- Kako kuhati tjesteninu na štednjaku?
- Priprema radnog mjesta
- Što je električno zavarivanje i zašto je potrebno kod kuće?
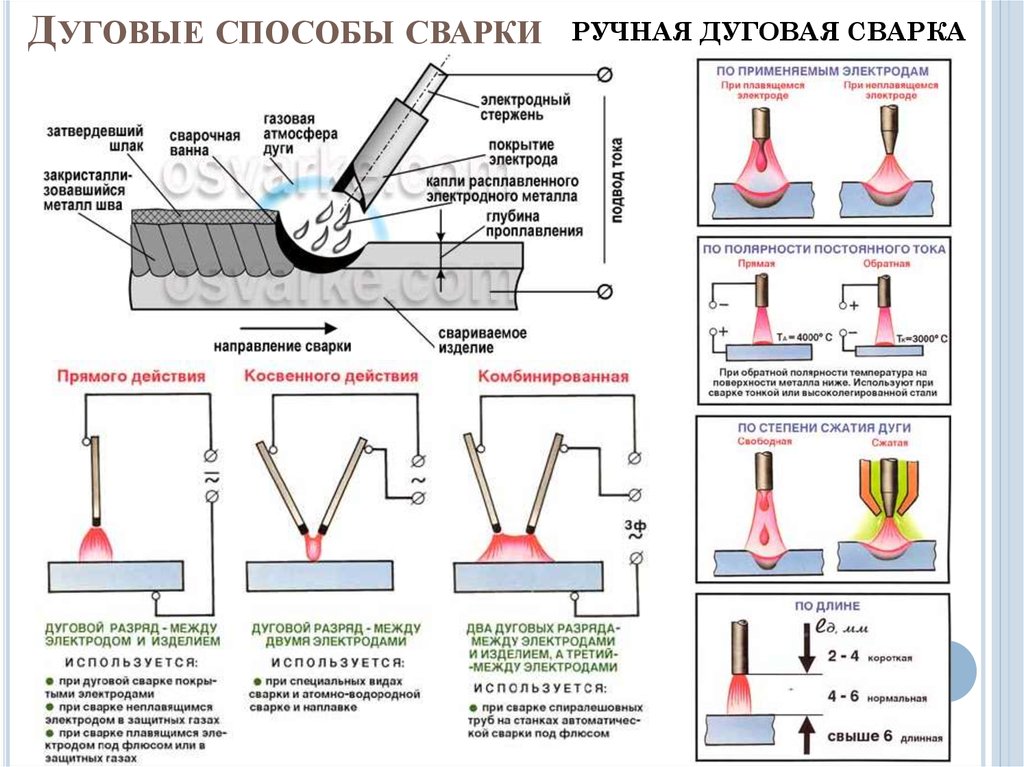
- 1) Ručno lučno zavarivanje
- 2) Poluautomatski u plinskom okruženju
- 3) Automatsko zavarivanje pod vodom
- O tehnikama oblikovanja šava
- Preklopni šav
- Stropni šav
- Tee šav (s jednostranim rezanjem)
- Šav za zavarivanje s potporom za elektrode
- Što je električno zavarivanje?
- Dizajn invertera za zavarivanje
- Kako odabrati pravu tjesteninu?
- Utjecaj brzine pomaka elektrode
- Spajanje cijevi električnim zavarivanjem
- Metalne elektrofuzijske armature
- Električni priključak Polietilen
- Spajanje i elektrooprašivanje
- Kako pripremiti električno zavarivanje cijevi
- Tehnička oprema kućnog zavarivača
- Tehnologija električnog zavarivanja
Kako kuhati tjesteninu na štednjaku?
Talijani kažu da je priprema ovog proizvoda jednostavna, ali je puno teže napraviti kako treba. Poznavatelji dobro kuhane tjestenine vole je kuhati “al dente”, što u prijevodu s talijanskog znači “do zuba”.
Razmislite kako kuhati ukusnu tjesteninu na štednjaku na primjeru malih proizvoda - školjki, spirala, rogova, lukova.
To će zahtijevati sljedeće sastojke:
- Voda - 1 l;
- Glavna komponenta je 100 g;
- Sol - 10-11 g.
Vrlo je važno uzeti u obzir proporcije, inače će glavnoj komponenti nedostajati prostora, pa će postati previše ljepljiva, a vrijeme kuhanja će se povećati. Još jedna stvar koju treba uzeti u obzir kada je u pitanju pravilno kuhanje tjestenine je izbor lonca.
Poželjno je da ima debele i visoke zidove. To će spriječiti da voda dođe do rubova.
Kako kuhati tjesteninu na štednjaku?
Proces kuhanja ide ovako:
- Stavite posudu s vodom na štednjak, čineći vatru maksimalnom, posolite vodu koja se ulijeva u nju kada potonja proključa;
- Stavite glavni sastojak u to;
- Nakon nekog vremena, tekućina će ponovno početi ključati, nakon čega morate smanjiti plin. Prije nego što se to dogodi, proizvod neprestano miješajte kako se ne bi slijepio zbog škroba koji se iz njega oslobađa. Ako se to ne učini, tjestenina, koju ovaj članak govori kako kuhati, pretvorit će se u grudicu. Osim toga, zalijepit će se za dno i zidove posude;
- Ako vas zanima kako skuhati tjesteninu s mašnom, na primjer, ili neku drugu vrstu proizvoda srednje veličine (spirale, rogovi, školjke), onda morate znati koliko će to trajati. Trajanje kuhanja je oko 5 minuta. Ako kuhate male proizvode - na primjer tanke, male rezance, vrijeme kuhanja nakon što voda proključa je 3-4 minute;
- Možete ih provjeriti na spremnost stiskanjem, a ako postanu elastični, možete isključiti štednjak;
- Posudu odmah stavite u cjedilo kako bi se tekućina potpuno ocijedila;
- Uključite hladnu vodu na punu snagu kako biste isprali hranu, čineći je još mrvijom.
Kada su tjestenine poput mašnica (ili srednje velikih proizvoda malog oblika) gotove, mogu se poslužiti kao prilog uz bilo koje dodatke - meso, ribu, povrće itd. Neke domaćice također ih radije prže prije posluživanja na maslacu za poboljšanje okus. Komad ovog sastojka možete dodati u vruće jelo bez prženja, ali nemojte miješati, već protresite zatvorenu tavu da se ravnomjerno rasporedi po jelu.
Odvojena vještina zaslužuje proces kuhanja tjestenine za gnijezdo da se ne raspadnu. Za to će vam trebati sljedeći sastojci:
- Glavna komponenta - 6-8 komada;
- Voda - 2 l;
- Maslinovo ulje - 1-2 žličice.
Proizvod se priprema na sljedeći način:
- Zakuhajte pravu količinu vode u loncu;
- U zasebnu posudu (možete koristiti tavu sa širokim dnom) položite glavni sastojak tako da se tjestenina u obliku gnijezda slobodno nalazi u njemu;
- Napunite ih kipućom vodom, soli;
- Zakuhajte posudu, kuhajte 4-5 minuta;
- Rupičastom žlicom izvadite ga tako što ćete ga prebaciti na tanjur;
- Po želji, gotovom jelu možete dodati začine po ukusu;
- Poslužuje se kao običan prilog - uz dodatak mesa, ribe, povrća, sira, kobasica i sl.
Postupak kuhanja tjestenine za gnijezdo podrazumijeva da moraju zadržati svoj oblik. Prvo, to je olakšano činjenicom da se u početku zalijevaju kipućom vodom, što vam omogućuje da popravite oblik. Drugo, glavna komponenta se uklanja pomoću skimera, zahvaljujući kojem se mogu prenijeti na tanjur u obliku u kojem se kuhaju.
Pogledajte ovaj video na YouTubeu
Priprema radnog mjesta
Kako naučite kuhati na struju u kratkom vremenu? Nećete to moći u jednom danu, ali primjenom savjeta iz raznih videa i pripremanjem svega što vam je potrebno na radnom mjestu možete brzo početi vježbati.
Da biste naučili kuhati s inverterom za zavarivanje, potrebna vam je ploča za paljenje elektrode. Nije uvijek moguće pričvrstiti masu na proizvod, pa je potreban mali metalni stol ili baza
Zavarivač treba imati pri ruci čekić za ispravljanje fiksiranja metalnih dijelova, separator troske i sredstvo za gašenje požara (pijesak ili aparat za gašenje požara).
Zavarivanje metala inverterom je važno jer je dobro zaštićen od štetnih utjecaja. Bez obzira na mjesto rada (kućni ili proizvodni uvjeti), svaki zavarivač mora imati:
- zaštitnu masku sa svjetlosnim filterom koji odgovara osvjetljenju na radnom mjestu (u filteru br. 5 teško će se vidjeti u zatvorenom prostoru, u br. 3 će biti jako zasljepljujuće za oči na ulici);
- platnene rukavice za zaštitu od topline i prskanja;
- debela, nezapaljiva odjeća koja nije uvučena u pojas;
- čizme;
- pokrivala za glavu za zaštitu od letećih kapljica troske.
Što je električno zavarivanje i zašto je potrebno kod kuće?
Da biste razumjeli pojam, morat ćete dotaknuti školski tečaj fizike i razumjeti popratne procese pri zavarivanju dijelova. Stečeno znanje pomoći će zavarivaču da napravi bolje šavove, jer razumijevanje osnova električnog zavarivanja omogućuje svjesni rad, a ne oslanjanje na uzorkovane radnje drugih stručnjaka.





Električno zavarivanje (lučno zavarivanje) - dobivanje spojeva neraskidivog tipa zbog kristalizacije punila i osnovnih materijala.

Tijekom procesa formiranja šava dolazi do privremenog taljenja baze i elektrode, zbog čega se formira zavareni bazen. Nakon što se površina ohladi, materijali su povezani na molekularnoj razini (otopljeni), kristalizirajući u šav, koji po čvrstoći nije inferioran u odnosu na druga područja glavne površine.
| Prednosti električnog zavarivanja | Nedostaci električnog zavarivanja |
|---|---|
| Strukturna jednostavnost. | Šteta elektromagnetskog zračenja i svjetlosti. |
| Svestranost primjene bez obzira na prostorni položaj - okomito, vodoravno, pod kutom od 45 stupnjeva i tako dalje. | Učinkovitost se temelji na vještini zavarivača. U nedostatku takvih, krajnji rezultat bit će žao. |
| Veliki broj metala koji se mogu spojiti elektrolučnim zavarivanjem. | Od majstora su vam potrebne osnovne vještine u korištenju jedinice + od 30 sati praktičnog iskustva u jednostavnim uvjetima. |
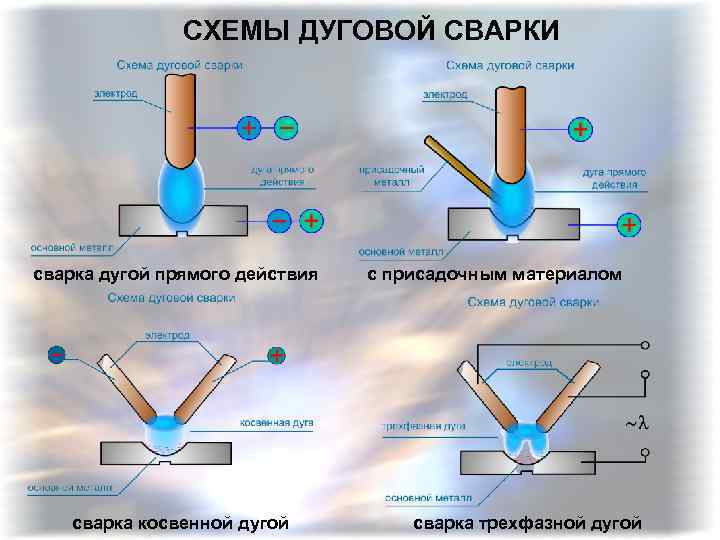
Klasifikacija električnog zavarivanja vrši se na temelju mnogih kriterija - stupnja mehanizacije procesa zavarivanja, vrste struje + njenog polariteta, luka, karakteristika elektrode, načina zaštite zone i sl. . Pogledajmo klasičnu distribuciju - ručno lučno, poluautomatsko i automatsko lučno zavarivanje.
1) Ručno lučno zavarivanje
Najteža opcija za korištenje za neiskusnog zavarivača, jer većinu posla moraju obaviti vlastite ruke. Regulacija tehnologije s drugim točkama provodi se pomoću GOST 5264-80.Uzimaju se u obzir vrsta spoja, oblik rubova, priroda šava, poprečni presjek i debljina elemenata koji se zavaruju.
Nedostaci ručnog zavarivanja su negativan utjecaj raspadanja / svjetlosnih proizvoda na ljudsko tijelo i relativno niska učinkovitost rada u velikim razmjerima. Niskokvalificirani stručnjak neće moći kvalitetno upravljati lukom pri radu s ručnim zavarivanjem, stoga metoda šivanja definitivno nije za početnike.
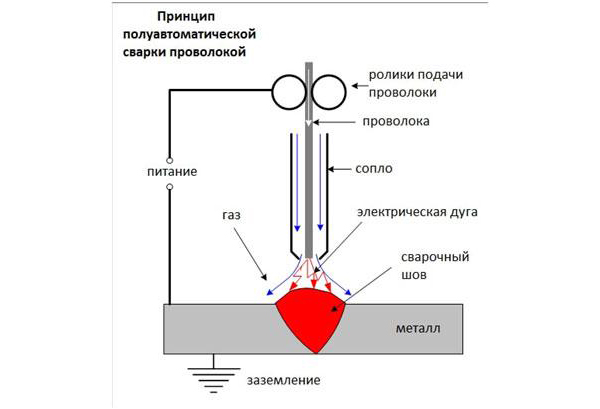
2) Poluautomatski u plinskom okruženju
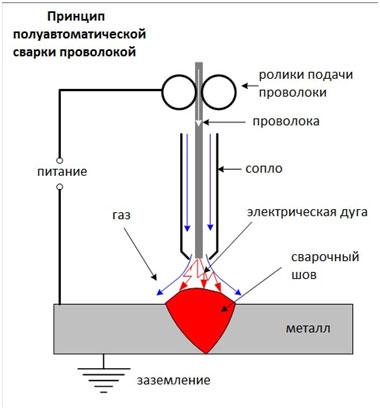
Posebne značajke metode spajanja 2 su uporaba pokretne potrošne elektrode + prisutnost zaštitnog plina. Drugi djeluje kao barijera između vanjskog okruženja i električnog luka.
Zaštitni plin je argon, ugljični dioksid, helij ili njihove kombinacije u određenim omjerima. Tehnologija poluautomatskog zavarivanja nastaje prolaskom žice kroz plinsku mlaznicu, zbog čega se topi. Duljina luka se kontrolira automatski, dok smjer kretanja + brzina ostaje pod kontrolom zavarivača. Metoda rada može se izvesti bez plinske školjke - koristi se posebna samozaštitna žica prošarana silicijem, manganom i drugim metalnim elementima s deoksidirajućim svojstvima.
3) Automatsko zavarivanje pod vodom
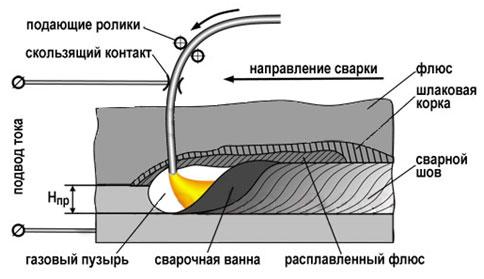
Metoda s povećanom produktivnošću i minimalnim gubicima elektroda. Zavarivač se ne može bojati prskanja, a područje zavarivanja je što sigurnije u smislu stvaranja oksida i drugih štetnih nečistoća za šav.
Algoritam procesa zavarivanja:
- Dodavanje žice posebnim valjcima.
- Pomoću kontakta kliznog tipa na žicu se dovodi električna struja.
- Počinje kretanje elektrode duž oznake za šav.
- Iz bunkera jedinice se izlijeva tok, zbog čijeg isparavanja nastaje oblak plina koji štiti električni luk od utjecaja vanjskog okruženja.
- Formiranje šavova.
- Uklanjanje troske.
- Sakupite višak toka za ponovnu upotrebu.
Oprema za rad ne zahtijeva od operatera korištenje posebne zaštite za oči. Zbog automatizacije procesa, subjektivni utjecaj zavarivača je minimiziran, a samim tim i rizik od nereda naglo se smanjuje.
O tehnikama oblikovanja šava
Prije nego što naučite sami kuhati električnim zavarivanjem, trebali biste svladati različite tehnike zavarivanja za spajanje metalnih dijelova. Pravilno održavanje i pomicanje električnog luka ključ je kvalitetnog šava. Ako je luk predug, tada će metal oksidirati i postati zasićen dušikom, prskati kapljicama i formirati poroznu strukturu.
Preklopni šav
Luk zavarivanja pomiče se naprijed duž osi elektrode. Tako se održava željena duljina luka, na koju utječe brzina taljenja elektrode. Duljina elektrode postupno se smanjuje, kao što se povećava udaljenost između nje i zavarenog bazena. Kako bi se to spriječilo, elektroda se treba pomicati duž osi, promatrajući sinkronizam njezina skraćivanja i kretanja u smjeru zavarenog bazena.
Stropni šav
Promjer elektrode ovisi o debljini zavarenog spoja
Druga vrsta valjaka naziva se konac. Takvo zrno nastaje u procesu pomicanja elektrode duž osi vara koji se zavari. Što se tiče debljine valjka, ona ovisi o promjeru elektrode i brzini kojom se kreće.







O širini valjka možemo reći da je obično 2-3 mm prelazi promjer elektrode. To rezultira prilično uskim zavarenim šavom. Njegova snaga nije dovoljno visoka da stvori jaku strukturu. Kako to popraviti? Dovoljno je kada se elektroda pomiče duž osi zavara da se napravi dodatno kretanje - preko osi.
Tee šav (s jednostranim rezanjem)
Poprečni pomak elektrode tijekom rada omogućuje dobivanje dovoljne širine šava. To se postiže povratnim oscilacijama elektrode, čija se širina određuje pojedinačno za svaki konkretan slučaj. Ovdje je potrebno uzeti u obzir položaj šava, njegovu veličinu, oblik utora, karakteristike materijala, kao i popis zahtjeva koji se postavljaju za dizajn. Uobičajeno je uzeti u obzir normalnu širinu šava od 1,5 do 5,0 promjera elektroda.
Šav za zavarivanje s potporom za elektrode
Nastaje prilično složenim, trostrukim pokretima elektrode. Postoji u nekoliko varijanti. Putanja kretanja kod klasičnog lučnog zavarivanja mora biti takva da se rubovi dijelova koji se spajaju otapaju, a pritom se mora formirati dovoljno rastaljenog metala da nastane zavar zadanog oblika.
Što je električno zavarivanje?
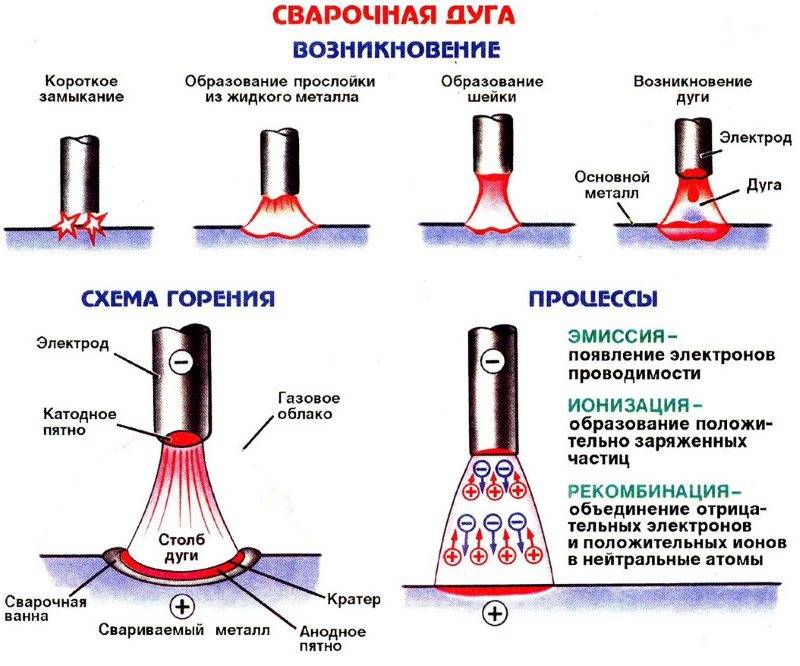
Električno je jedna od metoda zavarivanja, kada se električni luk koristi za zagrijavanje, a zatim taljenje metala. Temperatura potonjeg doseže 7000°C, što je mnogo više od točke taljenja većine metala.
Proces električnog zavarivanja odvija se na sljedeći način. Za stvaranje i održavanje električnog luka struja se dovodi od alata za zavarivanje do elektrode.
Tijekom procesa zavarivanja, osnovni metal i metalna jezgra elektrode se tope i miješaju, stvarajući čvrst i neodvojiv šav (+)
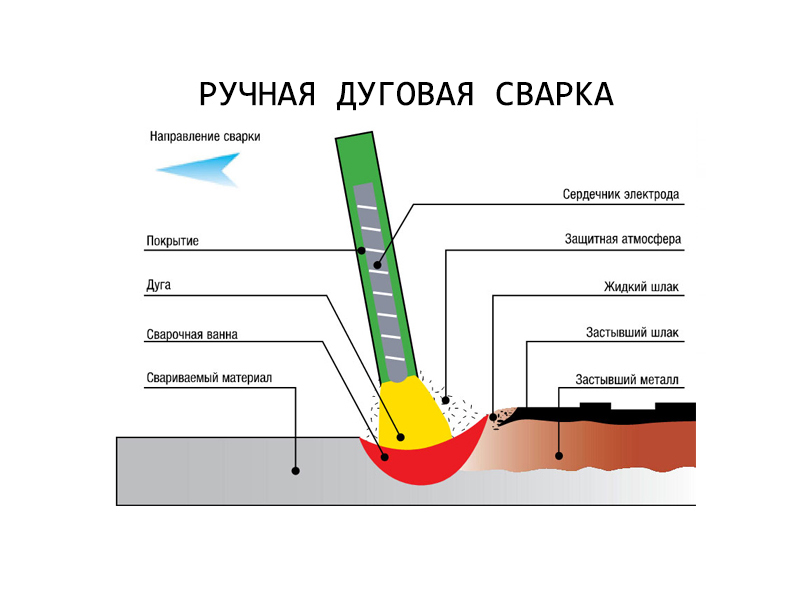
Kada šipka elektrode dodirne površinu koja se zavariva, struja zavarivanja teče. Pod njegovim utjecajem i utjecajem električnog luka, elektroda i metalni rubovi elemenata koji se zavaruju počinju se topiti. Od taline, kako kažu zavarivači, nastaje zavareni bazen, u kojem se rastaljena elektroda miješa s osnovnim metalom.
Otopljena troska pluta na površini kupke i stvara zaštitni film. Nakon isključivanja luka, metal se postupno hladi, tvoreći šav prekriven ljuskom. Nakon što se materijal potpuno ohladi, čisti se.
Za zavarivanje se mogu koristiti nepotrošne i potrošne elektrode. U prvom slučaju, žica za punjenje se uvodi u taljevinu kako bi se formirao zavar, u drugom nije potrebna. Za formiranje i naknadno održavanje električnog luka koristi se posebna oprema.
Za obavljanje širokog spektra poslova potrebne su vještine zavarivača u kućnom okruženju:
Dizajn invertera za zavarivanje
Kako bi razumio kako pravilno koristiti aparat za zavarivanje, početnik bi se majstor trebao upoznati s dizajnom pretvarača.
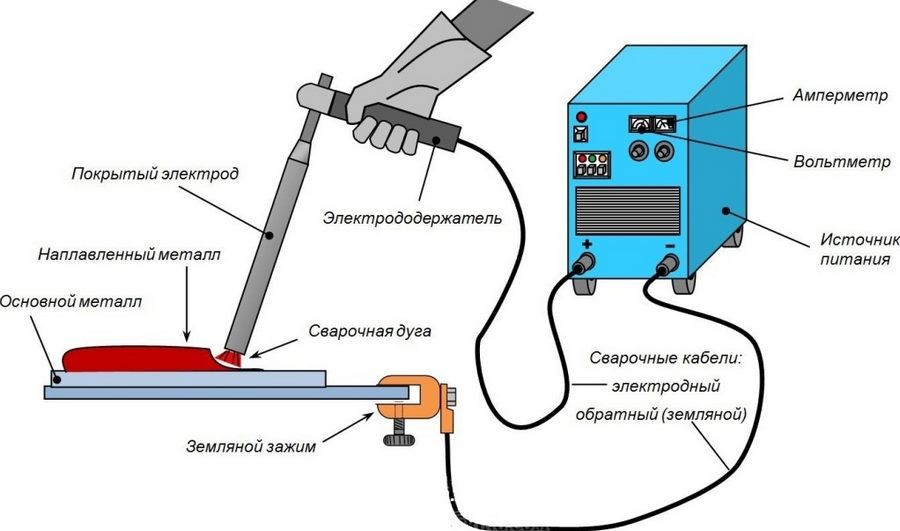
Inverter za zavarivanje je metalna kutija s unutarnjom komponentom, ukupne težine oko 7 kg, koja je opremljena ručkom i naramenom za lakše nošenje. Kućište pretvarača za zavarivanje može sadržavati otvore za ventilaciju koji doprinose boljem odljevu zraka kada se jedinica hladi.Na prednjoj ploči nalaze se tipke za promjenu radnog stanja, gumbi za odabir potrebnog napona i struje, izlazi za spajanje radnih kabela, kao i indikatori koji signaliziraju prisutnost napajanja i pregrijavanje pretvarača tijekom zavarivanja. Kabel za spajanje stroja na električnu mrežu obično je spojen na konektor koji se nalazi na stražnjoj strani pretvarača.

Dizajn invertera za zavarivanje
Kada elektroda dođe u kontakt s metalnim pločama koje se zavaruju tijekom zavarivanja, nastaje visokotemperaturni luk, zbog čega se i elementi zavarene šipke i metal zavarenog spoja tope. Bazen nastao u području luka rastopljenim metalima ploča i elektrode zaštićen je od oksidacije ukapljenim premazom elektrode. Nakon što se metal potpuno ohladi, gornja površina zavara, zaštićena premazom elektrode tijekom zavarivanja, pretvorit će se u stvrdnutu trosku, koja se lako može ukloniti laganim mehaničkim djelovanjem (na primjer, tapkanjem)
Važno je promatrati isti razmak između metala zavarenog spoja i elektrode (duljina luka), što će spriječiti njegovo gašenje. Da biste to učinili, elektrodu treba dovoditi u područje spajanja konstantnom brzinom, a zavarenu šipku treba ravnomjerno voditi duž zavarenog spoja.
luk za zavarivanje
Kako odabrati pravu tjesteninu?
Kako odabrati pravu tjesteninu?
Većina pristalica pravilne prehrane odbija ovu hranu, smatrajući je nezdravom i nezdravom. Ali pravi proizvod može koristiti tijelu, pa stoga, kada ga kupujete, trebate uzeti u obzir sljedeće preporuke:
Sastav kvalitetnih proizvoda uključuje dvije komponente - brašno i vodu. O kvaliteti glavnih sastojaka uvelike ovise okus, koristi i štete, njihova nutritivna i energetska vrijednost. Mogu sadržavati i prirodne boje - sok od špinata, sok od mrkve, tintu od sipe, začine, čija prisutnost treba biti naznačena na pakiranju;
Vrsta brašna od kojeg je proizvod napravljen zaslužuje posebnu pozornost. Trebao bi pripadati sortama durum pšenice, budući da upravo ova opcija ne sadrži masti u svom sastavu, tijelo je savršeno apsorbira.




Ako se za izradu tjestenine koristi glavni sastojak mekih sorti, one će sadržavati puno škroba, zbog čega postaju vrlo kalorične, a to je razlog za dobivanje viška kilograma;
Kako biste bili sigurni da se koristi kvalitetna durum temeljna komponenta, obratite pozornost na izgled proizvoda. Njegova površina treba biti glatka, boja bi trebala biti jantarna, žuta sa zlatnom nijansom.
Ima glatke rubove, a na proizvodima su male mrlje. U pakiranju ne smije biti krhotina. Ako su izrađene od mekog brašna, boja će im biti svijetla ili će imati blijedu, neprirodnu boju, neravne rubove, hrapavu površinu, svijetle male mrlje, moguće je da u pakiranju ima krhotina, mrvica;
Proteini su važna komponenta proizvoda od brašna. Ako su kvalitetni, napravljeni od durum pšenice, sadrže oko 12-15 g / 100 g. Pokazatelj niske kvalitete proizvoda je sadržaj proteina od maksimalno 10 g / 100 g;
Obratite pažnju na cijenu - dobra tjestenina je skuplja, a odnosi se na premium klasu;
Tjestenina poput špageta testira se na drugi način - analizirajte kako se lome, ali to možete učiniti neposredno prije samog procesa kuhanja. Ako su visoke kvalitete, onda se dobro savijaju, ali su jake, pa ih nije tako lako slomiti, što se ne može reći za proizvode izrađene od mekih sirovina;
Kvalitetan proizvod nakon kuhanja zadržava svoj oblik, žućkasto-zlatnu boju, čak i ako se ostavi dugo u vodi;
Dobru tjesteninu karakterizira činjenica da minimalno vrije, pa se stoga ne lijepi.
Pogledajte ovaj video na YouTubeu
Utjecaj brzine pomaka elektrode
Brzina hrane elektrode za zavarivanje treba osigurati potrebnu količinu isporučenog rastaljenog materijala. Njegova nedovoljna količina može dovesti do potkopavanja. Ovaj faktor je vrlo važan i za zavarivanje izravnog i obrnutog polariteta.
Tijekom elektrolučnog zavarivanja, zbog brzog kretanja šipke duž spoja, snaga luka možda neće biti dovoljna za zagrijavanje metala. Kao rezultat toga, formira se plitki šav, koji leži na vrhu metala. Rubovi ostaju nedovršeni.
Sporo napredovanje elektrode dovodi do pregrijavanja. U tom slučaju moguće je spaliti površinu i deformirati tanki metal.
Suvremeni aparati za zavarivanje imaju širok raspon različitih funkcija i mogućnosti. Ipak, u ovom trenutku, do sada, većinu kvalitetno obavljenog posla određuje upravo vještina osobe.
Spajanje cijevi električnim zavarivanjem
Metalne elektrofuzijske armature
Priključci za elektrofuziju su uređaji koji pomažu u spajanju dva dijela izratka.Postoje dva formata: navojni i zavareni. Krajevi okova s navojem - s navojem s unutarnje i vanjske strane okova. Također, spoj ima zakošenost, što olakšava provedbu električnog zavara.
Mnogi od ovih uređaja pričvršćeni su na dio pomoću dva elementa: koljena i stražnjice. U prvoj varijanti promjer je veći nego u drugoj, a drugi se, u pravilu, podudara s dijelom koji se zavari.
Električni priključak Polietilen
Ovi dijelovi vam omogućuju povećanje elektrofuzije spojenih dijelova. Tipično, polietilenske pomoćne armature se koriste za polietilenske vodovodne cijevi, koje su dizajnirane za niskotlačne sustave.
 HDPE fitinzi ugrađuju se na cijevi s sučeljem ili preklapanjem. Elemente drži poseban držač. Priključak i cijev se postavljaju, a zatim se zagrijavaju umetanjem u spojnicu.
HDPE fitinzi ugrađuju se na cijevi s sučeljem ili preklapanjem. Elemente drži poseban držač. Priključak i cijev se postavljaju, a zatim se zagrijavaju umetanjem u spojnicu.
Važno je napomenuti da se obje mogućnosti električnog zavarivanja temelje na kemijskom djelovanju - uništavanju molekularnih lanaca polimera na temperaturi od 170 stupnjeva Celzija i stvaranju novih u procesu stvrdnjavanja plastike.
Spajanje i elektrooprašivanje
Moderna električna tehnologija dosegnula je razinu na kojoj je lako bez glomazne, teške za korištenje i zastarjele opreme.
Vanjski omotač i njegov spoj se rastapaju, a nakon pada temperature stvara se novi polimerni lanac. Kao rezultat toga, zajamčeno je visokokvalitetno električno zavarivanje polietilenskih cijevi, koje se mogu sigurno koristiti i za kućne sustave i za industrijske cjevovode.
Ove armature karakteriziraju sljedeće prednosti:
- spajaju cijevi promjera od 20 do 400 mm;
- priključak je interno ugrađen i može izdržati rad pod visokim tlakom;
- inertni su na sve kemikalije i stoga sigurni čak i za vodu;
- izdržati sve skokove tlaka.
Priključci imaju širok raspon - od malog do velikog promjera. Mogu se koristiti čak i u velikim kemijskim postrojenjima.
Za ugradnju okova možete koristiti transformator.
Kako pripremiti električno zavarivanje cijevi
Priprema: zavarivač, izradak, spojni element, transformator u punoj spremnosti i cjelovitosti.
Cijev pod pravim kutom.
Sa skošenim rubom dijela, za precizno rezanje.
Cijev prolazi u spojnicu i fiksira mjesto gdje je prethodno zabilježeno.
Odmastiti dijelove.
Nakon spajanja transformatora za zavarivanje na izvor napajanja, formirajte spoj za zavarivanje.
Aparat za zavarivanje se isključuje i uključuje se način zagrijavanja na 30 minuta.
Važno je da ne pomičete nijedan priključak ili držač! Nakon isključivanja pričekajte da se potpuno ohladi.
Uređaj je spreman za korištenje i daljnje povezivanje!
Tehnička oprema kućnog zavarivača
Za formiranje luka ručnog ES-a potreban je izvor električne struje koji osigurava stabilnu opskrbu električnom energijom za napajanje ED-a. Za ručni ES jednako primjenjiv kao izvori izmjenične struje, te uređaji koji rade na istosmjernu struju. U uvjetima kućne uporabe opreme za zavarivanje, važnu ulogu ima stanje električnih instalacija na koje će se spojiti kupljena jedinica za zavarivanje. To će odrediti vrstu opreme koju početnik "zavaren" može koristiti.






Važno! Aparat za zavarivanje može raditi iz kućne električne mreže u okviru parametara svojih zaštitnih i regulacijskih uređaja - utikača i osigurača, automata itd. Ako karakteristike rada "zavarivača" ne zadovoljavaju zahtjeve zaštitnog sustava električne mreže, moguće je treperenje svjetala, gašenje strojeva, kvar kućanskih aparata u cijeloj kući zbog naglih fluktuacija napona
Kućni zavarivač mora biti opremljen sljedećim:
- Trenutni izvor.

Trenutno se oprema za zavarivanje za kućnu upotrebu često naziva opremom za MMA (od engleskog. Metal Manual Arc - ručni ES s komadnim obloženim elektrodama). Tržište električne opreme nudi tri vrste izvora struje za kućnu upotrebu:
- transformatori za zavarivanje koji rade na izmjeničnu struju,
- ispravljači za zavarivanje koji pretvaraju izmjenični mrežni napon u istosmjernu struju,
- pretvarači koji mogu raditi iz kućne utičnice.
- Set strujnih kabela i provodnih žica s nošenjem.
- Držači elektroda (opruga ili poluga), koji se obično nazivaju "držači".
- Osobna zaštitna oprema zavarivača:
- odjeća otporna na toplinu, cipele, rukavice ili rukavice,
- zaštitna maska.
Tehnologija električnog zavarivanja
Bolje je naučiti kako pravilno zavariti dijelove električnim zavarivanjem pod vodstvom iskusnih zavarivača. Ako iz nekog razloga ovo ne uspije, možete pokušati sami. Prvo morate pravilno organizirati radno mjesto
To je vrlo važno, budući da je zavarivanje visokotemperaturni, a samim tim i požar opasan proces.
Za rad morate odabrati radni stol ili bilo koju drugu podlogu od nezapaljivog materijala.Drveni stolovi i slični proizvodi su strogo zabranjeni. Poželjno je da u blizini mjesta gdje će se vršiti zavarivanje nema zapaljivih predmeta.
Obavezno stavite kantu vode blizu sebe kako biste uklonili moguće izvore paljenja. Osim toga, potrebno je odrediti sigurno mjesto gdje će se pohraniti ostaci korištenih elektroda. Čak i najmanji od njih mogu zapaliti vatru.
U prodaji možete pronaći elektrode za zavarivanje različitih promjera. Potrebna veličina šipke odabire se na temelju debljine metala za zavarivanje.
Za prve neovisne šavove morate pripremiti nepotreban komad metala i odabrati elektrode za njega. Stručnjaci u takvim slučajevima preporučuju korištenje šipki od 3 mm. Manji promjer se koristi za zavarivanje tankih limova, od kojih je nezgodno učiti. Elektrode većeg promjera zahtijevaju veliku snagu opreme.
Počinjemo čišćenjem područja od metala na kojem će se nalaziti šav. Ne smije biti hrđe ili bilo kakve kontaminacije.
Nakon što je dio pripremljen, uzmite elektrodu i umetnite je u stezaljku aparata za zavarivanje. Zatim uzmemo stezaljku za "uzemljenje" i čvrsto je pričvrstimo na dijelove. Ponovno provjerite kabel. Mora biti uvučen u držač i dobro izoliran.
Sada morate odabrati snagu radne struje za aparat za zavarivanje. Odabire se prema promjeru elektrode. Odabranu snagu postavljamo na ploču opreme za zavarivanje.
Sljedeći korak je zapaliti luk. Da biste to učinili, elektroda se mora dovesti do izratka pod kutom od oko 60 ° i vrlo polako prijeći preko baze. Trebalo bi biti iskri.Čim se to dogodi, lagano dodirnite elektrodu na dio i odmah je podignite na visinu ne veću od 5 mm.
Inverter za zavarivanje je spreman za rad. Na njega su spojena dva kabela: jedan sa stezaljkom za elektrodu, drugi s nosačem za uzemljenje
U ovom trenutku treperi luk, koji se mora održavati tijekom cijelog vremena rada. Njegova duljina treba biti 3-5 mm. Ovo je udaljenost između vrha elektrode i obratka.




Dok održavate luk u radnom stanju, treba imati na umu da tijekom rada elektroda izgara i postaje kraća. Ako je elektroda preblizu obratka, može doći do zalijepljenja. U tom slučaju ih morate lagano zamahnuti u stranu. Luk se možda neće zapaliti prvi put. Možda nema dovoljno struje, onda je treba povećati.
Nakon što je zavarivač početnik naučio zapaliti luk i održavati ga u radnom stanju, možete početi zavarivati zrno. Ovo je najjednostavnija od svih operacija. Zapalimo luk i počnemo vrlo glatko i pažljivo pomicati elektrodu duž budućeg šava.
Istodobno izvodimo oscilatorne pokrete nalik polumjesecu s malom amplitudom. Nekako "grabljamo" rastopljeni metal do središta luka. Dakle, trebali biste dobiti ravnomjeran šav, sličan valjku. Sadržavat će male valovite priljeve metala. Nakon što se šav ohladi, kamenac se mora ubiti u njega.