- Prijave
- Vrste bakrenih cijevi
- Što je potrebno za lemljenje bakrenih cijevi
- broj 11. Promjer cijevi za grijanje
- Metode spajanja bakrenih cijevi
- Zavarivanje
- Spajanje bakrenih cijevi s ispušnim spojevima.
- Valjanje
- Kompresijski spoj
- Prešani spoj
- Lemljenje bakrenih cijevi
- Ograničenja pri korištenju bakrenih cijevi
- Metode spajanja bakrenih cjevovoda
- Kako pojednostaviti instalaciju grijanja
- Kapilarno lemljenje
- broj 6. Bakrene cijevi za grijanje
- Raznolikost bakrenih proizvoda
- Proizvodnja
- Metoda br. 2: urezivanje (roll Groove)
- Priprema i izrada spoja narebrenog utora
- Testiranje kompletnog sustava s narezkom
- broj 7. Polipropilenske cijevi za grijanje
- Usporedni pregled cijena
- Vrste
- Tehnički podaci
Prijave
Postoji nekoliko situacija kada je bolje odabrati ovaj materijal:
- Trenutna opcija za ugradnju sustava grijanja iz bakrenih cijevi je spajanje na kotao na kruto gorivo. To je zbog činjenice da su takvi sustavi podvrgnuti dugotrajnoj izloženosti visokim temperaturama (preko 100 stupnjeva Celzija).
- U usporedbi s drugim materijalima, bakar je bolji ako ima složen oblik.
- Instalacija će biti 100% opravdana ako vlasnik kuće ima dovoljno novca, želi dobiti najviši pokazatelj trajnosti.
Uzimajući u obzir druge mogućnosti, morate obratiti pozornost na plastiku ili nehrđajući čelik.
Vrste bakrenih cijevi
Takvi proizvodi se razlikuju po veličini i presjeku i slijedećih vrsta:
- Bakrena žarena cijev. Da bi stekli mekoću, takvi proizvodi se podvrgavaju toplinskoj obradi. To pojednostavljuje njihovu instalaciju.
- Bakrene ne žarene cijevi. To su ravni segmenti duljine od 1 do 5 m.
Presjek cijevi može biti klasičan i pravokutni. Potonji se koriste u stvaranju vodiča za namote statora, koji se hlade tekućinama. Njihova je proizvodnja složena, a cijena je veća od konvencionalnih. Najpopularniji promjer bakrenih cijevi za vodoopskrbu je od 10 do 23 mm, za odvodne sustave - od 30 do 45 mm.
Što je potrebno za lemljenje bakrenih cijevi
Lemljenje bakrenih cijevi, koje nije teško napraviti vlastitim rukama, ne zahtijeva skupu opremu i bilo kakve posebne materijale. Da biste ga pravilno implementirali, trebat će vam sljedeći uređaji.
Plamenik, zbog kojeg će se zagrijati lem i dio cijevi gdje će biti spojeni. U pravilu se na takav plamenik dovodi plin propan, čiji se tlak regulira reduktorom za zavarivanje.
Specijalni alat za rezanje bakrenih cijevi. Budući da su proizvodi od ovog metala vrlo mekani, potrebno ih je rezati dovoljno nježno kako ne bi naborali zidove. Na suvremenom tržištu nude se rezači cijevi različitih modela, koji se razlikuju po svojoj funkcionalnosti i tehničkim mogućnostima.
Dizajn pojedinačnih modela takvih uređaja, što je važno, omogućuje im korištenje čak i za rad na teško dostupnim mjestima.
Ekspander cijevi je uređaj koji vam omogućuje proširenje promjera bakrene cijevi, što je potrebno za bolje lemljenje. U različitim sustavima montiranim od bakrenih cijevi koriste se elementi istog presjeka, a kako bi se kvalitativno povezali, potrebno je malo povećati promjer jednog od spojenih elemenata. Upravo taj problem rješava takav uređaj kao ekspander cijevi.
Upravo taj problem rješava takav uređaj kao ekspander cijevi.
Komplet za šišanje bakrenih cijevi
Uređaj za skošenje krajeva bakrenih cijevi. Nakon obrezivanja na krajevima dijelova ostaju neravnine, što može ometati dobivanje kvalitetne i pouzdane veze. Da biste ih uklonili i dali krajevima cijevi potrebnu konfiguraciju, prije lemljenja koristi se skošivač. Danas na tržištu postoje dvije glavne vrste uređaja za košenje: postavljeni u okruglo tijelo i izrađeni u obliku olovke. Prikladniji za korištenje, ali i skuplji, okrugli su uređaji koji mogu obraditi meke bakrene cijevi promjera ne više od 36 mm.
Da biste pravilno pripremili bakrene cijevi za lemljenje, potrebno je ukloniti sve nečistoće i okside s njihove površine. U te se svrhe koriste četke i četke, čije su čekinje izrađene od čelične žice.
Lemljenje bakrenih cijevi obično se izvodi tvrdim lemom, koji može biti visoke i niske temperature. Visokotemperaturni lem je bakrena žica koja u svom sastavu sadrži oko 6% fosfora. Takva žica se topi na temperaturi od 700 stupnjeva, dok je za njen niskotemperaturni tip (limena žica) dovoljno 350 stupnjeva.
Tehnologija lemljenja bakrenih cijevi uključuje upotrebu posebnih tokova i pasta koji obavljaju zaštitnu funkciju. Takvi tokovi ne samo da štite formirani šav od stvaranja mjehurića zraka u njemu, već i značajno poboljšavaju prianjanje lema na materijal cijevi.
Uz fluks, lem i druge osnovne elemente, za lemljenje bakrenih cijevi bit će potrebni dodatni alati koji se mogu naći u svakoj radionici ili garaži. Za lemljenje ili zavarivanje bakrenih proizvoda dodatno pripremite:
- redoviti marker;
- rulet;
- razina zgrade;
- mala četka s krutim vlaknima;
- čekić.
Prije početka rada također je važno odlučiti kako lemiti bakrene cijevi. Mogu postojati dvije glavne opcije: lemljenje bakra (rjeđe se koristi) i korištenje mekog lema. Prilikom rješavanja ovog problema važno je poći od činjenice da postoje zahtjevi za korištenje jedne ili druge vrste lemljenja
Dakle, tvrdi lemovi se koriste za lemljenje elemenata rashladnih uređaja i klima uređaja. U svim ostalim slučajevima (vodoopskrbni sustavi, sustavi grijanja itd.) može se koristiti limena žica. No, bez obzira na odabranu tehnologiju, treba imati na umu da je tok u svakom slučaju neophodan.










Prilikom rješavanja ovog pitanja važno je polaziti od činjenice da postoje zahtjevi za korištenje jedne ili druge vrste lemljenja. Dakle, tvrdi lemovi se koriste za lemljenje elemenata rashladnih uređaja i klima uređaja.
U svim ostalim slučajevima (vodoopskrbni sustavi, sustavi grijanja itd.) može se koristiti limena žica. No, bez obzira na odabranu tehnologiju, treba imati na umu da je tok u svakom slučaju neophodan.
Četke za skidanje unutarnje površine bakrene cijevi prije lemljenja
broj 11. Promjer cijevi za grijanje
Cijevi izrađene od različitih materijala predstavljene su u različitim promjerima. Da biste odabrali najprikladniju vrijednost, morate proučiti cijelu shemu sustava grijanja i zatražiti pomoć stručnjaka. Približni promjer može se izračunati neovisno. Uzimaju se u obzir parametri kao što su površina prostorije, o kojoj ovisi toplinska snaga, i brzina rashladne tekućine.
Mnogi pogrešno misle da što je veći promjer cijevi, to je veća učinkovitost sustava. Zapravo, pri odabiru prevelikih cijevi tlak u sustavu se smanjuje, a grijanje potpuno nestaje - topla voda ne može obići cijeli cjevovodni sustav i radijatore. Što je manji promjer, to je veća brzina protoka vode. U idealnom slučaju, brzina bi trebala biti veća od 0,2 m/s, ali manja od 1,5 m/s, inače će proces cirkulacije rashladne tekućine biti previše bučan.
Promjer se bira na temelju izračuna potrebna toplinska snaga. Za sobe s visinom stropa do 3 m potrebno je 100 W energije za svaki 1 m2. Za sobu od 20 m2, na primjer, potrebno je 2000 W toplinske snage, ovdje je vrijedno dodati 20% rezerve, dobivamo 2400 W. Ovu toplinsku snagu osiguravaju jedan ili dva radijatora, ako u prostoriji postoje dva prozora - ispod svakog prozora. Prema tablici vidimo da su za pokrivanje ove snage potrebne cijevi s unutarnjim promjerom od 8 mm, ali je prikladan i 10 mm. Naravno, sve su to uvjetni izračuni, ali će vam pomoći u snalaženju u proračunu za kupnju cijevi.
Na kraju, napominjemo da je bolje ne štedjeti na cijevima za grijanje - to će vas spasiti od brojnih problema.Dobro su se dokazali proizvodi takvih proizvođača kao što su Akwatherm, Rehau, Banninger, Wefatherm, FV-Plast.
Metode spajanja bakrenih cijevi
Zavarivanje
Javlja se dosta rijetko. Plamenik za zavarivanje povezuje bakrene cijevi velikog promjera za grijanje (počevši od promjera od 108 mm);
Spajanje bakrenih cijevi s ispušnim spojevima.
Unutar cijevi se napravi rupa, umetnu se bregovi i pomoću posebnog alata izvuče utičnica. Prilično naporan i skup način spajanja cijevi, potreban vam je poseban stroj i instalateri ne poštuju ovu opciju montaže.
Valjanje
Način spajanja bakrenih cijevi je dobar, ali se ne koristi u sustavima grijanja. Vrlo je rijetko pronaći raspaljeni dio, a zatim tvornički.
Kompresijski spoj
Javlja se dosta često. Sastoji se od tri dijela: matice, o-prstena i samog okova u obliku kuta. Princip spajanja: na bakrenu cijev se stavlja matica, O-prsten i spoj. Zatim se matica uvije i pritisne cijev na spojnicu. S druge strane, isto se radi.
Nedostatak ove metode spajanja bakrene cijevi je što ne postoji preporuka kojom silom zategnuti maticu na spojnici. Svatko to radi najbolje što može, a kao rezultat toga može doći do curenja vode.
Drugi nedostatak je uvjetna nerazdvojivost okova, tk. brtveni prsten, kada se obuče na cijev, usijeca se u nju i ostaje zauvijek. Stoga, kako bi se popravio dio cijevi (uklonio spojnicu), ovaj dio cijevi treba izrezati i umetnuti novi.
Ako vam se ponudi kompresijski spoj, bolje je odbiti i zatražiti nešto drugo.
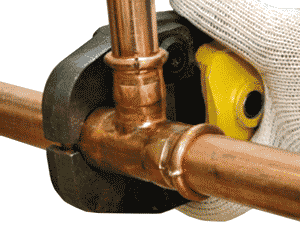
Prešani spoj
Rijetko je, jer.majstoru je potreban set posebnih kliješta (oko dvanaest) i skupa preša za ugradnju. Načelo spajanja: spojnica se prebacuje preko cijevi i steže kliještima željenog tipa. Rezultat je savršeno čvrsta nerastavljiva veza.
Razlika između obrade ovih mekih i tvrdih spojnica za cijevi.
Unutar mekane bakrene cijevi prilikom ugradnje kompresnog spoja potrebno je umetnuti potporni rukavac. Rukav vam omogućuje spremanje geometrije cijevi prilikom komprimiranja potpornog prstena.










Lemljenje bakrenih cijevi
Metoda omogućuje dobivanje visokokvalitetne veze bakrene cijevi pomoću jeftine opreme. Ovo je obično propan plamenik za male promjere cijevi. Za cijevi promjera većeg od 54 mm prikladna je lampa za acetilenski zrak.
Postoje dvije vrste lemljenja - tvrdo i meko (visoka i niska temperatura). Tvrdo lemljenje se izvodi na višoj temperaturi od mekog lemljenja. Postoji mišljenje da je tvrdo lemljenje jače od mekog lemljenja. Ovo nije istina.
Tvrdo lemljenje je tehnološki manje napredno od mekog lemljenja. Za lemljenje tvrdim lemljenjem, samo trebate staviti spoj na cijev, zagrijati spoj do tamnocrvene boje, a zatim pričvrstiti lem.
Meko lemljenje uključuje:
- Čišćenje spoja do metalnog sjaja,
- Čišćenje unutarnje površine okova,
- primjena fluksa,
- spojni dijelovi,
- Uklanjanje viška toka
- Zapravo lemljenje.
Glavna razlika između mekog lemljenja i tvrdog lemljenja je u tome što nakon mekog lemljenja, bakrena cijev ima uredniji izgled nego nakon tvrdog lemljenja.Tijekom tvrdog lemljenja, cijev se jako zagrijava, crni u debljini, postaje prekrivena pahuljicama - nemoguće ju je očistiti, neće izgledati kao sjajna bakrena cijev, bit će crna. Nakon tvrdog lemljenja, kotlovnica izgleda ružno, pa ako nude tvrdo lemljenje, bolje je odbiti. Treba koristiti samo meki lem.
Tvrdo lemljenje bakrene cijevi prikladno je za one slučajeve kada se kroz cjevovod neće transportirati tekućina, već plin. Na primjer, za klimatizacijske sustave, sustave za transport bilo kakvih plinova, dopušteno je samo tvrdo lemljenje, jer ostaci toka koji se nanose na cijev i unutarnju površinu fitinga ulaze u cjevovod i moraju se isprati.
Meko lemljenje je pogodno za hidraulične sustave kao izgleda više estetski.
Ograničenja pri korištenju bakrenih cijevi
Za bakar postoje sljedeća operativna ograničenja zbog svojstava metala:
- Mekoća, koja osigurava plastičnost cijevi i praktičnost njihove ugradnje, nameće ograničenje dopuštenih brzina protoka vode. Za dugi vijek trajanja vodoopskrbnog sustava optimalne su vrijednosti do 2 m / s.
- Zbog mekoće bakra na čistoću vode postavljaju se sljedeći zahtjevi – ne smije sadržavati mehaničke nečistoće, što se postiže ugradnjom odgovarajućih filtera na ulaz. Suspendirane čestice mogu uzrokovati eroziju (ispiranje materijala stijenke cijevi) zbog mehaničkog utjecaja.
- Površina bakra prekrivena je oksidnim filmom koji se prirodno javlja i predstavlja zaštitni sloj. Klor prisutan u vodi pretvara ovaj film u pravu patinu, koja cijevi pruža još veću zaštitu.To se događa samo kada je ukupna tvrdoća protoka vode 1,42–3,1 mg/l s pH u rasponu od 6,0–9,0. Inače će se patina uništiti, a to će dovesti do njezine kontinuirane obnove zbog potrošnje bakra, što može značajno smanjiti vijek trajanja cjevovoda.
- U opskrbi pitkom vodom nije dopuštena uporaba olovnog lema za spajanje cijevi (olovo je otrovna tvar).
- Prilikom ugradnje bakrenog cjevovoda potrebno je izvršiti sve radnje kako se ne bi smanjio vijek trajanja sustava od procijenjenih 50 godina. Prilikom savijanja cijevi, njihovi nabori nisu dopušteni, jer će to narušiti laminarni tok vode. Cijev se ne smije uvijati. U slučaju zastoja, uređivanje se ne provodi više od 1 puta.
- Neravnine i neravnine nastale nakon lemljenja moraju se ukloniti, jer doprinose nastanku turbulentnih vrtloga u protoku vode s popratnom erozijom, što će dovesti do smanjenja vijeka trajanja bakrenog cjevovoda.
- Pregrijavanje tijekom lemljenja, osobito jako, može dovesti do nepropusnosti spoja ili gubitka bakrene čvrstoće, sve do praska.
- Tok koji se koristi za lemljenje mora se ukloniti pranjem, jer je agresivna tvar i može doprinijeti koroziji cijevi.
- Zabranjeno je montirati elemente od aluminija, cinka, čelika nakon bakrenih cijevi u smjeru strujanja vode kako bi se spriječila korozija potonjih. Ako ovaj uvjet nije zadovoljen, potrebna je uporaba pasivnih anoda (od magnezija, na primjer).
- Prijelaz s bakra na cijev izrađenu od drugih metala preporuča se provesti kroz armature od mjedi, bronce ili nehrđajućeg čelika kako bi se izbjegla brza korozija potonjeg.
Unatoč postojećim ograničenjima upotrebe, danas se bakrene cijevi smatraju najboljim materijalom za uređenje vodovodnih sustava.
Metode spajanja bakrenih cjevovoda
U praksi se bakrene cijevi za grijanje spajaju na sljedeće načine.
Kapilarno lemljenje je najpouzdanija metoda montaže. Da biste to učinili, trebat će vam baklja i poseban lem.
 Sljedeća najpouzdanija metoda je spajanje s press spojnicama. Ova metoda zahtijeva korištenje kliješta za prešanje. Unatoč činjenici da je ova metoda po kvaliteti nešto inferiornija od lemljenja, koristi se prilično često, jer praktički ne zahtijeva posebnu obuku. Korištenje ove metode povezivanja moguće je ako tlak energetskog nosača ne prelazi 10 atmosfera.
Sljedeća najpouzdanija metoda je spajanje s press spojnicama. Ova metoda zahtijeva korištenje kliješta za prešanje. Unatoč činjenici da je ova metoda po kvaliteti nešto inferiornija od lemljenja, koristi se prilično često, jer praktički ne zahtijeva posebnu obuku. Korištenje ove metode povezivanja moguće je ako tlak energetskog nosača ne prelazi 10 atmosfera.
Spajanje s kompresijskim spojnicama. Najlakši način za spajanje bakrenih dijelova sustava grijanja, od opreme su potrebni samo ključevi odgovarajuće veličine. Ova jednostavnost donekle je utjecala na kvalitetu spoja, razlog problema najčešće leži u kvaliteti armatura, a ne u samoj cijevi.
Kako pojednostaviti instalaciju grijanja
Evo što je još zanimljivo znati o grijanju iz bakrenih cijevi - instalacija sustava može se uvelike pojednostaviti i učiniti pouzdanijom. To je moguće zbog činjenice da su metalne cijevi bakrene, vrlo su duktilne. Osim toga, takva se cijev proizvodi ne samo u obliku izmjerenih materijala, već ju je moguće kupiti u zavojnicama znatne duljine. To vam omogućuje da montirate sustav praktički bez linearnih spojeva.
U ovom slučaju, potrebna konfiguracija grijaćeg voda postiže se savijanjem cijevi, nećete morati koristiti kutne spojnice. Također postoji mogućnost poprečnog umetanja cijevi s naknadnim lemljenjem.
Kako biste savijali bakrenu cijev i spriječili njezinu deformaciju, postupite na sljedeći način.
Za savijanje bakrenih cijevi za grijanje bez prethodnog zagrijavanja, morat ćete koristiti poseban uređaj - savijač cijevi. Omogućuje vam da dobijete zadani kut savijanja, dok sprječavate deformaciju cijevi. Ako to pokušate učiniti ručno, dobit ćete oštećeni materijal, jer je u gotovo svim slučajevima unutarnji presjek značajno poremećen, što stvara dodatni otpor, uzrokujući smanjenje cirkulacije energetskog nosača.
Jednostavnije, a još više ne zahtijeva složene uređaje, savijanje je grijanih cijevi. Da biste to učinili, cijevi se zagrijavaju plamenikom, prvo se moraju staviti na posebnu spiralu, što će spriječiti smanjenje poprečnog presjeka. Zavoj je napravljen glatkim pokretom bez trzaja.










Zapamtite, kut će biti moguće ispraviti tek nakon ponovnog zagrijavanja, ali to je također nepoželjno, takav utjecaj može negativno utjecati na svojstva cijevi.
Kapilarno lemljenje
Ova metoda spajanja bakrenih cijevi temelji se na djelovanju sila površinske napetosti, koje vam omogućuju da spoj spojenih elemenata ispunite lemom.
Da bi se postigla visokokvalitetna veza, moraju biti ispunjeni sljedeći uvjeti:
- Dijelovi koji se spajaju povezani su metodom utičnice. Da biste to učinili, kraj jednog elementa mora biti proširen (proširen), imajte na umu da razmak između cijevi na spoju treba biti desetinke milimetra.U tu svrhu je bolje koristiti poseban ekspander ili alat za prirubnicu (za umetanje cijevi).
- Cijevi se čiste, ovisno o lemu, moraju se tretirati fluksom.
- Nakon što su izratci spojeni, počnite ravnomjerno zagrijavati spoj. Nakon postizanja potrebne temperature, unesite žicu za lemljenje u plamen. Tijekom procesa taljenja, tekući lem će ispuniti cijeli prostor između cijevi na spoju.
Tehnologija kapilarnog lemljenja, naravno, ima svoje nijanse, čije je razmatranje nemoguće u volumenu jednog članka. Ali ova vrsta priključka je najčešće korištena, jer grijanje bakrenim cijevima mora biti lijepo kako bi odgovaralo svojoj cijeni.
broj 6. Bakrene cijevi za grijanje
Nastavimo proučavanje metalnih cijevi za grijanje. Bakrene cijevi počele su se koristiti već u 17. stoljeću i još uvijek se aktivno koriste, unatoč pojavi jeftinijih opcija.
prednosti:
- trajnost u odnosu na vijek trajanja zgrada. Bakrene cijevi i fitinzi ne gube svoje kvalitete 100 ili više godina;
- otpornost na koroziju, visoka nepropusnost, nedostatak sposobnosti prolaska zraka i nakupljanja naslaga na unutarnjoj površini, stoga se tijekom godina propusnost cijevi ne smanjuje;
- visoka toplinska vodljivost;
- otpornost na ekstremne temperature (raspon radne temperature od -200 do +500C) i prenapone tlaka u sustavu;
- estetski izgled.
Glavni nedostatak je visoka cijena. Ne samo da je sam materijal skup, već su i glavni proizvođači koncentrirani izvan zemlje.
Ako uzmemo u obzir trajnost materijala i odsutnost problema u sljedećih 100 godina, onda trošak ne izgleda kao tako značajan nedostatak.Ako se pitanje odabira cijevi za grijanje ne oslanja na proračun, tada će bakrene cijevi biti najbolja opcija.
Proces instalacije je specifičan, pa je bolje potražiti pomoć od stručnjaka.
Kako bi sustav grijanja služio dugi niz godina, bolje je ne kombinirati bakrene cijevi s cijevima od nelegiranog čelika. Potonji će vrlo brzo zahrđati. Ako se takva kombinacija ne može izbjeći, onda neka čelične cijevi budu ispred bakrenih cijevi u smjeru kretanja vode.

Raznolikost bakrenih proizvoda

Bakrene cijevi se klasificiraju prema različitim kriterijima. Jedan od glavnih je način njihove izrade. Prema ovom kriteriju proizvodi se dijele na sljedeće vrste:
- Nežaljene bakrene cijevi. Izrađuju se od čistog metala valjanjem ili štancanjem. Cijevi imaju veliku čvrstoću i lako podnose pritisak od 450 MPa. Korištenje ove metode ima neke nedostatke. Rezultat je materijal smanjene plastičnosti, što donekle ograničava njegov opseg.
- Žareno. Obrada cijevi provodi se posebnom tehnologijom. Njegova bit leži u zagrijavanju materijala na 700 stupnjeva, nakon čega slijedi hlađenje. Hlađenje se provodi postupno. Kao rezultat takve obrade, bakreni proizvodi gube snagu. Umjesto toga, povećava se njegova plastičnost. Zbog ove značajke, bakrena cijev se naširoko koristi za izgradnju cjevovoda koji ima složenu konfiguraciju.
Prema standardima, bakrene cijevi se proizvode u tri vrste, koje imaju karakteristične razlike u mehaničkim i radnim svojstvima. Dakle, ovisno o stupnju tvrdoće, bakreni proizvodi se dijele na sljedeće vrste:
- Čvrsto.Proizvodi se naširoko koriste za cjevovode, koji moraju imati visoku čvrstoću. Distribucija cijevi tijekom postupka ugradnje provodi se samo predgrijavanjem. Cjevovod može imati više zavoja. Da biste savijali cijev pod odabranim kutom, morate koristiti savijač cijevi.
- Polučvrsta. Bakrene cijevi ove vrste mogu lako izdržati ekspanziju ako se promjer poveća za 15%. Proizvod ima veću plastičnost od prethodnog materijala. No, ipak vam je potreban savijač cijevi za savijanje.
- Meke cijevi. Može izdržati distribuciju s povećanjem promjera za četvrtinu. U ovom slučaju nema praznina i pukotina. Proizvod se lako savija. Za to se materijal ne mora zagrijavati. Meke bakrene cijevi naširoko se koriste za sustave grijanja i vodoopskrbe. Također se široko koriste u polaganju podnog grijanja.
Također, bakrene cijevi se klasificiraju prema obliku presjeka. Okrugle su ili pravokutne. Potonja opcija je mnogo skuplja. Pravokutne cijevi koriste se za proizvodnju posebnih vodiča u električnoj opremi. Također, bakrene cijevi mogu imati različite debljine stijenke (0,6 - 3 mm) i promjere (12 - 267 mm). U različitim područjima koriste se proizvodi s određenim parametrima. Tako, Cijevi se koriste za izgradnju plinovoda, čija je debljina stijenke 1 mm, au vodovodu - 2 mm.
Proizvodnja
Za izgradnju cjevovoda za vodoopskrbu i grijanje koriste se bešavni bakreni proizvodi. Izrađuju se pomoću tri tehnologije:
- hladno valjanje - deformacija metalnog obratka nastaje prilikom prolaska između rotirajućih valjaka. Metodom firmware-a stvara se prolazna rupa.Zatim se rukav kalibrira na željene dimenzije;
- hladno izvlačenje - temelji se na provlačenju obratka kroz alat za crtanje (alat za crtanje) s posebnim kanalom koji se sužava u duljini. U procesu crtanja, metal se komprimira na potrebne geometrijske parametre i rasteže duž duljine;
- vruće prešanje - dobivanje cijevi ekstruzijom (ekstruzijom) kroz izlaz matrice.
U industrijskoj proizvodnji može se koristiti jedna od ovih tehnologija ili njihova kombinacija. Sastav opreme i tehnoloških operacija mogu imati neke razlike, ali glavni proizvodni proces uvijek se sastoji od sljedećih koraka:
- priprema izratka;
- hladno valjanje ili izvlačenje ili vruće prešanje;
- toplinska obrada;
- podmazivanje cijevi i alata;
- prerada gotovih i međuproizvoda;
- rezanje na izmjerene dijelove ili namotavanje u zavojnice;
- kontrola kvalitete gotovih proizvoda.
Metoda br. 2: urezivanje (roll Groove)
Cjevovodi stvoreni spojem s krajnjim žljebovima (utorima za narezivanje) već se dugo prakticiraju na konstrukciji sprinkler (navodnjavanja) protupožarnih sustava. Od 1925. godine ovaj potpuno pouzdan način spajanja cijevi koristi se na čeličnim i željeznim cjevovodima za grijanje, ventilaciju, klimatizaciju i druge sustave.










U međuvremenu, slična mehanička metoda spajanja s narebricom dostupna je i za bakrene cijevi promjera od 50 mm do 200 mm. Komplet za mehaničko spajanje nareženih dijelova sadrži:
- spojnice,
- brtve,
- razne armature.
Mehanički sustav narezivanja nudi praktičnu alternativu lemljenju bakrenih cijevi većeg promjera. Sukladno tome, metoda narezivanja ne zahtijeva dodatno zagrijavanje (primjena otvorenog plamena), kao u slučaju lemljenja. tvrdi ili meki lem.
Utor za narezivanje na kraju bakrene cijevi jedan je od glavnih elemenata metode spajanja "narebreni utor". Mjerenje nakon valjanja određuje prikladan spoj
Lijepljenje utora temelji se na svojstvima duktilnosti bakra i povećane čvrstoće ovog metala tijekom hladnog rada. Dizajn uključuje brtvljenje sustava stezanja, za što se koristi brtva od sintetičkog elastomera (EPDM - Ethylene Propylene Diene Methylene) i posebno dizajnirana stezaljka. Brojni proizvođači diljem svijeta nude alate za izradu utornih spojeva - brtve, stezaljke, spojnice.
Okovi različitih veličina i radne stezaljke s brtvama koriste se u izvedbi spojeva izvedenih metodom nazubljenih utora
Priprema i izrada spoja narebrenog utora
Kao i kod drugih postupaka spajanja bakra bez lemljenja, pravilna priprema kraja cijevi je od primarne važnosti u stvaranju čvrstog, nepropusnog zavara. Pravi izbor alata za narezivanje za svaku vrstu bakrene cijevi također je očit. Preporuke proizvođača moraju se slijediti kako bi se osigurala sigurna priprema ovih vrsta priključaka bez problema.
Tablica dopuštenih tlakova i temperatura za ovu vrstu priključka
| Vrsta veze | Raspon tlaka, kPa | Raspon temperature, ºC |
| Utor, D = 50,8 - 203,2 mm, tip K, L | 0 — 2065 | minus 35 / plus 120 za K minus 30 / plus 80 za L |
| Utor za valjak, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm tip M | 0 — 1725 | minus 35 / plus 120 |
| 0 — 1375 | minus 30 / plus 80 |
Korak po korak postupak sastavljanja čvora s nazubljenim žljebovima:
- Krajeve bakrenih cijevi izrežite točno okomito na os.
- Uklonite neravnine nakon rezanja i skošenja.
- Zarolajte utore do željenih dimenzija prema zahtjevima proizvođača okova.
- Provjerite ima li oštećenja na spojevima, brtvama, stezaljkama.
- Podmažite brtve prema preporukama proizvođača.
Prije konačne montaže, provjerite jesu li površine stezanja čistoće i krhotine. Sastavite smjesu prema preporukama proizvođača.
Praktično sastavljen ulomak čvora metodom "utor za narezivanje". Elastične brtve steznog nosača tretiraju se malom količinom maziva prije konačnog sjedenja bakrenih cijevi.
Stezne matice treba konačno zategnuti na potreban zakretni moment prema preporukama proizvođača. Nakon zatezanja vijaka, područje stezaljke treba ponovno ispitati kako bi se osiguralo da je sklop pravilno sastavljen.
Testiranje kompletnog sustava s narezkom
Ispitivanje cijelog sustava cjevovoda može se izvesti primjenom tlaka zraka ili vode na sustav. Hidropneumatska metoda također nije isključena kada se primjenjuje relativno visok ispitni tlak.
Međutim, treba uzeti u obzir da vrijednost ispitnog tlaka ne smije prelaziti najveći dopušteni radni tlak koji je odredio proizvođač sustava s nazubljenim utorima.
broj 7. Polipropilenske cijevi za grijanje
Polipropilenske cijevi izrađuju se na bazi polimera, postoji nekoliko vrsta takvih cijevi, ali u sustavu grijanja obično se koriste PP cijevi od posebnog propilena. Materijali termoplastične skupine, koji uključuju sve vrste polipropilenskih cijevi, nestabilni su na visoke temperature, stoga je za sustave grijanja potrebno uzeti samo ojačane cijevi, po mogućnosti s staklenim vlaknima. Tako su, na primjer, cijevi tipa PN25 ojačane, izdržavaju tlak u sustavu do 25 atm i temperaturu od +95C s kratkotrajnim povećanjem na +120C.

prednosti:
- relativno dug radni vijek. Prema proizvođačima, trajnost doseže 50 godina;
- otpornost na koroziju. Unutarnja površina cijevi ostaje glatka tijekom cijelog radnog vijeka, bez smanjenja propusnosti. Zbog nepropusnosti, kisik ne prolazi u sustav i ne oštećuje njegove metalne elemente;
- visoka mehanička čvrstoća;
- mala težina;
- otpornost na niske temperature. Ako je voda zamrznuta u cijevi, ne morate brinuti o integritetu - zbog mogućnosti širenja, materijal se neće oštetiti i vratit će se u svoj izvorni oblik nakon odmrzavanja;
- hermetički spoj, koji se osigurava posebnim spojevima i zavarivanjem;
- relativno jednostavan proces instalacije. Za spajanje pojedinih elemenata s armaturama koristi se poseban aparat za zavarivanje, koji se popularno naziva glačalo i lemilo. Za zavarivanje spoja potrebno je nekoliko sekundi, a nije teško naučiti raditi s uređajem;
- niska razina buke kada voda prolazi kroz cijevi, osobito u usporedbi s metalnim kolegama;
- potpuna bezopasnost za zdravlje;
- relativno niska cijena.Polipropilenske cijevi će koštati manje od metalno-plastičnih ili cijevi od nehrđajućeg čelika.
Među nedostacima:
- nemogućnost korištenja u požarno opasnim područjima;
- visoka linearna ekspanzija rezultira potrebom za korištenjem kompenzatora.
Često nedostaci uključuju nisku otpornost na toplinu, nisku krutost i nestabilnost na vodeni udar. To je zbog pogrešnog izbora polipropilenskih cijevi. Za sustave grijanja potrebni su samo ojačani proizvodi koji ne padaju, podnose visoku temperaturu i pritisak. Osim toga, proces proizvodnje je od velike važnosti: ako je tehnologija prekršena, izlaze cijevi neodgovarajuće kvalitete, pa je bolje dati prednost provjerenim eminentnim proizvođačima.










Usporedni pregled cijena
U građevinarstvu, vodoinstalaterskim trgovinama možete kupiti cijevi za grijanje koje su izrađene od različitih materijala:
- Bakar. Prosječna cijena za 1 metar (promjer 20 mm) je 250 rubalja. Dopuštene temperature radnog fluida - do 500 stupnjeva Celzija. Oni prenose zalutale struje, što je nedostatak.
- Polipropilen. Prosječna cijena za 1 metar je 50 rubalja. Pogodno za temperature tekućine do 95 stupnjeva. Ne oksidiraju. Ne može izdržati jak vodeni čekić.
- Metal-plastika. Prosječna cijena za 1 metar je 40 rubalja. Temperaturni maksimum je do 150 stupnjeva. Trajanje aktivnog djelovanja je 15 godina.
Cijene variraju ovisno o promjeru, debljini stijenke, slavi proizvođača.
 Bakrene cijevi za grijanje
Bakrene cijevi za grijanje
Vrste
Vrste polipropilenskih cijevi, ovisno o dizajnu:
- čvrsta - izrađena od homogene plastike;
- ojačani - u proizvodnji se koriste dva ili više materijala, koji se međusobno kombiniraju.
Ojačane cijevi imaju nekoliko razlika od čvrstih dijelova:
- vanjska strana je obložena aluminijskom folijom;
- dodatni aluminijski premaz može biti unutar dijela;
- cijevi se mogu ojačati staklenim vlaknima.
Klasifikacija polipropilenskih cijevi s armaturom:
- Aluminij. Može se ojačati kontinuiranim slojem ili mrežom s malim rupama. Prisutnost dodatnog sloja metala osigurava smanjenje toplinskog širenja plastike, povećanje čvrstoće, otpornost na pritisak.
- Stakloplastika. Imaju slojevitu strukturu. Glavni slojevi su dva sloja polipropilena, između kojih se nalazi armaturni sloj od stakloplastike.
- Metal-polimer. Sastoji se od 5 slojeva. Iznutra i izvana je polipropilen. Međuslojevi - ljepilo. Središnji je aluminij.
Tehničke karakteristike armiranih proizvoda su veće od onih dijelova izrađenih od homogenog materijala.
 Razne polipropilenske cijevi
Razne polipropilenske cijevi
Tehnički podaci
Tehničke karakteristike polipropilenskih cijevi:
- Indeks otpornosti na mraz - do -15 stupnjeva. Cijevi od ovog materijala nisu prikladne za proizvodnju vanjskih vodovodnih cijevi.
- Niska toplinska vodljivost. Zbog toga tekućina doseže s jednog kraja cjevovoda na drugi uz minimalnu temperaturnu razliku.
- Gustoća polipropilena je 0,91 kg/cm2.
- Kemijska otpornost materijala.
- Visoka stopa linearne ekspanzije.
- Mehanička čvrstoća - 35 N / mm.
- Omekšavanje polipropilena počinje na 140 stupnjeva.
- Otpornost na toplinu na nosače topline - do 120 stupnjeva.
- Topljenje plastike počinje na 170 stupnjeva.
- Raspon radnog tlaka je 10-25 atmosfera.
Cijevi od ovog materijala izrađuju se s promjerom od 10 do 125 mm. Dijelovi su spojeni pomoću posebnog lemilice. Zahvaljujući lemljenju, dobiva se jak, hermetički nepropusni šav.