brzina zavarivanja
Brzina elektrode ovisi o debljini metala koji se zavari. Sukladno tome, što je tanji, to je veća brzina zavarivanja, i obrnuto. Iskustvo u tome će doći s vremenom, kada naučite kako zapaliti luk i početi kuhati manje-više. Na slikama ispod prikazani su ilustrativni primjeri pomoću kojih možete razumjeti kojom brzinom je zavarivanje izvedeno.
Ako polako, tada se šav za zavarivanje pokaže debelim, a njegovi rubovi su snažno otopljeni.Ako se, naprotiv, elektroda vozi prebrzo, tada je šav slab i tanak, kao i neravnomjeran. Pri ispravnoj brzini zavarivanja, metal u potpunosti ispunjava zavareni bazen.
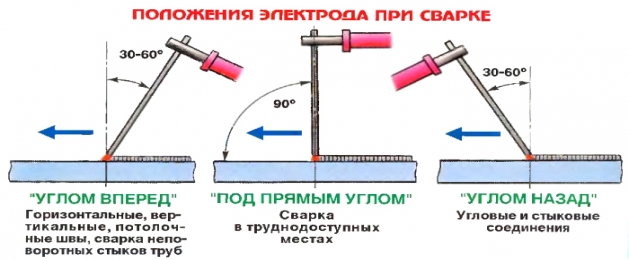
Osim toga, kada prakticirate zavarivanje, morate pratiti ispravan kut elektrode u odnosu na metalnu površinu. Kut bi trebao biti približno 70 stupnjeva i može se promijeniti ako je potrebno. Tijekom formiranja vara, kretanje elektrode može biti uzdužno, translatorno i oscilatorno, s jedne na drugu stranu.
Svaka od ovih tehnika vođenja elektroda omogućuje postizanje željenog šava, smanjenje ili povećanje njegove širine, a također i promjenu nekih drugih parametara.