- Faze rada
- Vrste PE cijevnih priključaka
- Osobitosti
- Kontroliramo kvalitetu zavara
- Parametri zavarivanja i redoslijed operacija
- Više o ovoj temi na našoj web stranici:
- Uputa za zavarivanje
- Osnovna pravila
- Priključak za elektrofuziju
- Čeono zavarivanje
- Tehnologija zvona
- Metoda difuzije za lemljenje PE cijevi
- Kako saviti ili ispraviti proizvod
- Pregled metoda savijanja cijevi
- Učinkovite metode savijanja obratka
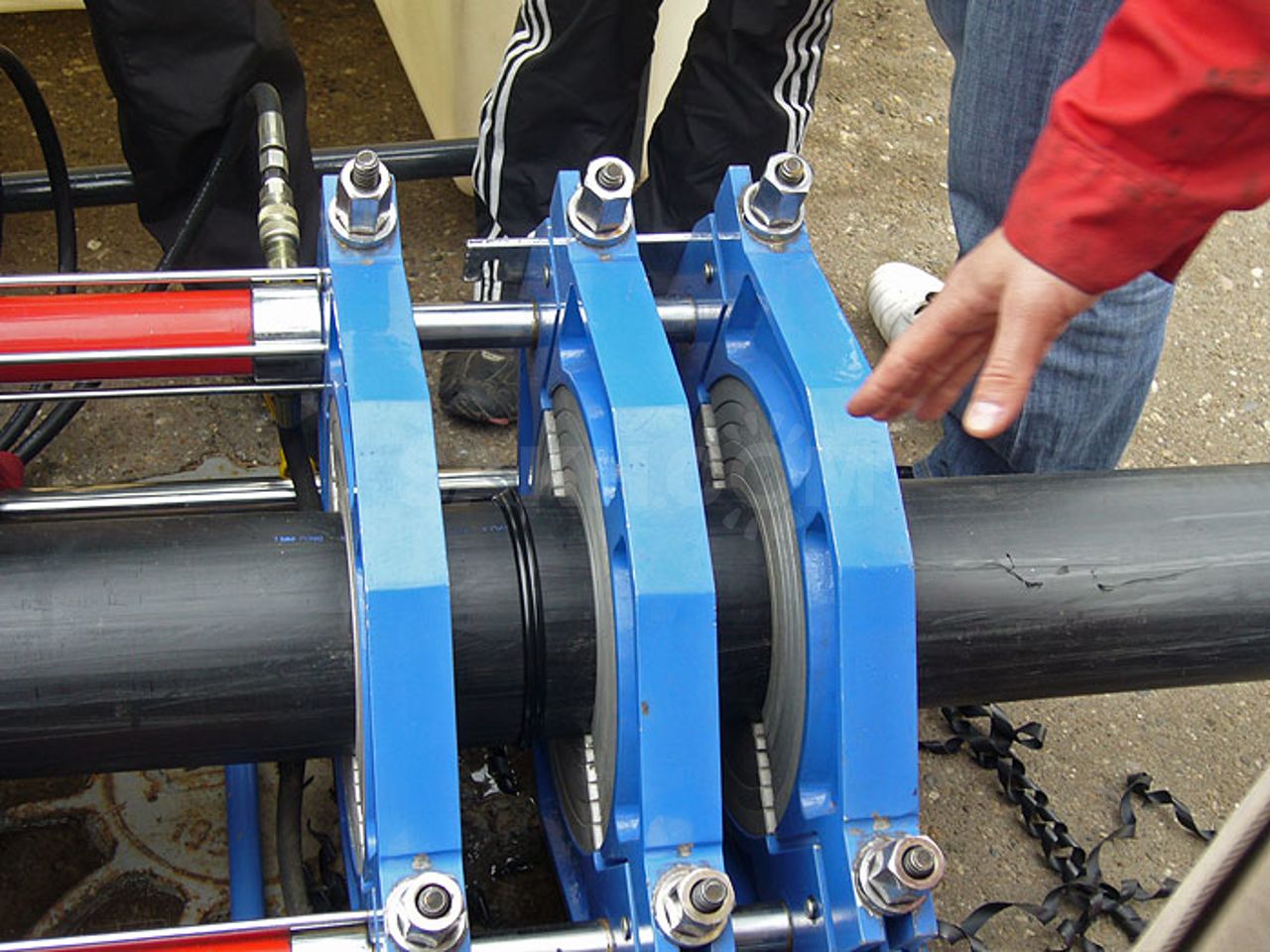
- Čeono zavarivanje
- Prednosti korištenja elektrofuzije
Faze rada
Zavarivanje polietilenskih vodova vlastitim rukama moguće je metodom elektrofuzije.
Uputu se može predstaviti na sljedeći način:
- priprema;
- pričvršćivanje s centralizatorom i ugradnja spojnice;
- spajanje zavarivača na spojnicu;
- zavarivanje;
- uklanjanje uređaja ispod priključka.

Unatoč činjenici da se zavarivanje treba obaviti kod kuće, krajevi se ipak moraju rezati posebnim alatom - rezačem cijevi. To će vam omogućiti bolje poravnanje prilikom povezivanja. Prikladnije je ukloniti naslage oksida sa spoja ručnim strugačem ili pomoću šipke. Sloj koji se uklanja trebao bi biti oko 200 mm od ruba cijevi. Dobiveni čips mora se ukloniti istim strugačem. Spojeni dijelovi moraju se odmastiti alkoholom. U ovoj fazi možete koristiti posebne salvete.Za najtočnije postavljanje u centralizator, linija se može označiti u skladu s dimenzijama spojnice. Prema tim vrijednostima bit će prikladnije popraviti cijevi i spojnicu.

Montirana konstrukcija mora biti pričvršćena u skladu sa sigurnosnim propisima. Stezaljke aparata za zavarivanje moraju biti spojene na konektore na spojnici. Uređaj se uključuje i prepoznaje se crtični kod koji se nalazi na površini spojnice. Način rada većine zavarivača je automatski. Period zagrijavanja i hlađenja spojnice se postavlja upravo u trenutku prepoznavanja šifre. Proces zavarivanja će započeti nakon čitanja koda i završiti zvučnim signalom. Za hlađenje cijevi, mora se ostaviti na miru sedam minuta. Tek tada se stezaljke mogu osloboditi iz centralizatora, a oprema se može izvući ispod mjesta lemljenja.

Vrste PE cijevnih priključaka

Polietilenske cijevi mogu se spojiti u jednu liniju različitim metodama. Štoviše, svaki od njih je prikladan za određene uvjete.
- Dakle, spajanje HDPE cijevi s spojnicama i spojnicama (zavarivanje utičnica) koristi se uglavnom za uređenje unutrašnjosti vodovodnog sustava u kući.
- Instalacija cjevovoda "uradi sam" pomoću sučeonog zavarivanja. Ova metoda se koristi za ugradnju proširenog dijela komunikacije za vanjske svrhe. U tom slučaju, cijevi se mogu položiti i na površinu tla i u rov, nakon čega ih se prekriva zemljom.
- Zavarivanje elektrofuzijom. Ova metoda spajanja HDPE cijevi proizvodi se pomoću posebnih plastičnih spojnica s ugrađenim spiralnim elementima, koji se zagrijavaju kao rezultat struje koja se na njih primjenjuje.
Pogledajmo pobliže svaku od metoda.
Osobitosti
Glavna poteškoća je u tome što su operativne i tehnološke kvalitete polietilenskih cijevi na mnogo načina slične karakteristikama kvalitete polipropilenskih cijevi. Također nisu podložni koroziji. Unutarnja površina cijevi nije premazana. Cijevi imaju visoku kemijsku otpornost. Materijal je ekološki prihvatljiv, ima dug vijek trajanja.

Od razlika, profesionalci bilježe nisku otpornost na toplinu. Stoga se HDPE cijevi koriste samo za opskrbu hladnom vodom i ventilacijske sustave. Ponekad se koriste za ugradnju plinovoda. Korištenje polietilenskih cijevi moguće je pri transportu u okruženju iznad 40-50 stupnjeva. Iznimka je umreženi polietilen, koji je dopušten za rad na temperaturama do +95 stupnjeva. Polietilenske cijevi imaju izvrsnu otpornost na mraz, što im omogućuje korištenje na temperaturama do -70 stupnjeva.

HDPE su komercijalno dostupni s promjerom od 20 do 1200 mm. Zbog raznolikosti opcija, naširoko se koriste u raznim područjima. Uz vodovodne cijevi kupuju se i vodovi velikog promjera za kanalizaciju, kako za unutarnju tako i za vanjsku.







Tehničke karakteristike HDPE cijevi određene su svojstvima baze - niskotlačnog polietilena. Lagan je, što olakšava ugradnju cjevovoda, otporan na pritisak od nekoliko desetaka atmosfera. Od negativnih kvaliteta materijala, vrijedi istaknuti ograničenu mogućnost korištenja na temperaturama ispod nule (HDPE postaje staklast), a na povišenim temperaturama (više od 40 stupnjeva), HDPE gubi svoju krutost. Kada se zagrije na 70 stupnjeva, polietilenska baza se povećava u veličini, ali ne mnogo.
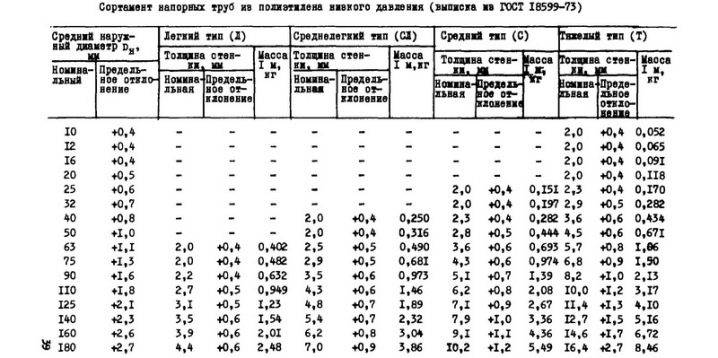
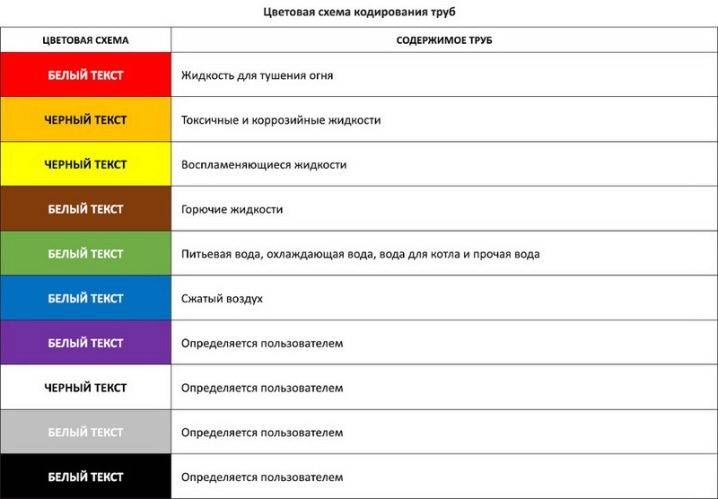
Raspon HDPE regulira GOST, koji je objavljen još 2001. godine.Sve oznake nanesene na jednu od površina autocesta u skladu su sa standardima. Označavanje olakšava odabir pravih opcija. Prva slova uključuju naziv dobavljača, zatim PE asortiman, na primjer, 1000 mm. Tablica također sadrži oznaku debljine vodova, mogući radni i maksimalni tlak, datum proizvodnje i broj serije.
Tehnološka karta oznaka sadrži i oznake boja u obliku pruga. Ako je utičnica obojena žutom bojom, cijevi se mogu koristiti za plinovode, ako je traka plava, tada se iz cijevi može položiti samo dovod vode. Shema spajanja cijevi izrađena je uzimajući u obzir standardne komercijalno dostupne segmente - od 5 do 25 metara. Glavne vodovodne cijevi se obično izrađuju po narudžbi, imaju duljinu do 0,5 kilometara, te stoga sadrže minimalan broj priključaka.
Kontroliramo kvalitetu zavara
Prilikom postavljanja zavarenih spojeva bilo kojom od gore opisanih metoda, vrlo je važno ispravno procijeniti koliko je zavar kvalitetan. Ovisi o tome hoće li se ovaj dio cjevovoda moći koristiti ili će se sve morati prepravljati.

Dio s dva pravilna zavara
Kriterija za ocjenjivanje zapravo nema toliko, a zapamtiti ih je vrlo jednostavno:
- Najvažniji znak kvalitete je prisutnost jednolikog polietilenskog valjka po cijelom opsegu cijevi. Ako je valjak zakrivljen, ili ako postoji udubljenje umjesto valjka, veza se ne može koristiti;
- Sljedeći važan čimbenik je dosljednost.Dopušteno je lagano pomicanje spojenih dijelova, ali ne smije prelaziti 10% debljine stijenke cijevi;

Fotografija neispravnog područja u slučaju neusklađenosti
- Visina rolne rastaljenog polietilena također je ograničena. Za cijevi sa stijenkama od 5 - 10 mm, ova vrijednost je 2,5 - 3 mm, za cijevi sa stijenkama do 20 mm - 5 mm ili manje.
Naravno, ako instalirate niskotlačni cjevovod ili netlačne komunikacije, onda se malo odstupanje može zanemariti, ali to ipak ne biste trebali činiti. Mnogo je lakše napraviti novi zavareni spoj nego naknadno popraviti postojeću cijev.







Parametri zavarivanja i redoslijed operacija
Opcije čeonog zavarivanja uključuju:
- Stupanj pritiska na krajeve.
- Temperatura na kojoj se materijal topi. Ovisi o marki.
- Sila kojom su krajevi pritisnuti na grijaći element.
- Trajanje procesa.

Redoslijed operacija:
- Prvi korak u zavarivanju polietilenskih cijevi je čišćenje krajeva cijevi koje se spajaju.
- Pričvršćivanje cijevi u centralizator uređaja gdje će se zavarivati polietilen. Obrada krajeva cijevi rezačem kako bi se osigurala okomitost osi. Istodobno, gotovi obradaci se provjeravaju tako da nema praznina.
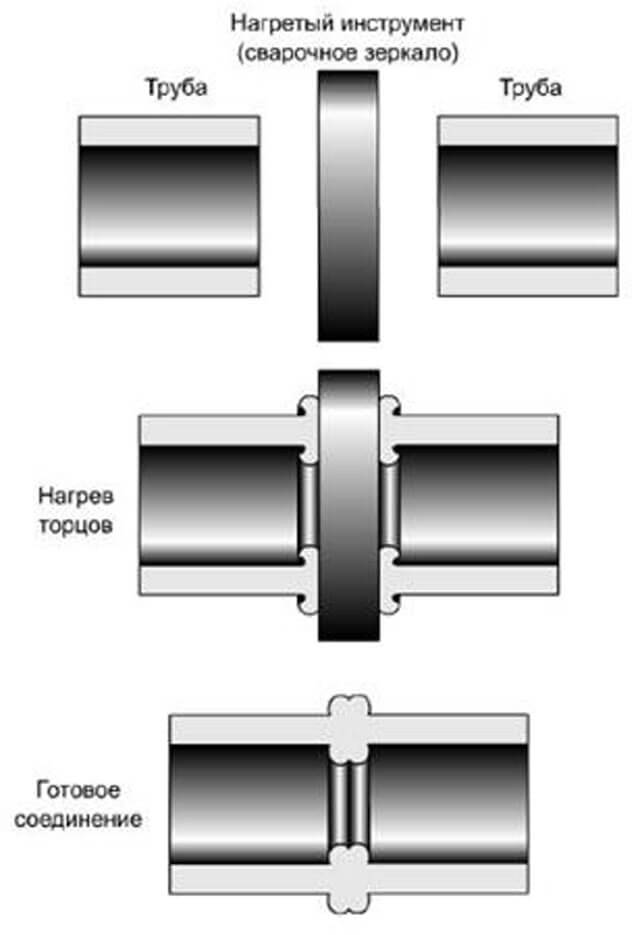
- Zagrijavanje krajeva cijevi zrcalom za zavarivanje do točke taljenja koja je oko 220 °C.
- Pritiskom na krajeve cijevi potrebnom silom.
- Uklanjanje gotove cijevi iz uređaja.
Da biste razumjeli kako se plastične cijevi zavaruju, video na našoj web stranici dat će detaljnije informacije. Tako ćete moći sami obaviti posao ako imate potrebnu opremu.
Više o ovoj temi na našoj web stranici:
- Zavarivanje polipropilenskih cijevi - video procesa Zbog niske cijene i jednostavnosti spajanja, plastične cijevi zauzimaju vodeće mjesto u instalaciji toplinskih i vodovodnih sustava. U usporedbi s metalnim konstrukcijama, polipropilenske cijevi ...
- Vrste elektroda za zavarivanje - zavarivanje s elektrodama na videu Elektroda za zavarivanje je metalna šipka različitih duljina koja se koristi u procesu zavarivanja dijelova od najrazličitijih materijala. Njihova glavna svrha je opskrba električnom strujom ...
- Zavarivanje za početnike - video lekcije Pod riječju zavarivanje općenito je prihvaćeno shvaćanje tehnološkog procesa u kojem se kao rezultat zagrijavanja uspostavljaju međumolekularne i međuatomske veze između dijelova. Tako su izravni materijali povezani. Uglavnom…
- Video tutoriali za zavarivanje - pogledajte lekcije zavarivanja s inverterom za zavarivače početnike Početnici bi trebali pogledati video tutorijale zavarivanja kako bi izbjegli uobičajene pogreške i svoj rad učinili kvalitetnim i sigurnim. Uvijek se morate sjetiti da…
Podijelite sa svojim prijateljima na društvenim mrežama link na ovaj materijal (kliknite na ikone):
Uputa za zavarivanje
Ako ste odabrali polietilenske cijevi, postupili ste mudro, ali sada ih još uvijek treba ispravno instalirati. Idemo učiti
Osnovna pravila
Bez obzira koju tehnologiju odaberete - elektrofuziju ili čeono zavarivanje polietilenskih cijevi, morate se pridržavati takvih važnih načela:
- Elementi koji se spajaju moraju biti kompatibilni (i po sastavu i po fizičkim parametrima).
- Čeono zavarivanje polietilenskih cijevi može se izvesti samo ako dijelovi imaju isti promjer i jednaku debljinu stijenke.
- Rubove treba temeljito očistiti i odmastiti.
- Krajevi konstrukcija koji nisu uključeni u proces spajanja moraju biti zatvoreni čepovima kako bi se izbjeglo izlaganje hladnom zraku, što negativno utječe na proces.
- Tijekom rada potrebno je minimizirati utjecaj vanjskog okruženja, i to:
- u toplini, ne dopustite sunčevoj svjetlosti da dođe do područja spajanja;
- u vjetrovitom vremenu stvorite prepreku za nalet zraka;
- u hladnom vremenu, preporuča se zagrijati prostoriju za rad.
- Tijekom zavarivanja i hlađenja konstrukcije isključite mehanički utjecaj na sustav.
A sada razmotrimo detaljno koja je tehnologija zavarivanja polietilenskih cijevi zavarivanje sučelja i korištenje metode elektrofuzije.
 Fotofragment tehnike elektrofuzije: priključeni grijači
Fotofragment tehnike elektrofuzije: priključeni grijači
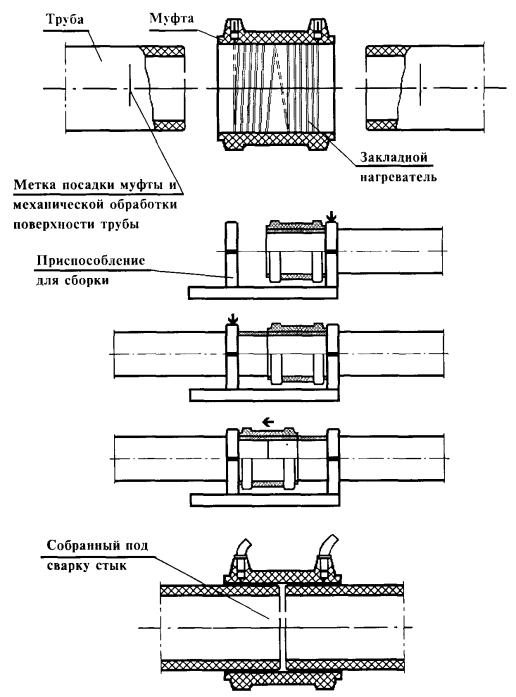
Priključak za elektrofuziju
Ova vrsta zavarivanja, koja se naziva i termistorsko zavarivanje, koristi se za pričvršćivanje elemenata različitih debljina i promjera stijenki, kao i za ugradnju netlačnih cjevovoda - odvodnih instalacija, gravitacijske kanalizacije itd.
Za spajanje pomoću ove tehnologije trebat će vam posebne - elektrofuzijske armature. Sada zapamtite redoslijed rada.
- Dizajnirajte sustav.
- Izračunajte potreban broj cijevi i ostalih dijelova.
- Obavite kupnju.
- Izrežite strukturu na komade duljine predložene planom. Provjerite je li rez ravan, izbjegavajte protok rastaljenog materijala u sustav.
- Pripremite i očistite dijelove, uključujući spojnice. Neće biti suvišno odmastiti površinu elemenata alkoholom, nanoseći ga na komad krpe.
- Ako je površina elemenata oksidirana, višak uklonite posebnim strugačem.
- Pričvrstite elemente u pozicioner, vodeći računa o poravnanju.
- Spoj omotajte ljepljivom trakom kako biste spriječili ulazak prašine.
- Zatvorite otvorene krajeve konstrukcija čepovima.
- Priključite napon na stezaljke spojke.
- Pričekajte dok se elementi, nakon zagrijavanja, ne drže zajedno.
Termistorsko zavarivanje polietilenskih cijevi treba izvoditi samo ako su spojeni elementi nepomični. U istom položaju, struktura treba ostati dok se šav potpuno ne ohladi.
 Ovako izgleda postava spajanja
Ovako izgleda postava spajanja
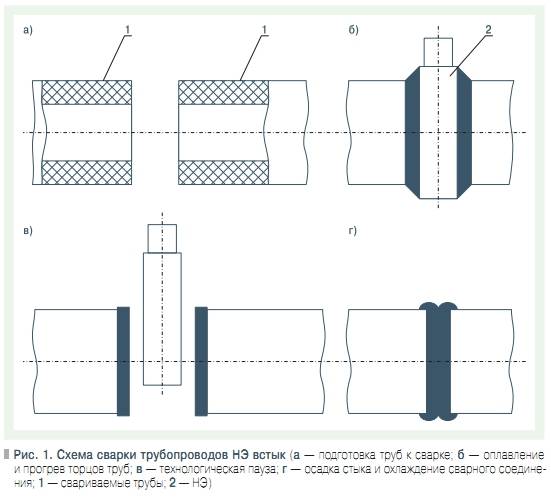
Čeono zavarivanje
Tehnologija i parametri čeonog zavarivanja polietilenskih cijevi su zanimljiviji, jer su elementi povezani na molekularnoj razini, tvoreći jači šav. Ova metoda se koristi za montažu elemenata promjera 50 mm i debljine stijenke od 5 mm.
Ovom metodom rubovi proizvoda zagrijavaju se posebnim uređajem za grijanje, a zatim se tope i u tom stanju spajaju, tvoreći jedinstvenu cjelinu i savršen šav.
Postupak za ovu vrstu zavarivanja do točke br.7 je identičan prethodnoj opciji spajanja (osim što za rad nisu potrebne spojke).
Tablica za određivanje vremena zagrijavanja i hlađenja elemenata koji se zavaruju
A onda se razlikuje i ide prema ovom "scenariju":
- umetnite krajeve elemenata u aparat tako da je grijaća ploča između njih;
- pritisnite rubove na ploču i ne mijenjajte pritisak prešanja do procesa taljenja;
- zagrijte elemente, pridržavajući se normi (donja tablica za zavarivanje polietilenskih cijevi će vam pomoći u tome);
- uklonite ploču i spojite krajeve, vršeći ravnomjeran pritisak na njih;
- držeći čvor, pričekajte da se polietilen ohladi.
Tehnologija zvona
Lemljenje HDPE cijevi može se izvesti na nekoliko načina. U tim procesima nema ništa posebno komplicirano, ali zavarivač mora odlučiti koja metoda mu najviše odgovara.





Postoji tehnologija spajanja utičnice. Ponekad se naziva i "spojkom". Njegova bit leži u povezivanju elemenata uz pomoć posebnih uređaja - okova. Osim njih, trebat će vam i oprema za rad, odnosno aparat za zavarivanje. Možete odabrati ručni model za male proizvode (do 50 mm) ili mehanički za polietilenske cijevi velikog promjera (od 40 mm i više).
Također morate zapamtiti da pripremite adaptere ili mlaznice za zavarivanje za rad i razne alate za rezanje proizvoda.
Prilikom izvođenja takvog zavarivanja potrebno je spojiti vanjski dio cijevi s unutarnjom stranom spojnice. Obje ove površine zagrijavaju se mlaznicom za zavarivanje: cijev se zagrijava čahurom, a spojnica se zagrijava trnom.
Uređaj za zavarivanje polietilenskih cijevi je prilično skup
Stvarni proces zavarivanja utičnica izgleda ovako:
- Stroj za zavarivanje se zagrijava na potrebnu temperaturu;
- Okov je što je moguće više rastegnut na trnu, a ujedno se kraj cijevi stavlja na čahuru dok se ne zaustavi (sve se to mora učiniti vrlo brzo);
- Zbog razlike u veličini dijelova pojavljuje se dodatni sloj, koji se, kada se zagrije, topi i puzi u obliku malog valjka, koji se naziva burr;
- Zrno smanjuje promjer cijevi i time im omogućuje da uđu u mlaznicu za zavarivanje i da se poravnaju s trnom s priključkom;
- Svi dijelovi moraju se pomaknuti u mlaznicu za grijanje dok se ne zaustave, a nakon postizanja tog trenutka, svaki pritisak na njih treba biti zaustavljen;
- Nadalje, svi fragmenti se drže u tom položaju potrebno vrijeme;
- Nakon isteka vremena, spoj se uklanja, cijev se uklanja iz mlaznice i ti se dijelovi kombiniraju što je više moguće;
- Nakon što se zalemljeni fragment ohladi, drugi proizvod se mora zavariti na drugi kraj spojnice.
Metoda difuzije za lemljenje PE cijevi
Do danas, polietilen još uvijek nema takav autoritet kao metal ili metal-plastika, ali zapravo njegova čvrstoća i karakteristike performansi nisu ništa lošije. Suvremene tehnologije u fazi proizvodnje omogućuju izradu PE cijevi visoke kvalitete i pouzdanosti. Najzanimljiviji način njihovog zavarivanja je difuzija, koja ne zahtijeva korištenje posebne opreme. Čak će i početnik moći izvesti zavarivanje na ovaj način.

Visokotlačni i niskotlačni polietilen (LDPE i HDPE) jedan su od najpopularnijih polimernih termoplasta koji su najzahtjevniji u organizaciji najrazličitijih vodoopskrbnih, sanitarnih sustava itd. Posebnost polimernog materijala je da kada se zagrije, omekšava, jer se međusobna povezanost lanca molekula međusobno gubi. Dok se smrzava, vraća prijašnju snagu, kao da se transformacija uopće nije dogodila. Upravo ta značajka čini polietilen idealnim materijalom za zavarivanje na njemu. Tijekom omekšavanja dva proizvoda mogu se spojiti, što će nakon skrućivanja dovesti do najtrajnije veze. Snažan zavar će se stvoriti između dva dijela.

PE cijevi se zavaruju na relativno niskoj temperaturi od 270 stupnjeva Celzija, što uvelike pojednostavljuje zadatak po izboru opreme i naknadnu upotrebu.Vrijeme rada je iznimno kratko (nekoliko sekundi za svaku fazu) i može se podesiti samo promjenom debljine cjevovoda.
Kako saviti ili ispraviti proizvod
Polietilenske cijevi dostupne su za prodaju u ravnim duljinama od 12 metara ili u obliku čvrstih proizvoda namotanih na velike zavojnice. Budući da su u upletenom stanju, proizvodi poprimaju oblik prstenova i deformiraju se. Prije ispravljanja ili savijanja deformirane HDPE cijevi, mora se zagrijati.

Prilikom sastavljanja cjevovoda često postaje potrebno ispraviti uvrnutu ili, obrnuto, saviti deformiranu polietilensku cijev
Polietilen niske gustoće poznat je po svojoj dobroj elastičnosti. Ali to svojstvo gubi pri temperaturi grijanja iznad + 80 ° C. Ovaj se trenutak koristi ako je potrebno za promjenu konfiguracije proizvoda.
Ali vrijedi zapamtiti da se za ravnanje ili savijanje temperatura može povećati samo na kratko vrijeme. Uostalom, polietilenska cijev pripada kategoriji građevinskih materijala koji se mogu oštetiti ako se naruši temperaturni režim.
Pregled metoda savijanja cijevi
Najlakše je ispraviti cijev, eliminirajući nabore koji su nastali tijekom njegovog skladištenja i transporta, nakon što se proizvod lagano zagrije. Ako se zamjena ili popravak cjevovoda provodi ljeti, kada su sunčeve zrake što je moguće vruće, možete ih koristiti za postizanje zadatka.








Da biste izravnali HDPE cijev, samo je trebate ostaviti na izravnoj sunčevoj svjetlosti nekoliko sati, čvrsto pričvrstivši krajeve segmenta
UV zrake neće pogoršati radne parametre polietilena, ali će istovremeno moći omekšati zidove proizvoda neko vrijeme.Omekšanu cijev morate samo pričvrstiti uz čvrsti nosač ili zid ili je položiti u prethodno iskopani rov. Prije nego što ispravite savijenu HDPE cijev na tlu, morate očistiti područje.
Ako se posao mora obaviti zimi, za zagrijavanje proizvoda koristite vruću vodu. Ali ova metoda je učinkovita za cijevi čija veličina ne prelazi 50 mm. Kao pomoćna sredstva za ravnanje možete koristiti metalne ograde i zidove. U svakom slučaju: što je kraća duljina proizvoda, to će biti lakše raditi.
Učinkovite metode savijanja obratka
Ako se pojavi suprotna situacija kada je potrebno savijati HDPE cijev, koristi se ista toplinska obrada. Za zagrijavanje se koriste sljedeće metode:
- puhati vrućim usmjerenim zrakom građevinskog sušila za kosu;
- zagrijte zidove proizvoda plinskim plamenikom;
- prelijte površinu kipućom vodom.
Da biste pojednostavili postupak savijanja, bolje je izgraditi okvir za oblikovanje. Okvir, čija veličina odgovara promjeru savijene cijevi, može se izraditi od običnih ploča od vlaknaste ploče. Da bi površina okvira bila glatka, izbrusite je komadom brusnog papira.
Za savijanje HDPE cijevi sušilom za kosu, rad se izvodi sljedećim redoslijedom:
- Područje koje se tretira zagrijava se građevinskim sušilom za kosu.
- Omekšani obradak se produbljuje u okvir kalupa.
- Pažljivo savijte cijev, bez primjene pretjerane sile kako ne biste slomili proizvod na zavoju.
Nakon što ste stvorili potrebni kut savijanja, proizvod morate ostaviti dok se potpuno ne ohladi i tek tada ga ukloniti iz okvira.

Kako bi se osiguralo ravnomjerno zagrijavanje površine polietilenskog proizvoda, cijev se mora stalno okretati oko svoje osi, zamjenjujući različite dijelove ispod zraka.
Važna točka: prilikom zagrijavanja cijevi potrebno je pridržavati se "zlatne sredine". Ako površina nije dovoljno zagrijana u trenutku savijanja, cijev se može slomiti. Ako se u vrijeme zagrijavanja grijaći element približi proizvodu, polimer se može zapaliti.
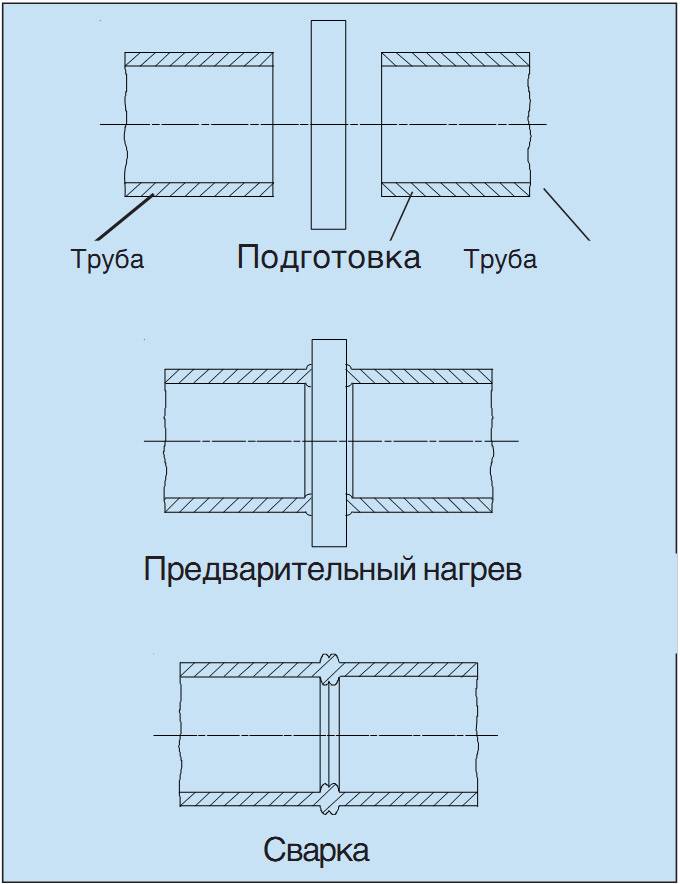
Čeono zavarivanje

HDPE cijevi možete zavariti svojim rukama. Sučeono zavarivanje izvodi se pomoću posebne opreme s mehaničkim ili hidrauličkim pogonom. Takav aparat za zavarivanje omogućit će spajanje dva elementa cijevi do potpunog i čvrstog spajanja. Najpopularniji uređaji su oni koji imaju softversku kontrolu. Takvu opremu karakterizira potpuna automatizacija i mogućnost upravljanja procesom zavarivanja bez intervencije operatera u smislu fizičkog napora.
Prije nego što radite vlastitim rukama, potrebno je odabrati HDPE cijevi s ujednačenim tehničkim karakteristikama. Preporučljivo je zavariti cijevi čak i iz iste serije. Budući da je ovdje polimer spojen na molekularnoj razini, ovaj će pristup učiniti šav zavarivanja nepropusnijim i pouzdanijim.
Princip sučeonog zavarivanja je zagrijavanje krajeva cijevi na posebnoj ploči. Nakon taljenja, PE ploča između krajeva dviju cijevi koje se zavaruju se uklanja i elementi se mehanički komprimiraju dok se polimer potpuno ne izmiješa i zalemi. Nakon toga, cijevi se moraju pustiti da se potpuno ohlade.
Opis metoda zavarivanja PVC cijevi
- Dakle, za cijevi s poprečnim presjekom od 20 mm, duljina taljenja (dubina zavarivanja) bit će 14,5 mm;
- Elementi 25 mm - 16 mm;
- Za cijevi promjera 32 mm - 18 mm;
- Za cijevi s presjekom od 40 mm - 20 mm;
- Cijevi promjera 50 mm - 23 mm.
Prednosti korištenja elektrofuzije
Obično se električne spojke koriste u slučajevima kada nije prikladno ili praktično zavariti polietilenske cijevi od kraja do kraja. Najčešće se to događa u kanalizacijskim bunarima, uskim i nezgodnim kanalima, instalacijskim jamama u podnožju i zidovima kuća. Strogo govoreći, električne spojke dolaze u pomoć u slučajevima kada se ne može koristiti čeono zavarivanje.








Još jedna prednost ove metode spajanja polietilenskih cijevi je njegova praktičnost u slučaju nesreće ili oštećenja cjevovoda. U pravilu takve situacije zahtijevaju vrlo brzo rješavanje problema. Zavarivanje HDPE cijevi s električnim spojnicama karakterizira značajna jednostavnost implementacije - u ovom slučaju nije potrebno posebno znanje.

Jednostavnost ugradnje uređaja osigurava se prisutnošću posebnih rupa na njemu. Za određivanje optimalnog temperaturnog režima za pristajanje na suvremenim strojevima za zavarivanje, osigurana je funkcija čitanja potrebnih informacija izravno iz crtičnog koda, koji je opremljen električnim spojnicama. Postupak spajanja provodi se najjednostavnijim alatima - uređajem za skidanje krajeva cijevi, električnom spojkom i aparatom za zavarivanje.



