
- Alati za savijanje cijevi
- ploča za savijanje
- Savijanje trna
- Aplikacija za savijanje profila
- Savijanje sa ili bez opreme domaće izrade
- Pomoćne metode za savijanje cijevi
- Što se može saviti, a što ne
- Odabir pravog alata
- Klasifikacija savijača cijevi
- Tehnologija savijanja cijevi
- Jednostavni načini savijanja cijevi
- Ručno savijen
- Korištenjem vruće metode
- Koristimo punila - pijesak i vodu
- Metoda toplinske obrade
- Radijusi savijanja cijevi
- Radijusi savijanja cijevi
- Kako raditi sa savijačem cijevi kod kuće
Alati za savijanje cijevi
Pitanje kako savijati cijev bez savijača cijevi neće uzrokovati poteškoće ako za izvođenje ove operacije koristite najjednostavnije uređaje. Hladno savijanje cijevi možete izvesti pomoću sljedećih uređaja.
- U slučajevima kada je potrebno savijati mekanu (aluminijsku) ili čeličnu cijev s visinom profila ne većom od 10 mm, koristi se vodoravna ploča s rupama u koju se umetnu graničnici - metalne igle. Uz pomoć ovih igala proizvodi se savijaju prema potrebnim parametrima. Ova metoda ima dva ozbiljna nedostatka: nisku točnost savijanja, kao i činjenicu da je prilikom njezine upotrebe potrebno primijeniti značajan fizički napor.
- Proizvodi s visinom profila od 25 mm najbolje se savijati pomoću valjkastih učvršćenja. Cijev je sigurno pričvršćena u škripcu, a na onaj dio koji se treba savijati pomoću posebnog valjka primjenjuje se sila. Ovaj uređaj omogućuje bolji zavoj, ali također zahtijeva primjenu fizičkog napora.

Opcija, kako kažu, u žurbi. Duga poluga ovog iznimno jednostavnog uređaja omogućuje vam da se nosite s prilično debelim cijevima.
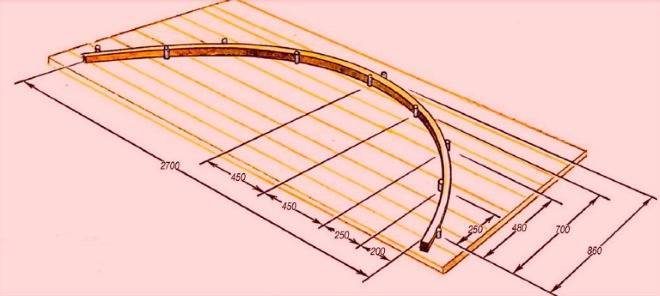
Za formiranje zavoja s velikim radijusom zakrivljenosti na čeličnim ili aluminijskim valovitim cijevima koriste se fiksni zaobljeni predlošci na koje se postavljaju posebne stezaljke za pričvršćivanje proizvoda. Na takvom uređaju, cijev se također savija ručno, uz silu koja je postavlja u utor predloška, čiji oblik točno odgovara potrebnom radijusu savijanja.

Šperploča i metalne spajalice su sve što trebate za izradu predloška za savijanje
ploča za savijanje
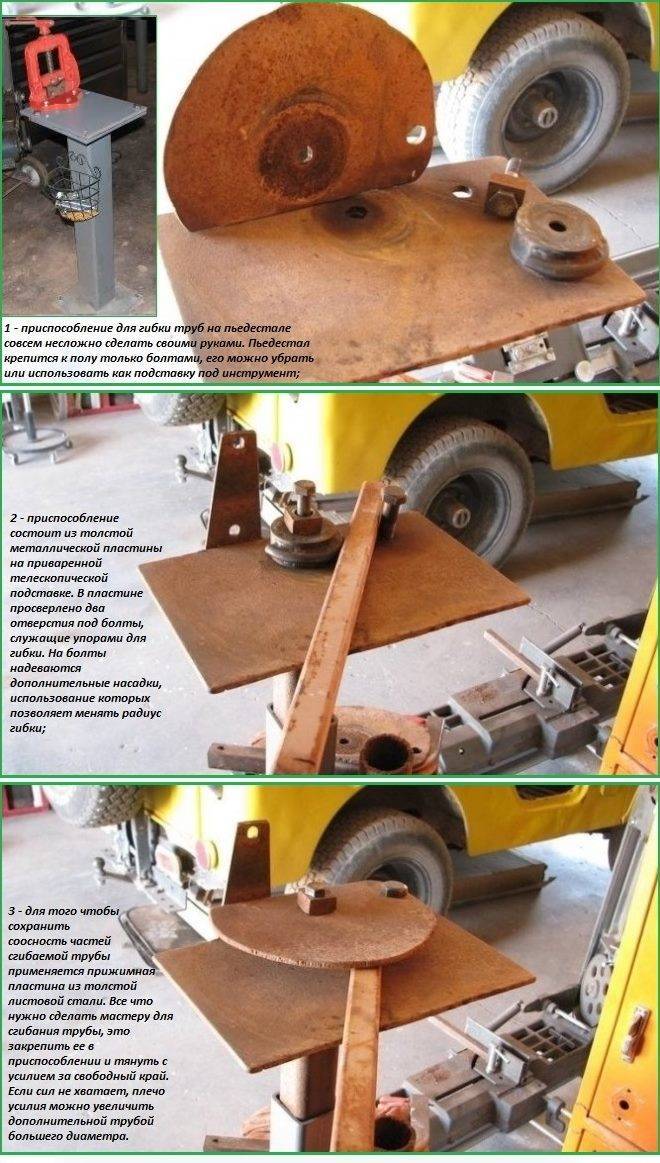
Za učinkovito savijanje čeličnih ili aluminijskih cijevi kod kuće, možete napraviti nadograđenu ploču za savijanje prema sljedećim smjernicama.
- Ulogu takve ploče igra ploča, koja je izrezana iz lima velike debljine.
- Ovako izrađena ploča zavarena je na stalak koji se postavlja na posebno postolje.
- U panelu su izbušene dvije rupe potrebne za ugradnju vijaka koji služe kao graničnici za profilnu cijev.
- Na jednom od zaustavnih vijaka ugrađena je posebna mlaznica, uz pomoć koje se podešava radijus savijanja.
- Kako bi se osiguralo poravnanje dijelova cijevi uz zavoj, metalna ploča postavlja se iznad radnog komada, pričvršćena vijcima.
Savijanje trna
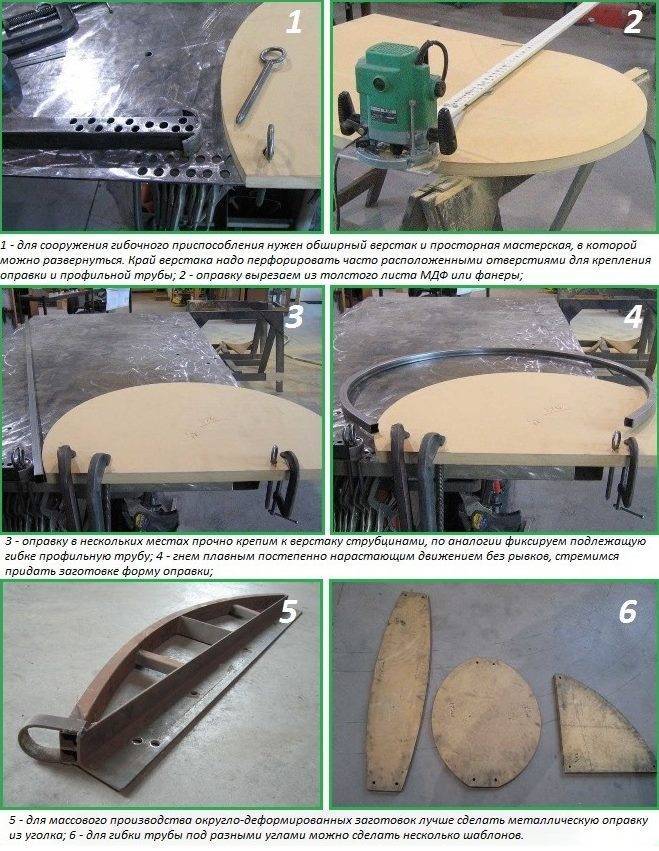
Za savijanje proizvoda profilnih cijevi kod kuće, čija visina stijenke ne prelazi 25 mm, može se izraditi poseban trn. U te je svrhe bolje koristiti cjelokupni radni stol, na čijoj će površini biti dovoljno mjesta za takav uređaj. Za odabir optimalnog položaja elementa koji fiksira savitljivu cijev, na jednom kraju radnog stola izrađuju se rupe koje se često nalaze. Za osiguravanje potrebnog radijusa savijanja valovite cijevi odgovoran je poseban predložak, koji se može napraviti od debele šperploče ili metalnog kuta ako ćete ga često koristiti.
Aplikacija za savijanje profila
Naravno, ako imate značajnu količinu posla na savijanju profilnih cijevi, bolje je napraviti poseban stroj za to, čije je crteže lako pronaći na Internetu. Ovdje nećemo analizirati ovo pitanje, budući da se više nego detaljno razmatra u člancima na poveznicama u nastavku.

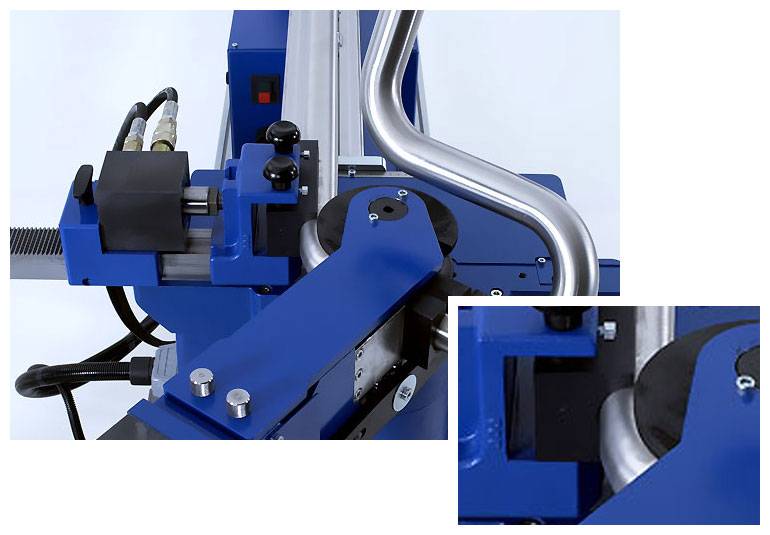
Ne možete bez takvog stroja čak i ako trebate savijati cijevi s velikim profilnim dijelom. Glavna radna tijela takvog stroja, koji karakterizira široka svestranost, su tri valjka, od kojih su dva nepomično fiksirana, a promjenom položaja trećeg, prilagođava se radijus savijanja proizvoda. Kao pogon za takav uređaj koristi se lančani pogon i ručka koju rotira operater.
Zakrivljene cijevi mogu biti potrebne prilikom ugradnje uređaja za grijanje, vodovoda, prilikom postavljanja cjevovoda u kuću itd. Ako niste kupili potrebne komade cijevi koje su već savijene, možete ih sami savijati kod kuće.Jedina stvar koja može poći po zlu je savijanje cijevi prema unutra i njezino pucanje, jer kada je metal proizvoda savijen, istovremeno doživljava i kompresiju i napetost. A kako se to ne bi dogodilo, morate se pridržavati sljedećih savjeta.
Savijanje sa ili bez opreme domaće izrade
Ova je opcija uobičajena, jer je dizalica vrlo popularan alat koji ima većina vozača. Savršen je za savijanje valjanog metala kod kuće. Prema principu rada, ova metoda je slična savijaču cijevi za samostrel. Cijev je pričvršćena na tri točke, od kojih su dvije graničnici, a treća je šipka dizalice.
Korištenje kutne brusilice (brusilice) za savijanje profilnih cijevi
Ova metoda radi s profilom pravokutnog presjeka. Uz tri zida napravljeno je nekoliko rezova, četvrti ostaje netaknut. Zbog pojave rezova, cijev se lako savija, nakon čega se rezovi zavaruju i poliraju.







![§ 29. Savijanje cijevi [1980. Makienko N.I. - opći tečaj vodoinstalatera]](https://fix.housecope.com/wp-content/uploads/d/8/f/d8f00e83aca4da127ce2c77d06c2c08a.jpg)


Domaći savijač cijevi sa valjcima
Izvrsno za dobivanje zavoja velikog promjera na profilnoj cijevi. Prikladno im je savijati, na primjer, cijev za staklenike. Komad metala fiksira se na valjke, preša i valja. Zatim se opet stegne, i opet se kotrlja. Rezultat je veliki ujednačeni radijus savijanja.
Pomoćne metode za savijanje cijevi
Punjenje
U cijev se postavlja punilo za popunjavanje unutarnjeg prostora. U ovom slučaju, krajevi su čvrsto zatvoreni, za to možete koristiti zavarivanje. Korištenje punila omogućuje vam da "popravite" unutarnji volumen.Prilikom savijanja izbjegavajte pojavu "valova", "nabora" s unutarnje strane kuta i učinite zavoj glatkijim. Često se kao punilo bira čisti kvarcni pijesak.
Toplina. Povećanje duktilnosti metala tijekom savijanja
Zagrijani metal postaje mekši, što je njegova temperatura viša. Metalne cijevi zagrijavaju se plinskim plamenicima, indukcijskim grijanjem, kao i bilo kojom drugom dostupnom metodom. Temperatura grijanja ovisi o metalu. Niskolegirani i obični standardni čelik zagrijava se do ~500 stupnjeva Celzija.
Koristeći ove metode, možete savijati metalnu cijev vlastitim rukama kod kuće bez upotrebe specijalizirane opreme i dobiti dobre rezultate.
Što se može saviti, a što ne
Mnogi sunarodnjaci se pitaju je li moguće savijati polipropilenske cijevi i kako to ispravno ().
Razmotrite koji su materijali podložni mehaničkoj deformaciji ne dovodeći u pitanje naknadni rad, a koji nisu.
Moguće je savijati gotovo sve metalne proizvode, uključujući aluminijske, bakrene i čelične cijevi različitih promjera. Teže je promijeniti konfiguraciju nehrđajućeg čelika i sličnih tvrdih legura.
Za ispravnu deformaciju svih metala bez iznimke potreban je poseban stroj za savijanje cijevi. Korištenje posebnog stroja ne samo da će osigurati optimalnu kvalitetu zavoja, već će vam također omogućiti da izvršite zadatak uz minimalan fizički napor.
Neki vodoinstalateri, kako bi uštedjeli armature, zagrijavaju polipropilen industrijskim sušilom za kosu i savijaju ga u željeni oblik.Nepraktično je to učiniti, jer će zbog deformacije u kombinaciji s zagrijavanjem zakrivljena plastična cijev imati neravnomjernu debljinu stijenke na vanjskom i unutarnjem radijusu.
Kao rezultat toga, rad izgrađenog vodovoda bit će kratkotrajan, jer će se pod pritiskom tekućeg medija tijekom vremena pojaviti pukotine u tankom zidu.
Odabir pravog alata
Opruga je učinkovit alat za rad s metal-plastikom. Opruge na tržištu su dvije vrste: vanjske i unutarnje. Obje vrste alata odlikuju se pristupačnom cijenom. Alat se mora odabrati prema vanjskom ili unutarnjem promjeru cijevi.
Uređaj je izrađen od poliranog čelika. Glatka površina zavojnica omogućuje vam uklanjanje opruge iz savijene cijevi. Korištenje opruge omogućuje osiguravanje istog promjera poprečnog presjeka u cijelom zavoju.
Savijač cijevi je širok raspon strojeva ili uređaja dizajniranih za deformaciju valjanog metala, uzimajući u obzir potrebni kut i radijus savijanja. Uređaji se aktivno koriste u izgradnji cjevovoda za različite namjene različitih konfiguracija i veličina.
Klasifikacija savijača cijevi
Svi moderni savijači cijevi ispunjavaju sljedeće zahtjeve:
- mogućnost savijanja pod kutom do 180 stupnjeva;
- sposobnost rada s cijevima od različitih materijala, uključujući aluminij, bakar, čelik i polimerne sastave.
Takva oprema, prema vrsti pogona koji se koristi, podijeljena je u sljedeće kategorije:
- Ručne izmjene
, u pravilu se primjenjuju za rad s cijevima malog promjera.Uređaj se pokreće ogrlicom, na koju se primjenjuje značajan mišićni napor. - Hidraulične modifikacije
je najbolji izbor za rad s cijevima čiji promjer ne prelazi 3 inča. Rad hidrauličnih uređaja omogućuje vam rad s cijevima bez pretjeranog fizičkog napora. Na tržištu postoje pokretni i stacionarni hidraulički savijači cijevi. - Elektromehaničke preinake
predstavljen na tržištu s univerzalnim uređajima dizajniranim za izvođenje visokopreciznog savijanja. Glavna prednost takvih savijača cijevi je mogućnost rada s tankozidnim valjanim metalom bez opasnosti od oštećenja.
Prema načinu savijanja i konfiguraciji radnog dijela, alat može biti:
Samostrel
, gdje se kao deformirajući element koristi zamjenjivi metalni kalup za vođenje, koji je odabran za određeni promjer cijevi.

Segment
, gdje se valjani metal vuče posebnim segmentom koji obavija cijev oko sebe.

Na fotografiji - stroj s trnom
Dornov
, gdje se rad s valjanim metalom izvodi i izvana i s unutarnje strane cijevi. Ova značajka omogućuje korištenje uređaja za promjenu konfiguracije cijevi tankih stijenki bez opasnosti od pucanja metala ili naboranja duž unutarnjeg promjera.








Tehnologija savijanja cijevi
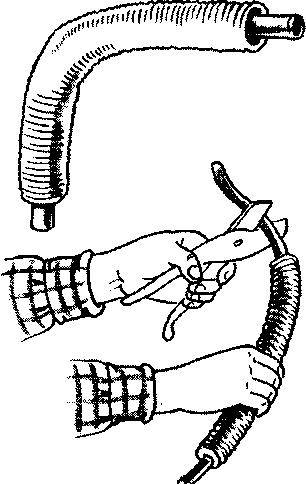
Uputa za promjenu konfiguracije cijevi pomoću vanjske opruge je sljedeća:
- Opruga se stavlja na metal-plastiku;
- Zatim se cijev uhvati s obje ruke na udaljenosti od 20 cm od opruge i savije se dok se ne dobije željeni kut;
- Nakon što se dobije željeni kut, opruga se okreće oko svoje osi i uklanja se.

Korištenje unutarnje opruge razlikuje se po tome što se uređaj ubacuje s ruba cijevi, gdje se zatim može izvući.
Savijeni kraj cijevi može se dobiti pomoću savijača cijevi. U tom se slučaju uređaj, u skladu s njegovom izmjenom, konfigurira na potrebne parametre. Zatim se cijev umetne u prihvatni razmak i uređaj pokreće jedan ili drugi pogon.
Jednostavni načini savijanja cijevi
Ručno savijen
Nemojte očajavati ako morate instalirati složenu strukturu pomoću zakrivljenih cijevi, ali ne postoji profesionalni alat. Čak i ako nije bilo moguće unaprijed kupiti praznine sa željenim kutom savijanja, dijelove za rad možete izraditi sami, kod kuće i s minimalnim alatom.
Kako postupiti? Zgrabite strukturu rukama, čvrsto je držite i postupno savijte. Pazite da ne oštetite dio. Glatko, centimetar po centimetar, pomičite se duž duljine cijevi. Morate ponoviti manipulaciju u 5-6 pristupa. Ručni rad nije prikladan u svim slučajevima, budući da je savijanje aluminijske cijevi, na primjer, puno lakše nego raditi isto s metalnim proizvodom.
Cijev se može saviti bez savijača cijevi - ručno
Ručna metoda je učinkovita pri radu s cijevima promjera 16-20 mm. S većim rezom, proces će se rastegnuti i biti mukotrpniji, ali ovo je stvarno.
Korištenjem vruće metode
Shvatili smo aluminij, ali kako sami saviti metalnu cijev tako da rezultat ne razočara? Plinski plamenik će riješiti problem.
Algoritam akcije:
- Metalni segment učvršćujemo u škripcu.
- Zagrijamo dio budućeg zavoja.
- Kada se pojavi skala, nastavite sa savijanjem.
Kako znati kada treba započeti posao? Ako je materijal aluminij, držite list papira blizu površine cijevi. Signal će biti njegovo paljenje ili pojava dima. Ako je drugi metal, grijano područje će postati crveno.
Imajte na umu: način grijanja nije prikladan za rad s pocinčanim dijelovima - oštećenje premaza je zajamčeno, premaz će postati neupotrebljiv

Grijanje je učinkovit način za sigurno savijanje cijevi
Koristimo punila - pijesak i vodu
Korištenje punila omogućuje savijanje valovite cijevi i aluminijskih komada velikog promjera.
Kako raditi s pijeskom:
- punimo pijesak unutar strukture, stavljamo čepove na krajeve cijevi (pazite na nepropusnost);
- učvrstiti dio u škripcu;
- mjesto zavoja zagrijavamo lemilom ili plinskim plamenikom;
- kada se područje zagrije, savijte strukturu gumenim čekićem ili drvenim čekićem, lagano lupkajući po zagrijanoj površini;
- po završetku manipulacija uklanjamo čepove, uklanjamo pijesak iz šupljina - sve je spremno.
Pijesak štiti cijev od deformacija i neravnomjernog savijanja.

Pri radu s pijeskom i vodom pazite na nepropusnost zatvaranja cijevi
Princip rada s vodom je gotovo identičan - ulijevamo vodu u dio, stavljamo čepove. Prije savijanja PVC cijevi ili proizvoda od drugog materijala, pustite vodu da se zamrzne (izložite mrazu ili stavite u hladnjak). Nakon smrzavanja tekućine, translatornim pokretima dajemo konstrukciji željeni radijus savijanja.
![§ 29. Savijanje cijevi [1980. Makienko N.I. - opći tečaj vodoinstalatera]](https://fix.housecope.com/wp-content/uploads/2/4/5/245c1ed6eda8cb674f45c7734f687d31.jpg)






Prema ovom principu, možete i saviti metalni lim u cijev (samo bez upotrebe vode i pijeska) i dati zavoj samoj cijevi.
Metoda toplinske obrade

Što se tiče metalne cijevi, vaš bi pomoćnik trebao biti plinski plamenik. Djelujemo u fazama.
- Uz pomoć škripca, metalni dio cijevi je fiksiran.
- Predviđeni dio zavoja zagrijava se plinskim plamenikom.
- Nakon pojave ljuske, izvodimo zavoj.
Važno je uhvatiti trenutak početka zavoja. Ako je cijev aluminijska, tada je potrebno donijeti list papira na nju
Ako svijetli ili dimi, onda možete početi. Ako je cijev izrađena od drugog metala, tada će područje pocrvenjelo tijekom procesa grijanja poslužiti kao signal. Metoda toplinske obrade ne može se koristiti pri savijanju pocinčanih cijevi. Visoke temperature će oštetiti premaz i učiniti ga neupotrebljivim. Morate znati da ako govorimo o savijanju četvrtaste cijevi, onda ne možete bez snažnog plamenika ili plamenika. I što je najvažnije, na samom početku rada takav se proizvod zagrijava sa svih strana.
Radijusi savijanja cijevi
Radijusi savijanja cijevi
Savijanje cijevi je tehnološki proces, uslijed kojeg se pod utjecajem vanjskih opterećenja mijenja nagib geometrijske osi cijevi. U tom slučaju dolazi do elastičnih i elastično-plastičnih deformacija u metalu stijenki cijevi. Na vanjskom dijelu nagiba nastaju vlačna naprezanja, a na unutarnjem dijelu tlačna. Kao rezultat ovih naprezanja, vanjska stijenka cijevi u odnosu na os savijanja se rasteže, a unutarnja stijenka se stisne. U procesu savijanja cijevi dolazi do promjene oblika poprečnog presjeka - početni prstenasti profil cijevi pretvara se u ovalni. Najveća ovalnost presjeka uočava se u središnjem dijelu nagiba i smanjuje se prema početku i kraju nagiba.To se objašnjava činjenicom da se najveća vlačna i tlačna naprezanja tijekom savijanja javljaju u središnjem dijelu zavoja. Ovalnost presjeka na zavoju ne smije prelaziti: za cijevi promjera do 19 mm - 15%, za cijevi promjera 20 mm ili više - 12,5%. Ovalnost presjeka Q u postocima određena je formulom:
gdje su Dmax, Dmin, Dnom maksimalni, minimalni i nazivni vanjski promjer cijevi na zavoju.
Osim stvaranja ovalnosti tijekom savijanja, osobito tankosjenih cijevi, na konkavnom dijelu zavoja ponekad se pojavljuju nabori (nabori). Ovalnost i naboranost nepovoljno utječu na rad cjevovoda, jer smanjuju područje protoka, povećavaju hidraulički otpor i obično su mjesto začepljenja i povećane korozije cjevovoda.
U skladu sa zahtjevima Gosgortekhnadzora, radijusi savijanja čeličnih cijevi, zavoja, kompenzatora i drugih savijenih elemenata cjevovoda moraju biti najmanje sljedeće vrijednosti:
kod savijanja s prednasipanjem pijeskom i uz zagrijavanje - najmanje 3,5 DH.
kod savijanja na strojevima za savijanje cijevi u hladnom stanju bez brušenja - najmanje 4DH,
kod savijanja s polurebrastim naborima (s jedne strane) bez pijeska, grijanih plinskim plamenicima ili u posebnim pećima - najmanje 2,5 DH,
za zakrivljene zavoje izrađene vrućim izvlačenjem ili utiskivanjem, najmanje jedan DH.
Dopušteno je savijati cijevi s polumjerom savijanja manjim od onih navedenih u prva tri stavka, ako metoda savijanja jamči stanjivanje stijenke za najviše 15% debljine potrebne za izračun.
Sljedeće glavne metode savijanja cijevi koriste se u skladištima i postrojenjima za nabavu cijevi, kao i na mjestima ugradnje: hladno savijanje na strojevima i uređajima za savijanje cijevi, toplo savijanje na strojevima za savijanje cijevi s grijanjem u pećima ili visokofrekventnim strujama, savijanje s naborima , stanje napunjeno pijeskom za vruće savijanje.
Duljina cijevi L, potrebna za dobivanje savijenog elementa, određena je formulom:
L = 0,0175 Rα + l,
gdje je R polumjer savijanja cijevi, mm;
α-kut savijanja cijevi, stupnjeva;
l - ravni dio duljine 100-300 mm, potreban za hvatanje cijevi tijekom savijanja (ovisno o dizajnu opreme).
1. Navedite tolerancije za ovalnost presjeka cijevi.








2. Kako se ovalnost izračunava u postocima?
3. Koji su radijusi savijanja dopušteni zahtjevima Gosgortekhnadzora pri savijanju cijevi na različite načine?
4. Kako odrediti duljinu cijevi za dobivanje savijenog elementa?
Svi materijali iz odjeljka "Obrada cijevi" :
● Čišćenje i ravnanje cijevi
● Prirubljivanje krajeva cijevi, spojnica i rupa
● Uvlačenje i valjanje navoja na cijevima
● Radijusi savijanja cijevi
● Hladno savijanje cijevi
● Vruće savijanje cijevi
● Rezanje i obrada krajeva cijevi
● Obrada cijevi od obojenih metala
● Obrada plastičnih i staklenih cijevi
● Priprema i revizija okova
● Proizvodnja brtvi u cijevnim radionicama i radionicama
● Sigurnosni propisi za obradu cijevi
Kako raditi sa savijačem cijevi kod kuće
Savijači cijevi nazivaju se posebnim mehanizmima, koji karakteriziraju drugačiji princip rada. Uz njihovu pomoć, ručno i mehaničko savijanje profilnih i okruglih cijevi ostvaruje se u proizvodnji ili kod kuće.
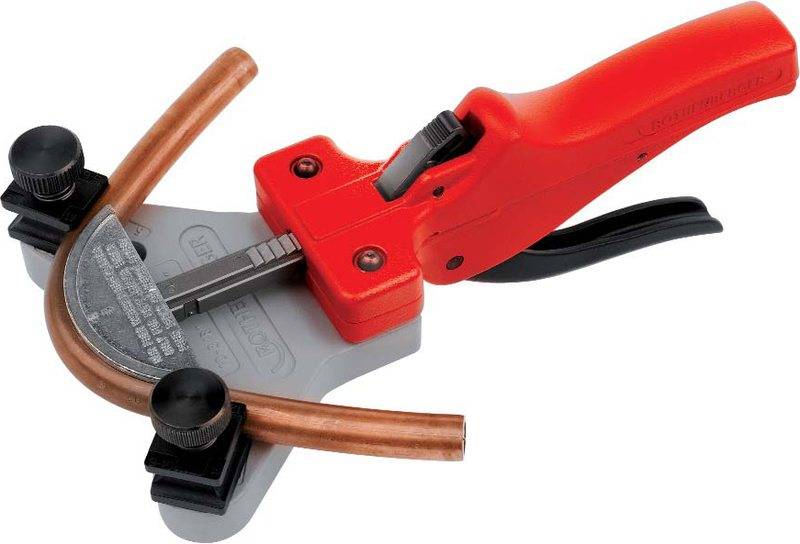
Postoje sljedeće vrste ručnih savijača cijevi prikladnih za savijanje plastičnih tankostjenih aluminijskih proizvoda malog promjera:
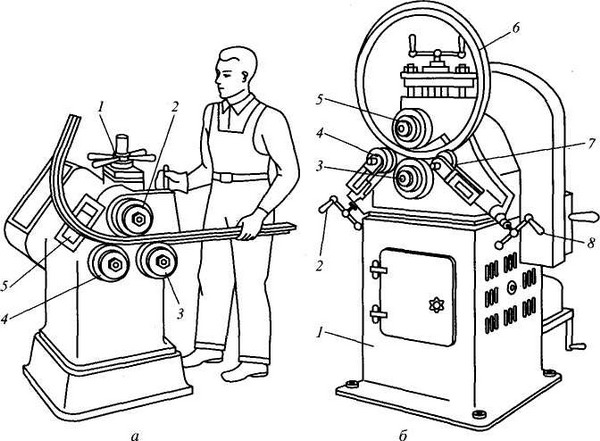
- Poluga. Ovaj mehanizam se također naziva Volnov stroj. Za polaganje obratka daje poseban oblik. Sam proces savijanja ne zahtijeva zagrijavanje cijevi, a provodi se polugom. Oblik odgovara određenom promjeru.
- Samostrel. Konstrukcija u koju je fiksiran radni komad opremljena je segmentom za savijanje koji se gura kroz sredinu cijevi sa strane suprotne od krajeva.
- Proljeće. Prije savijanja, cijev je opremljena oprugom koja je položena unutar proizvoda. Nadalje, izradak se može zagrijati ili se može koristiti metoda hladnog savijanja. Na kraju postupka, opruga se mora ukloniti.

Uz pomoć strojnog savijanja moguće je riješiti pitanje kako savijati i kako ispravljati aluminijsku cijev različitih promjera i oblika. Rizik od oštećenja smanjen je na gotovo nulu.








Ovi mehanizmi mogu imati elektromehanički ili hidraulički princip rada, što jamči točan rezultat rada, u skladu s postavljenim zahtjevima.



