
- 1 Bakrene cijevi za vodoopskrbu - tehnološke značajke i prednosti
- Metode povezivanja
- Montaža
- Kako lemiti bakrene cijevi, upute korak po korak
- Priprema veze
- Primjena fluksa
- Lemljenje
- Sorte bakrenih proizvoda
- Po dogovoru
- Prema načinu izrade
- Po obliku presjeka
- Prema stupnju tvrdoće
- Vrste namota
- Kakvi su okovi na tržištu?
- Opcija #1 - elementi kompresije
- Opcija #2 - kapilarni spojevi
- Opcija #3 - press spojnice
- Vrste proizvoda za ugradnju
- Nijanse montaže i lemljenja cijevi svih promjera
- Radite sami korak po korak u 7 koraka
- Tehnički podaci
- Klasifikacija cijevi
- Regulatorni zahtjevi
- Ugradnja bakrenih cijevi za vodoopskrbu
- Potrebni alati i materijali
- Napredak u radu
- Značajke montaže
1 Bakrene cijevi za vodoopskrbu - tehnološke značajke i prednosti
Prije svega, bakar cijevi za vodovod privlačni zbog svoje snage. Čvrsti proizvodi promjera 12 mm, debljine stijenke od samo 1 mm, predviđeni su za radni tlak od 100 bara pri temperaturi od 250 °C. Bakreni cjevovod na spojevima, sastavljen tvrdim lemljenjem, podnosi maksimalna opterećenja od preko 500 atm i temperature do 600 °C. Mnogi materijali postaju krhki kako temperatura pada.Bakar je iznimka - čvrstoća i duktilnost ovog metala rastu s padom temperature.
Ovo svojstvo osigurava dopuštenost ponovnog smrzavanja i odmrzavanja bakrenih cijevi (ovisno o tvrdoći proizvoda do 3 puta). Čak i ako se dogodi nesreća, ona je samo na jednom mjestu, za razliku od čeličnih cjevovoda, u kojima se impuls širi cijelom cijevi. Stoga otklanjanje posljedica smrzavanja bakrenih proizvoda nije teško, a čelični sustav mora biti potpuno zamijenjen.

Bakrene cijevi se lako obrađuju i vrlo su tehnološki napredne u bilo kojem dijelu instalacije: pri probijanju rupa, savijanju oko uglova i drugih prepreka, ugradnji opreme, montaži grane na već gotov cjevovod. Za sve radove potreban je jednostavan mehanizirani i ručni alat.
Bakreni sustavi su univerzalni - armature i cijevi istog standarda koriste se za sve vrste komunalnih usluga. To osigurava korištenje jedne metode instalacije i iste opreme. Najčešća i najpouzdanija metoda spajanja bakrenih cijevi je kapilarno lemljenje. Širina lemljenja, čak i kod malih promjera, nije manja od 7 mm i daje čvrstoću montaže veću od one kod poznatih metoda spajanja, uključujući bilo koju vrstu zavarivanja.

Tijekom ispitivanja uvijek je dolazilo do puknuća tijela cijevi, a nepropusnost spojeva, uključujući i servisirane, nikada nije narušena. Kapilarno lemljenje omogućuje brzu i jednostavnu montažu. Njegove su prednosti posebno vidljive u usporedbi sa zavarivanjem koje zahtijeva veću preciznost i oprez pri radu s plastičnim cijevima, odnosno glomaznom opremom u slučaju čeličnih sustava.
Osim spojeva visoke izdržljivosti i pouzdanosti (prešanje, lemljenje, zavarivanje), postoje i oni koji ne zahtijevaju posebne vještine i alate - korištenjem okova za brzu ugradnju u slučaju nezgoda, kao i u netlačnim sustavima (samostalni -zaključavanje, kompresija i tako dalje). To osigurava učinkovitost i fleksibilnost u radu instalatera. Zabranjeno je navojiti bakrene cijevi, ali kombinirani spojevi omogućuju jednostavan prijelaz na narezivanje navojem prešanjem ili lemljenjem.
Zbog plastičnosti bakra moguće je pomoću mehaniziranog ili ručnog ekspandera spojiti cijevi kapilarnim lemljenjem bez upotrebe spojnica. To omogućuje (u nekim slučajevima značajno) smanjenje troškova sustava tijekom njegove instalacije. Montažni način spajanja osigurava zajamčenu stabilnost parametara i pouzdanost sustava.
Dopušteno je ugraditi bakreni cjevovod u zidove i podove, ako se proizvodi koriste u izolaciji, valovitim cijevima, školjkama, gdje se osigurava toplinsko širenje zbog fluktuacija temperature dovedene vode, ili se montiraju u kutiju. Servisirani priključci ne smiju biti monolitni bez pristupa njima. Kada su otvorene, bakrene cijevi su vrlo estetski ugodne, mogu se bojati, ali zahtijevaju raspored koji sprječava rizik od slučajnog oštećenja.
Metode povezivanja
Ugradnja ovih proizvoda može se izvršiti na dva načina: navojnim spojem ili lemljenjem. Bakar i legure nastale na njegovoj osnovi mogu se spojiti i visokotemperaturnim i niskotemperaturnim lemljenjem.

Za vodoopskrbne sustave, niskotemperaturno lemljenje uglavnom se koristi raznim lemovima, s iznimkom olovo-kositra.Sadrže veliki udio olova, koje se ne može koristiti. za lemljenje cjevovoda pitke vode. Za montažu takvih sustava bolje je odabrati lemove koji sadrže kositar-bakar ili srebro. Oni stvaraju šav dobre kvalitete i ispunjavaju sve zahtjeve za čvrstoću, pouzdanost i izdržljivost vodovodnih sustava. Kao fluks, možete uzeti kolofonij - vazelinsku pastu, koja uključuje kolofonij, cink klorid i tehnički vazelin. Ima konzistenciju poput paste koja se lako nanosi.
Montaža
Ugradnja bakrenih cjevovoda izvodi se pomoću posebnih priključaka - spojnica ili pomoću zavarivanja. Preko prešanih ili sklopivih spojnica cijevi su čvrsto spojene na elemente sustava grijanja, međutim najčešće se koristi zavarivanje. Prilikom postavljanja žarenih bakrenih cijevi na mjestima gdje je to potrebno, one se mogu saviti tako da se ukupan broj spojeva i spojeva smanji. Za to se koristi savijač cijevi, zahvaljujući kojem je moguće dobiti potreban nagib bez ugrožavanja ukupne prohodnosti sustava.

Ugradnja kompresionih spojnica ne zahtijeva posebnu opremu: cijev se jednostavno umetne u utor dok se ne zaustavi, a zatim se čvrsto pričvrsti maticom, dok se sam materijal treba pritisnuti na tijelo fitinga. Kako bi se postiglo maksimalno prianjanje i potpuno brtvljenje, moraju se koristiti dva ključa. To je sva oprema koja će vam trebati. Međutim, ne treba zaboraviti na specifičnosti stiskanja, što uključuje potpunu kontrolu nepropusnosti - takvi sustavi povremeno počinju "kapati", zbog čega se spojevi ne smiju zazidati, pristup cijevima treba biti otvoren.

Prešani spojevi se postavljaju pomoću posebnih strojeva za prešanje, ovo je prilično skupa opcija ugradnje, međutim, veza je jaka i pouzdana, ali jednodijelna. Stručnjaci primjećuju da se kapilarno lemljenje smatra najuniverzalnijom metodom ugradnje bakrenih cjevovoda; ova metoda vam omogućuje da međusobno spojite segmente cijevi istog promjera. Da biste to učinili, na jednom od krajeva izvodi se šišanje, odnosno njegov promjer se malo povećava, što vam omogućuje da umetnete jednu cijev u drugu.

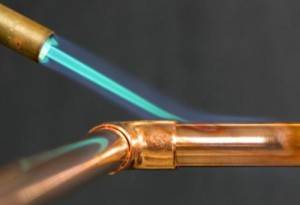
Spoj se čisti posebnom spužvom ili metalnom četkom, a zatim se spojene površine prekrivaju fluksom - to je poseban sastav koji osigurava maksimalno prianjanje metala na lem. Na ovaj način obrađene cijevi uzastopno se umetnu jedna u drugu tako da razmak između njih ne prelazi djelić milimetra. Zatim se lem zagrijava zavarenim plamenikom, a kada materijal dosegne temperaturu taljenja, svi nastali praznini se izlijevaju rastaljenim sastavom.

Nakon što je šav popunjen, mora se ohladiti, za to možete spustiti spoj u vodu ili ga jednostavno ostaviti na otvorenom. Općenito, ovaj je postupak, kao i popravak, prilično jednostavan, ali zahtijeva točnost, temeljitost i usklađenost sa sigurnosnim propisima. Bakrene cijevi imaju estetski izgled, ali ponekad korisnici boje takve proizvode tako da cjevovod odgovara cjelokupnom konceptu interijera.

Vrlo je važno da boja koja se koristi za to ispunjava sljedeće uvjete:
- premaz ne smije mijenjati boju pod utjecajem visoke temperature;
- boja mora pouzdano štititi od bilo koje vrste vanjskih utjecaja;
- čak je i minimalno ljuštenje neprihvatljivo.

Preporučljivo je cijevi premazati temeljnim premazom prije nanošenja boje, stručnjaci preporučuju korištenje olovno-crvenog sastava olova. Imajte na umu da se boja ne upija u bakar, pa je morate vrlo pažljivo razmazati četkom. Čak iu ovom slučaju, manje-više ravnomjerno prekrivanje može se postići tek nakon 2-3 sloja. Međutim, možete koristiti i boju iz spreja, puno ravnomjernije leži.








Kako spojiti bakrene cijevi vlastitim rukama, pogledajte sljedeći video.
Kako lemiti bakrene cijevi, upute korak po korak
Korak po korak rad vam omogućuje dobivanje visokokvalitetnih veza. Prilikom izvođenja postupka ne trebate žuriti, morate slijediti sva pravila i preporuke.
Priprema veze
U prvoj fazi pripremaju se potrebni dijelovi potrebnih dimenzija. Za rezanje se koristi rezač cijevi, koji se mora nalaziti strogo okomito na cjevovod. Najprije se cijev steže u nosač alata između oštrice i potpornih valjaka.
 Rezač se okreće jednom ili dvaput oko segmenta koji treba rezati.
Rezač se okreće jednom ili dvaput oko segmenta koji treba rezati.
Zatim se mehanizam vijka zategne. Nakon toga se postupak rezanja ponavlja. Takve se radnje provode dok se ne dogodi konačno rezanje cijevi.
Za pripremu dijelova potrebne veličine možete koristiti i nožnu pilu s metalnom oštricom. Međutim, nije uvijek moguće izvesti ravnomjeran rez s takvim alatom. Štoviše, kada se koristi nožna pila, stvara se puno metalnih strugotina.
Stoga morate obratiti veliku pozornost kako ne bi ušli u sustav.Uostalom, piljevina može uzrokovati oštećenje skupe opreme ili zagušenja u inženjerskim komunikacijama.
 Rezač cijevi omogućuje vam ravan rez. Zatim se s kraja cijevi uklanjaju neravnine.
Rezač cijevi omogućuje vam ravan rez. Zatim se s kraja cijevi uklanjaju neravnine. Unutarnja površina proizvoda se čisti i odmašćuje. Iste radnje se izvode s drugim segmentom.
Unutarnja površina proizvoda se čisti i odmašćuje. Iste radnje se izvode s drugim segmentom.
U sljedećoj fazi koristi se ekspander cijevi ili valjanje. Omogućuje vam povećanje promjera jednog od segmenata tako da se dijelovi mogu spojiti. Razmak između njih mora biti 0,02-0,4 mm. Pri manjim vrijednostima lem neće moći prodrijeti u njega, a pri većim veličinama neće biti kapilarnog učinka.
Primjena fluksa
Tok se nanosi u ravnomjernom sloju u minimalnoj količini na vanjsku površinu proizvoda koji je umetnut u spojeni segment.
 Operacija se izvodi četkom. Može biti uključen u komplet reagensa.
Operacija se izvodi četkom. Može biti uključen u komplet reagensa.
U nedostatku, koristi se kist. Potrebno je koristiti alat koji ne ostavlja vlakna.
Lemljenje
Proces počinje spajanjem dijelova cjevovoda. Izvodi se nakon korištenja fluksa.
 Na navlaženoj površini ne smije biti stranih tvari.
Na navlaženoj površini ne smije biti stranih tvari.
Kada su cijev i armatura spojeni, zadnji element se okreće dok se potpuno ne stavi na segment cjevovoda. Ova radnja također omogućuje distribuciju toka po cijelom području koje se spaja. Ako potrošni materijal izađe iz razmaka između dijelova, uklanja se ubrusom ili krpom, jer je to agresivan sastav kemijskog podrijetla.
Proces lemljenja na niskoj temperaturi počinje uključivanjem plamenika. Njegov je plamen usmjeren na mjesto koje se spaja i stalno se kreće duž spojnice radi ravnomjernog zagrijavanja.Nakon zagrijavanja dijelova, lem se nanosi na razmak između njih. Potrošni materijal će se početi topiti ako je spoj dovoljno zagrijan. U ovom trenutku, plamenik se mora ukloniti iz spoja jer će potrošni materijal ispuniti prazninu. Meki lem se ne mora posebno zagrijavati. Taljenje potrošnog materijala događa se pod utjecajem topline iz zagrijanih dijelova.
 Meko lemljenje bakrenih cijevi
Meko lemljenje bakrenih cijevi
Priključci cjevovodnih elemenata izvode se uz stalnu kontrolu grijanja bakra. Metal se ne smije pregrijavati! Ako se ovo pravilo ne poštuje, tok će biti uništen. Stoga se oksidi ne uklanjaju iz dijelova. Kao rezultat toga, kvaliteta šavova je smanjena.
Tvrdo lemljenje počinje ujednačenim i brzim zagrijavanjem dijelova koji se spajaju. Izvodi se plamenom svijetloplave boje umjerenog intenziteta.
Lem se nanosi na spoj kada se elementi zagrijavaju na temperaturu od 750°C. Željenu vrijednost postiže kada bakar postane tamne boje trešnje. Za bolje topljenje lema može se dodatno zagrijati bakljom.
Nakon što se šav ohladi, spoj se obriše krpom kako bi se uklonili ostaci toka. Inače, tvar može uzrokovati uništenje bakra. Ako se na površini cjevovoda stvorio lem, uklanja se brusnim papirom.
Sorte bakrenih proizvoda
Trenutno postoji nekoliko vrsta bakrenih cijevi. Ispod su glavni.







Po dogovoru
Sljedeće cijevi se koriste za njihovu namjenu:
- za namještaj - od kroma - 25 mm;
- za komercijalnu opremu - ovalni proizvod - 25 mm;
- u proizvodnji nosača namještaja - 50 mm (bar);
- za kuhinjsku sobu - 50 i 26 mm (ograda i šipka).
U proizvodnji namještaja koristi se kromirana cijev za namještaj. Koristi se u glavnoj strukturi namještaja - kao metalna šipka. Za razliku od okruglog, ima pravokutni presjek. Najčešće korišteni profil je 40*100, 40*80, 50*50.
Postavlja se samo na ravnu površinu, a također se koristi u popravcima iu tvornicama automobila - pri stvaranju snažnog okvira.
Prema načinu izrade
Ovisno o načinu proizvodnje, takve se bakrene cijevi koriste kao:
Nežaljeni bakreni cjevovodi. Izrađen je od čistog metala pomoću štancanja.
Ima visoku vlačnu čvrstoću. U tom slučaju metal postaje manje duktilan, nakon čega postoje neka ograničenja u korištenju takve cijevi.
Žarene bakrene cijevi su plastične, ova kvaliteta olakšava proces ugradnje
Žarena bakrena cijev. Prolazi kroz posebnu tehnologiju obrade. Zagrije se na 700 stupnjeva Celzijevih, a zatim ohladi. U tom slučaju elementi cjevovoda postaju manje jaki, ali fleksibilniji.
Osim toga, dobro se protežu - prije lomljenja, njihova se duljina povećava za 1,5 puta.
Proizvodi od žarenih cjevovoda su mekši, pa je njihova ugradnja brža i lakša.
Po obliku presjeka
Po obliku presjeka dodijeliti:
- okrugle vodovodne cijevi;
- elementi cjevovoda koji imaju oblik pravokutnika. Koriste se za stvaranje vodiča u namotu statora električne opreme, koja se hladi tekućinom.
Dimenzije bakrenih cijevi mogu se odrediti vanjskim promjerom, koji iznosi 12-267 mm. U ovom slučaju, bilo koja veličina cijevi ima određenu debljinu stijenke jednaku 0,6-3 mm.
Prilikom odvođenja plina do kuća koriste se cijevi debljine jednake 1 mm najmanje.
Prilikom postavljanja vodovoda u mnogim slučajevima koristi se bakrena vodovodna cijev, koja ima takve veličine kao što su: 12, 15, 18, 22 do 1 mm, 28, 35, 42 do 1,5 mm i 52 do 2 mm.
Prema stupnju tvrdoće
Prema stupnju tvrdoće koriste se bakrene cijevi kao što su:
Mekana. Oznaka je M ili W. Sposobni su izdržati ekspanziju bez pucanja i kidanja kada se vanjski promjer proširi za 25%.
Takvi proizvodi cjevovoda koriste se kada se stvara sustav grijanja ili se polažu cjevovodi za opskrbu vodom potrošača. Istodobno se vrši distribucija greda cjevovoda do vodovodnih i grijaćih uređaja.
Meki elementi cjevovoda u većini slučajeva koriste se u izgradnji i popravku vodovodnih cijevi. Njihovo povezivanje smatra se najjednostavnijim - spajanje se može obaviti bez upotrebe dodatne opreme.
Bakrene cijevi mogu izdržati visoku temperaturu tekućina koje se transportiraju kroz njih
Polučvrsta. Imaju sljedeće oznake - P ili NN. Takvi proizvodi cjevovoda mogu izdržati ekspanziju s povećanjem promjera od 15%.
Kada su ugrađeni, grijanje se koristi za spajanje cijevi bez upotrebe spojnica. Za savijanje ili savijanje polučvrstih proizvoda koristi se savijač cijevi za bakrene cijevi.
Čvrsto. Označeni su sljedećim slovima - T ili H. Kada su ugrađeni, distribucija se vrši samo tijekom grijanja. Za savijanje cijevi koristite savijač cijevi.
Posljednje 2 vrste bakrenih proizvoda koriste se u izgradnji raznih autocesta.
Također, takvi dijelovi se koriste u izgradnji cjevovoda, koji bi trebao imati povećanu mehaničku čvrstoću.
Brtvljenje takvih cijevi smatra se važnim procesom. Uostalom, njihovo odvajanje može se dogoditi u bilo kojem trenutku - na primjer, kada je brtvilo iscrpljeno. U slučaju takve situacije, bit će potrebno potpuno preraditi zglobove.








Vrste namota
Proizvođači koriste različite vrste namota za bakrene cijevi:
- FUM traka. Ova traka se koristi u svim vrstama navojnih spojeva;
- stvrdnjavajuća brtvila za vodovod. Takav se materijal koristi u raznim poduzećima iu svakodnevnom životu;
- domaće brtvilo za vodovod. Cijevi koje su postavljene u kućama iz 1940-ih ne cure.
Također, ova metoda se može primijeniti ako je potrebno napraviti grijanje od bakrenih cijevi.
Ako crveno olovo nije dostupno, onda treba koristiti običnu PF boju.
Brtvljenje pri radu sa sustavima koji provode tekućinu je obavezno
Kakvi su okovi na tržištu?
Bakreni cjevovodi su prilično jednostavni i jednostavni za instalaciju. To je zbog prisutnosti velikog broja vrsta priključaka i okova za njih, što omogućuje izvođenje sustava složene konfiguracije. Prilikom izvođenja instalacijskih radova nije potrebna glomazna posebna oprema. Priključci u bakrenim cjevovodima smatraju se najpouzdanijim elementima. Ovisno o korištenom načinu spajanja, postoji nekoliko vrsta okova.
Opcija #1 - elementi kompresije
Dijelovi su opremljeni posebnim kompresijskim prstenom, koji osigurava nepropusnost spoja i pričvršćuje spoj na cijev. Element se zategne ručno pomoću spojne matice i ključa. Glavna prednost kompresijskih dijelova je jednostavnost ugradnje.Nije potrebna posebna oprema ili grijanje. Ovom metodom možete montirati cjevovod na najnepristupačnijim mjestima. Troškovi rada za instalaciju su niski, a rezultirajući sustav prilično je izdržljiv i čvrst. Kompresijski spojevi također imaju nedostatke. Nisu predviđeni za visoki tlak, potrebno ih je povremeno provjeravati i zategnuti. Takve detalje je nemoguće konkretizirati.
Teoretski, kompresijski elementi pružaju sklopivu vezu. Međutim, praksa pokazuje da nakon prve demontaže i montaže, pouzdanost sklopa naglo opada i mora se mijenjati. Postoje dvije vrste kompresionih spojnica. Označeni su slovima A i B.
- Dijelovi A koriste se za nadzemne cjevovode izrađene od polučvrstih vrsta bakra.
- Dijelovi B koriste se za uređenje zemaljskih i podzemnih komunikacija od cijevi izrađenih od polutvrdih i mekih metala.
Ugradnja dijelova obje vrste provodi se prema sličnoj shemi.
Dijagram prikazuje uređaj za kompresiju. Lako se instalira, ali daje slabu vezu koja zahtijeva redoviti nadzor.
Opcija #2 - kapilarni spojevi
Zalemljeni bakreni spojevi nazivaju se kapilarni spojevi. Oni spajaju cijevi s lemom, odnosno bakrenom, kositrenom ili srebrnom žicom, koja se nalazi ispod unutarnjeg navoja dijela. Tijekom ugradnje, spojnica se stavlja na cijev koja je prethodno obložena fluksom. Područje spoja zagrijava se plamenikom sve dok se metalni lem ne otopi i ispuni mali razmak između spojnice i cijevi. Nakon toga se dijelovi ostavljaju da se ohlade. Nakon toga, vanjsko čišćenje se provodi posebnim alatom.Cijev je spremna za upotrebu.
Proces lemljenja spojnice uključuje upotrebu lema, koji, kada se otopi, ispunjava prazninu između dijelova.
Prednost ove metode povezivanja može se smatrati visokom pouzdanošću. Maksimalni radni tlak sklopa je 40 bara pri temperaturi sustava od 150°C. Kapilarna metoda daje vrlo ujednačen i uredan šav, tijekom rada koristi se minimalna količina lemljenja, cijena instalacijskih radova je prilično pristupačna. Relativni nedostaci metode uključuju obveznu prisutnost plamenika i potrebu određene kvalifikacije i iskustva osobe koja će biti uključena u instalaciju.
Opcija #3 - press spojnice
Princip rada dijelova temelji se na korištenju plastičnosti bakra i njegove osjetljivosti na deformacije koje nastaju pod mehaničkim naprezanjem. Da bi se dobio takav spoj, cijev, koja je prethodno umetnuta u spojnicu za prešanje, stisne se kliještima za prešanje. Minimalna sila stiskanja 32 kN. To vam omogućuje stvaranje jednodijelne jake veze. Duž konture prešanog spoja položen je brtveni prsten, koji osigurava nepropusnost spoja. Spojni dio se može okretati, nepropusnost i čvrstoća ne pate od toga. Strukturno, prešani spojevi se razlikuju u dijelovima s dvostrukom i jednom konturom deformacijske kompresije.
Glavna prednost ovih elemenata je mogućnost brze ugradnje bez upotrebe električnih grijača ili otvorenog plamena. Postavljaju se na objektima gdje je zabranjena upotreba plamenika s otvorenim plamenom, kao i unutar raznih spremnika, spremnika i kontejnera. Rezultirajuća veza je jača od one napravljene s kompresijskim dijelovima.Nedostaci elemenata uključuju veći trošak od spojnica za lemljenje i potrebu za korištenjem posebne opreme tijekom ugradnje - hidraulične ili električne preše sa setom hvataljki različitih profila i promjera.
Za ugradnju press spojnica morat ćete koristiti električnu ili hidrauličnu prešu sa setom hvataljki različitih promjera i oblika
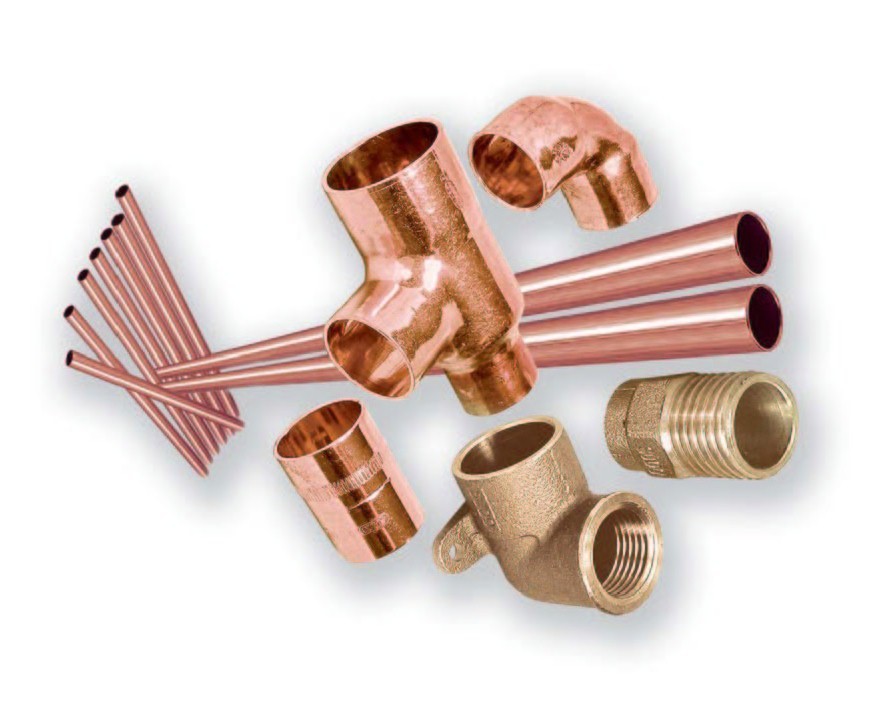
Vrste proizvoda za ugradnju
Spojni elementi od metala i plastike izrađuju se u istim izmjenama kao i proizvodi od čelika i plastike:
- Ravne spojnice. Najjednostavniji tip proizvoda za spajanje dvije cijevi istog promjera.
- Prijelazne spojke. Proizvodi koji se koriste za spajanje cijevi različitih veličina presjeka.
- Kvadrati. Priključci koji vam omogućuju spajanje dvije cijevi pod pravim kutom.
- Podružnice. Proizvodi koji vam omogućuju promjenu relativnog položaja cijevi od 45 do 120 °.
- Križevi. Priključci dizajnirani za spajanje četiri cijevi pod kutom od 90°.
- Tees. Priključci koji povezuju tri komada cijevi, od kojih je jedan postavljen okomito na druga dva.
- Čepovi. Proizvodi dizajnirani za zatvaranje krajnjeg dijela cijevi. Imaju unutarnji ili vanjski navoj za uvrtanje u cijev.
- Bradavice. Priključci, koji su proizvodi s vanjskim navojima na oba kraja, uz pomoć kojih su spojeni na druge dijelove cjevovoda.
- Futorki. Proizvodi koji se koriste za spajanje cijevi na mjerne instrumente. Na jednom kraju imaju unutarnji navoj, a na drugom vanjski navoj.
- Okovi. Elementi koji omogućuju spajanje cijevi na procesnu opremu (bojler, bojler, filter, izmjenjivač topline, kolektor).
- Pogoni.Koristi se za povećanje duljine cijevi pomoću unutarnjeg ili vanjskog navoja.
- Amerikanci. Proizvodi nalik ostrugama s navrtkom. Mogu biti ravni i kutni, što vam omogućuje promjenu smjera kretanja spojenih cijevi.

Sve navedene vrste okova imaju navoj - vanjski, unutarnji ili kombinirani. Osim njih, tu su i jednodijelni spojni elementi, kao i proizvodi spojeni zavarivanjem ili kapilarnim lemljenjem.
Spojni elementi s gornjeg popisa najpopularnije su vrste armatura koje se koriste pri ugradnji cjevovoda. Kod ugradnje složenijih i visoko specijaliziranih inženjerskih sustava mogu se koristiti i drugi posebni okovi - protumatice, bačve, nastavci i drugi elementi.
Nijanse montaže i lemljenja cijevi svih promjera
Bakrene cijevi i spojevi za vodovod spojeni su navojem ili lemljenjem, prva metoda se smatra jednostavnijom i pristupačnijom neprofesionalcima. Rad počinje izradom dijagrama ožičenja i brojanjem snimke; u nedostatku iskustva, preporuča se osigurati marginu od 3-5 m.
Radite sami korak po korak u 7 koraka
Bakreni vodovod s navojnim priključcima, uradi sam, sastavlja se u sljedećem redoslijedu:
- Rezanje cijevi.
- Čišćenje turpija od neravnina u području reza, na cijevima s PVC izolacijom, čisti se izolacijski sloj.
- Uklanjanje ivica.
- Stavljanje spojne matice i ferule na cijev.
- Priprema okova, spajanje s maticom i zatezanje spoja (prvo rukom, zatim ključem).
- Spajanje čeličnih cijevi (ako je potrebno) pomoću prijelaznih spojnica, obvezno brtvljenje navojnih spojeva.
- Test curenja.
Bakrene cijevi i spojevi za vodovod moraju biti pravilno postavljeni.
Provjera stanja spojeva i ispravna ugradnja
Montaža bakrene vodovodne cijevi pomoću prešanih spojnica smatra se prilično pouzdanom, kvaliteta brtvljenja ovisi o snazi uvijanja. Za ovu operaciju preporuča se korištenje posebnih pneumatskih ili hidrauličkih kliješta. Nedostatak ove metode je pogoršanje izgleda vodovodne cijevi na spojevima, ako izgled igra odlučujuću ulogu, tada se odjeljci trebaju povezati lemljenjem.









Lemljenje se smatra najpouzdanijim načinom spajanja bakrenih cijevi. Redoslijed radnji gotovo je isti kao kod montaže s prešanim spojnicama: cijevi su izrezane i pažljivo zaštićene od neravnina
Važno je obrisati proizvode od prašine i ostataka oksidnog filma (iznutra i izvana). Zatim se na vanjsku površinu cijevi nanosi fluks, umetne se armatura s obveznim razmakom, područje spoja se ravnomjerno zagrijava plamenikom ili plamenikom, pri odabiru druge opcije treba izbjegavati pregrijavanje. Da biste provjerili je li postignuta željena temperatura, dovoljno je lagano dodirnuti lem, ako se topi, tada se područje već zagrijalo
Nakon toga, lem se umetne u lijevi razmak i šav je zapečaćen
Da biste provjerili je li postignuta željena temperatura, dovoljno je lagano dodirnuti lem, ako se topi, tada se područje već zagrijalo. Nakon toga, lem se umetne u lijevi razmak i šav je zapečaćen.
Važna nijansa lemljenja: tijekom grijanja i spajanja, dio budućeg cjevovoda mora ostati nepomičan.Bilo kakvi napori i pokreti dopušteni su tek nakon kristalizacije lema. Na kraju montaže, sustav se mora oprati od ostataka toka.
GLEDAJ VIDEO
Zagrijani proizvodi se lako savijaju; posebne opruge se koriste za davanje željenog oblika uz održavanje presjeka. Optimalna oprema za proizvodnju savijenih elemenata je poseban savijač cijevi, čija je kupnja preporučljiva za velike količine posla. Dijelovi sastavljeni lemljenjem sustava izgledaju urednije od onih savijenih navojem. No, unatoč očitim prednostima i pouzdanosti ove metode, lemljenje se ne provodi na eksplozivnim mjestima zbog otvorenog plamena. Mjere zaštite od požara su obavezne. Bakrene cijevi i vodovodne armature naširoko se koriste u građevinarstvu.
Tehnički podaci
Razred obojenog metala ima značajan utjecaj na tehničke karakteristike valjane cijevi od ovog materijala. U osnovi, bakrene vodovodne cijevi izrađene su od čistog bakra. U proizvodnji valjanih proizvoda također se koriste legure ovog metala. Sadrže legirne komponente u maloj količini.
Postotak specifičnih nečistoća u bakru utječe na uvjete rada, mehanička i tehnološka svojstva cijevi. Elastičnost i čvrstoća obojenog metala povećava se dodatkom cinka, olova, željeza i kositra.
Otpornost legure na koroziju povećava se uz pomoć fosfora. Mehanička otpornost bakra povećavaju berilij i aluminij. Proizvođači valjanog čelika koriste mangan kako bi smanjili utjecaj neželjenih nečistoća na materijal.
Klasifikacija cijevi
Bakrene cijevi se razlikuju u promjeru.Propusnost komunikacije ovisi o veličini sekcije. Standardni raspon promjera cijevi kreće se od 1/4″ do 2″. Unutar stana uglavnom se koriste cjevovodi sljedećih veličina:
- 1/2″ - za tuš i kadu;
- 3/8″ - za kuhinjsku slavinu i umivaonik;
- 1/4″ - za priključak za WC, bide i ledomat.
 Bakrena vodovodna cijev u tušu.
Bakrena vodovodna cijev u tušu.
Proizvođači proizvode dvije vrste bakrenih cijevi:
- Žareni proizvodi su mekani proizvodi koji su obrađeni visokom temperaturom od 550-650 °C. Žarenje traje 60-90 minuta, a zatim se zagrijani izratci postupno hlade. Proces omogućuje dobivanje fleksibilnih cijevi koje su otporne na visoki tlak, nagle promjene temperature i vlažna okruženja.
- Nežaljeni proizvodi su kruti proizvodi veće čvrstoće, ali manje elastičnosti.
Moguće je kupiti valjane proizvode u posebnoj izolaciji s PVC plaštom. Kondenzacija se ne stvara na površini ove vrste proizvoda.
Proizvedene bakrene cijevi također se razlikuju po debljini stijenke. Područje uporabe valjanog proizvoda ovisi o parametru, jer ova karakteristika utječe na najveći radni tlak u sustavu.
Proizvodi debelih stijenki sa slovom "K" koriste se za ulaz i u mrežama za zaštitu od požara. Često se proizvodi s debelim zidovima polažu u zemlju. Za spajanje pojedinih dijelova takvog valjanja cijevi često se koriste kompresijski spojevi.
Proizvodi tankih stijenki sa slovom "M" koriste se za stvaranje kućanskih mreža, ali imaju veliki broj ograničenja. Najčešće se pri postavljanju vodovodnih sustava koriste cijevi s oznakom "L".
Regulatorni zahtjevi
Proizvodi s debelim stijenkama, proizvedeni prešanjem i hladnom deformacijom, moraju biti u skladu sa specifikacijama navedenim u GOST 617-2006. Vučena cijev tankih stijenki proizvodi se u skladu s GOST 11383-75.
Poznati i odgovorni proizvođači proizvode proizvode visoke preciznosti. Njegove karakteristike odgovaraju GOST 26877-2008. Tijekom proizvodnje bakrenih cijevi koriste se legure i primarni bakar, u skladu sa zahtjevima GOST 859-2001.
Ugradnja bakrenih cijevi za vodoopskrbu
Prije početka rada morate izraditi dijagram buduće vodovodne konstrukcije i na temelju toga izračunati snimku valjane cijevi i broj spojnih elemenata (presne spojke, T-priključci, zavoji, adapteri itd.).
Potrebni alati i materijali
Za ugradnju cijevi valjane bakrene legure potrebno je pripremiti set alata koji se sastoji od:
- Nožne pile za metal ili rezač cijevi.
- Kliješta.
- Ručni kalibrator.
- Ključevi ili plinski plamenik (za zagrijavanje dijela cijevi kod spajanja dijelova lemljenjem).
- Datoteka.
Za spajanje dijelova cijevi, ovisno o odabranoj metodi spajanja, bit će potrebni sljedeći materijali:
- Uklapanje.
- FUM - traka za brtvljenje spojeva odvojivih okova.
- Lem i fluks (u slučaju proizvoda za lemljenje).
Mjere opreza
Lemljenje bakrenih proizvoda vrši se kada se zagrijavaju na visoke temperature, stoga je pri radu potrebno nositi zaštitnu odjeću i koristiti protupožarnu zaštitu. Potrebno je ukloniti gumene ili plastične pletenice s dijelova koji se spajaju u kontaktnoj zoni. Ventil koji se ugrađuje mora se odvrnuti kako se brtveni prstenovi ne bi rastopili.










Prilikom lemljenja bakrenih proizvoda u već instaliranom cjevovodnom sustavu, sve zaporne ventile treba otvoriti tako da razina tlaka u cijevima ne prelazi dopuštene vrijednosti zbog zagrijavanja nekih dijelova.
Napredak u radu
Spajanje segmenata cijevi pomoću fitinga izvodi se sljedećim redoslijedom:
- Izrežite dijelove cijevi na potrebnu veličinu.
- Ako je vodoopskrba sastavljena od bakrenih cijevi s PVC izolacijom, tada ovaj sloj treba ukloniti na krajevima proizvoda.
- Očistite liniju reza turpijom za šišanje.
- Uklonite kosinu.
- Na pripremljeni dio naizmjenično stavite spojnu maticu i kompresijski prsten.
- Spojite spoj na maticu i zategnite navoje prvo rukom, a zatim ključem.
- Na mjestima gdje se ugrađuje prijelazni spoj s bakrene cijevi na čeličnu, nepropusnost spojeva osigurava se korištenjem FUM - trake.
Prilikom spajanja cijevi lemljenjem vlastitim rukama, morate slijediti gore opisane mjere opreza i imati određene vještine. Proces pripreme i samo lemljenje uključuje sljedeće korake:
- Rezanje potrebnih duljina cijevi rezačem cijevi ili pilom za metal.
- Uklanjanje toplinski izolacijskog sloja (ako postoji) i rezultirajućih neravnina na njihovim krajevima.
- Uklanjanje oksidnog filma u zoni lemljenja finim abrazivnim brusnim papirom.
- Ugradno brušenje.
- Podmazivanje vanjske površine dijelova fluksom.
- Umetanje kraja cijevi u spojnicu na način da između dijelova ostane razmak od najviše 0,4 mm.
- Zagrijavanje kontaktne zone elemenata plinskog plamenika (slika dolje).
- Umetanje lema u razmak između spojnice i kraja bakrene cijevi.
- Lemni šav.
- Ispiranje sustava od čestica fluksa.
Proces lemljenja valjanih proizvoda od bakrenih cijevi može se pogledati na videu:
Značajke montaže
Montaža lemljenjem čini jednodijelne spojeve koji ne zahtijevaju održavanje i smatraju se najpouzdanijima u radu. Ali da biste lemili bakrene vodovodne instalacije, morate imati dovoljno iskustva u ovoj vrsti posla i relevantno znanje. Početnici mogu koristiti sljedeće preporuke:
- Čišćenje bakrenih proizvoda ne smije se vršiti abrazivnim sredstvima za čišćenje, grubim brusnim papirom ili žičanom četkom, jer će izgrebati bakar. Duboke ogrebotine na površini ometaju lemni spoj.
- Flux je prilično agresivna tvar s visokom kemijskom aktivnošću. Nanesite ga u tankom sloju pomoću četke. Ako na površini postoje viškovi, na kraju procesa spajanja dijelova, moraju se odmah ukloniti.
- Kontaktna zona treba biti dovoljno zagrijana, ali ne pretjerano, kako bi se spriječilo taljenje metala. Sam lem se ne smije zagrijavati. Treba ga nanijeti na zagrijanu površinu dijela - ako se počne topiti, tada možete započeti lemljenje.
- Potrebno je saviti cijevi kako bi se spriječilo nabore i uvijanje.
- Ugradnju bakrenih proizvoda potrebno je izvesti ispred aluminijskih ili čeličnih profila u smjeru protoka vode kako bi se spriječila brza korozija potonjih.
- Za prijelaz s bakrenih cijevi na dijelove od drugih metala, preporuča se korištenje okova od mjedi, bronce ili nehrđajućeg čelika.



