- Odabir mjesta i načina ugradnje radijatora
- Metode cirkulacije rashladne tekućine
- 5 Mitova i činjenica o bakrenim cijevima za vodoopskrbu
- Označavanje i trošak
- Metoda br. 2: urezivanje (roll Groove)
- Priprema i izrada spoja narebrenog utora
- Testiranje kompletnog sustava s narezkom
- Alati će vam trebati
- Sorte bakrenih proizvoda
- Mogućnosti spajanja cijevi od bakra
- Spoj za zavarivanje
- Spajanje na šiljci
- Način spajanja pritiskom na tipku
- Priključci tipa navoja
- Samostalna montaža
- Klasifikacija prema materijalima proizvodnje
- Sorte bakrenih proizvoda
- Po dogovoru
- Prema načinu izrade
- Po obliku presjeka
- Prema stupnju tvrdoće
- Vrste namota
Odabir mjesta i načina ugradnje radijatora
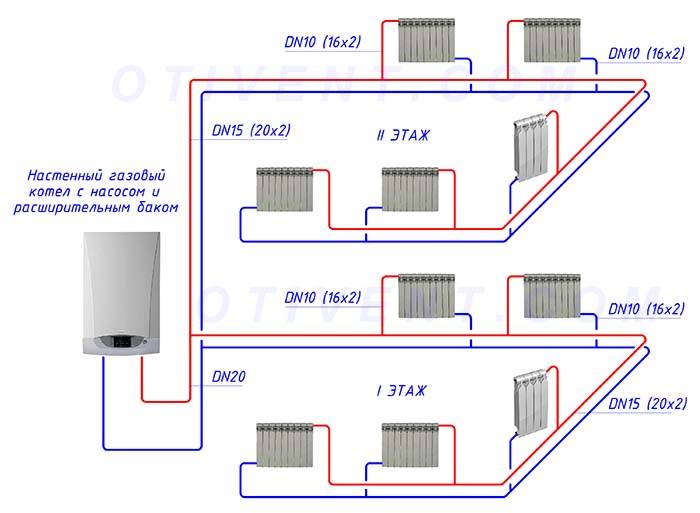
Mogućnosti spajanja radijatora za grijanje ovise o općoj shemi grijanja u kući, značajkama dizajna grijača i načinu polaganja cijevi. Uobičajene su sljedeće metode spajanja radijatora grijanja:
- Lateralno (jednostrano). Ulazne i izlazne cijevi spojene su na istoj strani, dok se dovod nalazi na vrhu. Standardna metoda za višekatne zgrade, kada je opskrba iz usponske cijevi. Što se tiče učinkovitosti, ova metoda nije inferiorna od dijagonalne.
- Niži.Na taj način se spajaju bimetalni radijatori s donjim priključkom ili čelični radijator s donjim priključkom. Dovodne i povratne cijevi spojene su odozdo s lijeve ili desne strane uređaja i spojene kroz donju spojnu jedinicu radijatora s preklopnim maticama i zapornim ventilima. Na donju cijev hladnjaka pričvršćena je spojna matica. Prednost ove metode je mjesto glavnih cijevi skrivenih u podu, a radijatori grijanja s donjim priključkom skladno se uklapaju u unutrašnjost i mogu se ugraditi u uske niše.
- dijagonala. Rashladna tekućina ulazi kroz gornji ulaz, a povrat je povezan sa suprotne strane na donji izlaz. Optimalna vrsta veze koja osigurava jednoliko zagrijavanje cijelog područja baterije. Na taj način ispravno spojite bateriju za grijanje čija duljina prelazi 1 metar. Gubitak topline ne prelazi 2%.
- Sedlo. Dovod i povrat spojeni su na donje rupe koje se nalaze na suprotnim stranama. Koristi se uglavnom u jednocijevnim sustavima kada nije moguća druga metoda. Gubici topline kao posljedica loše cirkulacije rashladne tekućine u gornjem dijelu uređaja dosežu 15%.
GLEDAJ VIDEO
Prilikom odabira mjesta za ugradnju uzima se u obzir nekoliko čimbenika kako bi se osigurao ispravan rad uređaja za grijanje. Ugradnja se vrši na mjestima najmanje zaštićenim od prodora hladnog zraka, ispod prozorskih otvora. Preporuča se ugraditi bateriju ispod svakog prozora. Minimalna udaljenost od zida je 3-5 cm, od poda i prozorske klupice - 10-15 cm. S manjim razmacima, konvekcija se pogoršava i snaga baterije pada.
Tipične pogreške pri odabiru mjesta ugradnje:
- Prostor za ugradnju regulacijskih ventila nije uzet u obzir.
- Mala udaljenost od poda i prozorske daske sprječava pravilnu cirkulaciju zraka, zbog čega se smanjuje prijenos topline i prostorija se ne zagrijava do zadane temperature.
- Umjesto nekoliko baterija koje se nalaze ispod svakog prozora i stvaraju toplinsku zavjesu, odabire se jedan dugi radijator.
- Postavljanje ukrasnih rešetki, ploča koje sprječavaju normalno širenje topline.
Metode cirkulacije rashladne tekućine
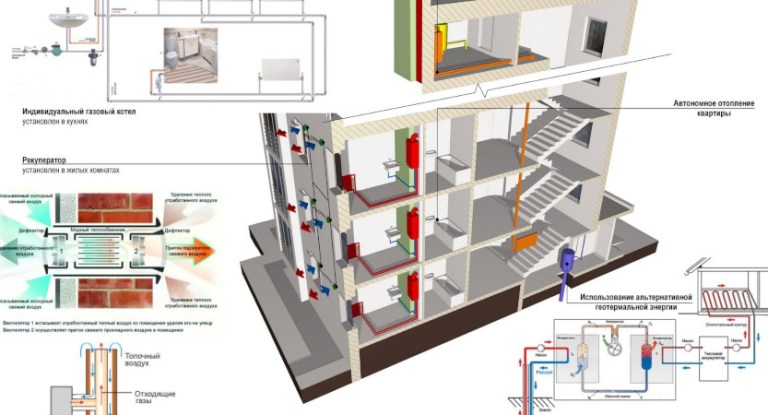
Cirkulacija rashladne tekućine kroz cjevovode odvija se na prirodan ili prisilan način. Prirodna (gravitacijska) metoda ne uključuje korištenje dodatne opreme. Rashladna tekućina se pomiče zbog promjene karakteristika tekućine kao rezultat zagrijavanja. Vruća rashladna tekućina koja ulazi u bateriju, hladeći se, poprima veću gustoću i masu, nakon čega pada, a na njeno mjesto ulazi toplija rashladna tekućina. Hladna voda iz povrata gravitacijom teče u kotao i istiskuje već zagrijanu tekućinu. Za normalan rad, cjevovod se postavlja pod nagibom od najmanje 0,5 cm po linearnom metru.
Shema cirkulacije rashladne tekućine u sustavu pomoću crpne opreme
Za prisilnu opskrbu rashladnom tekućinom obavezna je ugradnja jedne ili više cirkulacijskih crpki. Pumpa se postavlja na povratnu cijev ispred kotla. Rad grijanja u ovom slučaju ovisi o opskrbi električnom energijom, ali ima značajne prednosti:
- Dopuštena je uporaba cijevi malog promjera.
- Glavni se postavlja u bilo kojem položaju, okomito ili vodoravno.
- Potrebno je manje rashladne tekućine.
5 Mitova i činjenica o bakrenim cijevima za vodoopskrbu
Vodovodne bakrene cijevi imaju niz nedostataka iz kategorije mitova, zbog konkurencije i nedostatka svijesti.
1. Visoka cijena bakrenog cjevovoda. Ova ideja nastala je zahvaljujući agresivnom oglašavanju plastičnih cijevi. Doista, bakrene cijevi su 2-3 puta skuplje od plastičnih cijevi, ali fitinzi od bakra koštaju 30-50 puta manje od onih izrađenih od polimera. S obzirom da se metode ugradnje cjevovoda mogu koristiti iste, onda su troškovi ugradnje sustava od ovih materijala približno jednaki. Kao rezultat toga, cijena dovršenog cjevovoda uvelike ovisi o topologiji sustava.
U slučaju dugih i nerazgrananih mreža (glavni, na primjer), plastični cjevovodi su mnogo jeftiniji. Kada se koristi skupa, dobra plastika, koja je dizajnirana za visoku razinu kloriranja, ali nije dostupna na ruskom tržištu, polimerni sustavi će očito biti skuplji. Bakreni cjevovodi se mogu ugraditi bez upotrebe armatura, što ga čini jeftinijim. A s obzirom na izdržljivost i visoku pouzdanost bakrenih sustava, trošak njihovog rada je red veličine niži od plastičnih. U slučaju zbrinjavanja iskorištenog bakrenog cjevovoda, utrošena sredstva se vraćaju.
2. Bakar je otrovan. Potpuno neutemeljena tvrdnja. Otrovni su samo posebni bakreni spojevi proizvedeni u industriji (boje, plavi vitriol, drugi) koji se ne stvaraju prirodnim putem u cjevovodu. Oksidi ovog metala, koji su uglavnom zaštitni film (patina) na njegovoj površini, nisu otrovni.Naprotiv, oni i sam bakar imaju blagi baktericidni i bakteriostatski učinak, koji, kada se koristi voda iz takvog cjevovoda, osigurava visoku zaraznu sigurnost.
3. Klor. Ova tvar u svom čistom obliku vrlo je jako oksidacijsko sredstvo, zabranjeno za transport kroz bakrene cijevi. Utjecaj spojeva klora, uključujući i one koji se koriste za dezinfekciju vode, bakar podnosi potpuno bezbolno. Naprotiv, interakcija s tim tvarima ubrzava stvaranje zaštitne mreže na površini bakra. Stoga se u SAD-u tijekom tehnološkog ispiranja novog cjevovoda provodi hiperkloriranje kako bi se brzo dobio zaštitni sloj.
"Problem s klorom" počeo je s bakrom s uvođenjem plastičnih cijevi na tržište vodovoda. To je zbog činjenice da čak i spojevi klora koji se koriste za dezinfekciju vode imaju prilično štetan učinak na većinu plastike. A zlatno pravilo uspješnog marketinga, kao što znate, kaže: "Prebacite svoju krivnju na konkurenta - neka se opravda."
4. Lutajuće struje. To su struje koje teku u zemlji kada se ona koristi kao vodljivi medij. U tom slučaju dovode do korozije metalnih predmeta u tlu. S tim u vezi, zalutale struje nemaju nikakve veze s bakrenim cijevima, koje su uglavnom unutarnje.
Zabranjeno je koristiti i bakrene i čelične sustave kao glavnu elektrodu za uzemljenje. Ako se ovo pravilo strogo poštuje, neće se pojaviti električni problemi (uključujući zalutale struje). Uzemljenje, koje radi u hitnom načinu rada, prolazi samo kratkotrajnu struju, što neće naštetiti cjevovodu.Problemi nastaju samo kada se krše temeljna pravila za projektiranje i rad električnih instalacija.
Označavanje i trošak
Izrađuju se cijevi za grijanje, označene prema GOST-ovima. Na primjer, proizvodi s debljinom stijenke od 0,8-10 mm proizvode se prema standardima GOST 617-90. Druga oznaka odnosi se na čistoću bakra, reguliranu GOST 859-2001. Istodobno su dopuštene oznake M1, M1p, M2, M2p, M3, M3.










Prema oznaci, koja je naznačena na proizvedenim proizvodima, možete saznati sljedeće podatke:
- oblik presjeka. Označeno slovima KR.
- Duljina - ovaj pokazatelj ima različite oznake. BT - zaljev, MD - dimenzionalni, KD - višedimenzionalnost.
- Način proizvodnje proizvoda. Ako je element zavaren, na njemu je naznačeno slovo C. Na nacrtanim proizvodima stavlja se slovo D.
- Posebne radne značajke. Na primjer, povećane tehničke karakteristike označene su slovom P. Visok indeks plastičnosti - PP, povećana točnost rezanja - PU, točnost - PS, čvrstoća - PT.
- Preciznost izrade. Standardni indikator označen je slovom H, povećan - P.
Da biste vizualno razumjeli kako čitati oznaku, morate razumjeti jednostavan primjer - DKRNM50x3.0x3100. dešifriranje:
- Izrađen je od čistog bakra, označen brendom M1.
- Proizvod je rastezljiv.
- Oblik je okrugao.
- Mekana.
- Vanjski promjer - 50 mm.
- Debljina stijenke - 3 mm.
- Duljina proizvoda je 3100 mm.
Europski proizvođači koriste poseban sustav označavanja DIN 1412. Na elemente sustava vodoopskrbe i grijanja primjenjuju oznaku EN-1057.Uključuje broj standarda prema kojem su cijevi izrađene, dodatni element uključen u sastav - fosfor. Potrebno je za povećanje otpornosti na hrđu.
Bakrene cijevi u tvornici
Metoda br. 2: urezivanje (roll Groove)
Cjevovodi stvoreni spojem s krajnjim žljebovima (utorima za narezivanje) već se dugo prakticiraju na konstrukciji sprinkler (navodnjavanja) protupožarnih sustava. Od 1925. godine ovaj potpuno pouzdan način spajanja cijevi koristi se na čeličnim i željeznim cjevovodima za grijanje, ventilaciju, klimatizaciju i druge sustave.
U međuvremenu, slična mehanička metoda spajanja s narebricom dostupna je i za bakrene cijevi promjera od 50 mm do 200 mm. Komplet za mehaničko spajanje nareženih dijelova sadrži:
- spojnice,
- brtve,
- razne armature.
Mehanički sustav narezivanja nudi praktičnu alternativu lemljenju bakrenih cijevi većeg promjera. Sukladno tome, metoda utora ne zahtijeva dodatno zagrijavanje (pomoću otvorenog plamena), kao u slučaju lemljenja ili mekog lemljenja.
Utor za narezivanje na kraju bakrene cijevi jedan je od glavnih elemenata metode spajanja "narebreni utor". Mjerenje nakon valjanja određuje prikladan spoj
Lijepljenje utora temelji se na svojstvima duktilnosti bakra i povećane čvrstoće ovog metala tijekom hladnog rada. Dizajn uključuje brtvljenje sustava stezanja, za što se koristi brtva od sintetičkog elastomera (EPDM - Ethylene Propylene Diene Methylene) i posebno dizajnirana stezaljka.Brojni proizvođači diljem svijeta nude alate za stvaranje nazubljeni spojevi - brtve, stezaljke, spojnice.
Okovi različitih veličina i radne stezaljke s brtvama koriste se u izvedbi spojeva izvedenih metodom nazubljenih utora
Priprema i izrada spoja narebrenog utora
Kao i kod drugih postupaka spajanja bakra bez lemljenja, pravilna priprema kraja cijevi je od primarne važnosti u stvaranju čvrstog, nepropusnog zavara. Pravi izbor alata za narezivanje za svaku vrstu bakrene cijevi također je očit. Preporuke proizvođača moraju se slijediti kako bi se osigurala sigurna priprema ovih vrsta priključaka bez problema.
Tablica dopuštenih tlakova i temperatura za ovu vrstu priključka
| Vrsta veze | Raspon tlaka, kPa | Raspon temperature, ºC |
| Utor, D = 50,8 - 203,2 mm, tip K, L | 0 — 2065 | minus 35 / plus 120 za K minus 30 / plus 80 za L |
| Utor za valjak, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm tip M | 0 — 1725 | minus 35 / plus 120 |
| 0 — 1375 | minus 30 / plus 80 |
Korak po korak postupak sastavljanja čvora s nazubljenim žljebovima:
- Krajeve bakrenih cijevi izrežite točno okomito na os.
- Uklonite neravnine nakon rezanja i skošenja.
- Zarolajte utore do željenih dimenzija prema zahtjevima proizvođača okova.
- Provjerite ima li oštećenja na spojevima, brtvama, stezaljkama.
- Podmažite brtve prema preporukama proizvođača.
Prije konačne montaže, provjerite jesu li površine stezanja čistoće i krhotine. Sastavite smjesu prema preporukama proizvođača.
Praktično sastavljen ulomak čvora metodom "utor za narezivanje".Elastične brtve steznog nosača tretiraju se malom količinom maziva prije konačnog sjedenja bakrenih cijevi.
Stezne matice treba konačno zategnuti na potreban zakretni moment prema preporukama proizvođača. Nakon zatezanja vijaka, područje stezaljke treba ponovno ispitati kako bi se osiguralo da je sklop pravilno sastavljen.
Testiranje kompletnog sustava s narezkom
Ispitivanje cijelog sustava cjevovoda može se izvesti primjenom tlaka zraka ili vode na sustav. Hidropneumatska metoda također nije isključena kada se primjenjuje relativno visok ispitni tlak.
Međutim, treba uzeti u obzir da vrijednost ispitnog tlaka ne smije prelaziti najveći dopušteni radni tlak koji je odredio proizvođač sustava s nazubljenim utorima.
Alati će vam trebati
Da biste izvršili kompetentnu instalaciju, morate imati sljedeće alate:
- Rezač cijevi - mora se odabrati na temelju specifične vrste poprečnog presjeka cijevi. Može biti mehanički ili ručni;
- Brusilica - može se zamijeniti brusnim papirom;
- Plinski plamenik za lemljenje bakrenih cijevi ili lemilice s fluksom i lemom.
Rad počinje izradom plana sustava grijanja s obveznim označavanjem mjesta na kojima se planiraju ugraditi baterije. Sljedeći korak je rezanje cijevi na rezane duljine. Treba imati na umu da krajevi moraju biti strogo okomiti. Izrezani uzorci moraju biti bez neravnina. Spojevi se moraju očistiti fino zrnatim brusnim papirom.










Na očišćeni kraj cijevi nanosi se fluks, nakon čega se (kraj) umetne u radijator ili spojnicu dok se ne zaustavi.Nakon toga, lem se nanosi na spoj za lemljenje bakrenih cijevi za grijanje. Dijelovi koji se spajaju na spoju zagrijavaju se plinskim plamenikom. Mora se paziti da plamen ne dotakne lem. Ali, u isto vrijeme, mora se rastopiti kako bi se popunile praznine između spojnice i cijevi.
Sorte bakrenih proizvoda
Postoji nekoliko klasifikacija bakrenih cijevi. Razmotrimo neke od njih. Prema načinu proizvodnje razlikuju se proizvodi:
- Neožareno. Izrađuju se od čistog metala štancanjem ili valjanjem. Karakterizira ih visoka vlačna čvrstoća, koja iznosi oko 450 MPa. U tom se slučaju smanjuje duktilnost metala, što stvara određena ograničenja u korištenju dijelova.
- Žareno. Razlikuju se po posebnoj tehnologiji obrade. Cijevi se zagrijavaju na 700C, a zatim postupno hlade. Kao rezultat toga, proizvodi pomalo gube snagu, ali postaju duktilniji. Takve se cijevi savršeno protežu, neposredno prije prekida, duljina elementa može se povećati jedan i pol puta. Žareni proizvodi su mekši, što pojednostavljuje njihovu ugradnju.
Oblik presjeka razlikuje okrugle i pravokutne elemente. Potonji se razlikuju po većoj cijeni, što je zbog složenosti njihove proizvodnje. Koriste se za proizvodnju vodiča u namotima statora električne opreme hlađene tekućinskom metodom. Standardne veličine neizoliranih bakrenih proizvoda u pogledu vanjskog promjera variraju od 12 do 267 mm. Osim toga, svaka od standardnih veličina može imati različitu debljinu stijenke, koja je u rasponu od 0,6 do 3 mm. Za opskrbu plinom koriste se proizvodi s minimalnom debljinom od 1 mm.U vodovodu se najčešće koriste veličine 22, 18, 15, 12 x 1 mm, 52 x 2 mm i 42, 35, 28 x 1,5 mm.
Žarene bakrene cijevi gube određenu snagu, ali stječu posebnu plastičnost i mekoću, što olakšava proces njihove ugradnje.
GOST 52318-2005 regulira proizvodnju bakrenih dijelova u tri vrste, koji se razlikuju po stupnju tvrdoće, radnim i mehaničkim svojstvima:
- Mekana. Označeno M ili W, zastarjelo r ili F22. Izdržati širenje bez pukotina i lomova u procesu povećanja vanjskog promjera za 25%. Može se podvrgnuti savijanju i hladnom spoju bez ugradnje. Proizvodi se koriste za uređenje sustava grijanja i vodoopskrbe s grednim razvodom cjevovoda do grijanja i vodovoda, kao i za dizalice topline, podno i panelno grijanje.
- Polučvrsta. Oznaka P ili HH, zastarjela verzija z. Dijelovi podnose ekspanziju u procesu povećanja promjera cijevi za 15%. Manja duktilnost od mekih proizvoda zahtijeva korištenje topline za spajanje bez priključka. Za savijanje trebat će vam savijač cijevi.
- Čvrsto. Oznaka T ili H, zastarjeli z6 ili F30. Tijekom ugradnje, širenje cijevi događa se samo tijekom procesa grijanja. Za savijanje dijela koristi se savijač cijevi. Čvrsti, kao i polučvrsti elementi koriste se za uređenje autocesta bez čestih promjena smjera kretanja i skretanja. Osim toga, takvi se proizvodi koriste za cjevovode koji zahtijevaju povećanu mehaničku čvrstoću.
Neki proizvođači proizvode posebne cijevi s dodatnim opcijama koje su tražene za sustave grijanja i vodoopskrbe:
- Izoliran polietilenskim tankosjednim omotačem, debljine 2-2,5 mm. Materijal je otporan na kemijska i mehanička opterećenja, nanosi se na cijevi promjera od 12 do 54 mm. Plašt smanjuje gubitke topline prisutne u sustavima grijanja i sprječava stvaranje kondenzata na cijevima hladne vode.
- Sa zaštitnom izolacijom debljine 2,5 do 3 mm. Unutarnja strana polietilenske ljuske opremljena je malim uzdužnim zubima koji tvore zračne kanale. Tako se poboljšavaju karakteristike toplinske izolacije i postaje moguće provesti toplinsko širenje monolitne cijevi s temperaturnim fluktuacijama.
- S termoizolacijskim omotačem od pjenastih materijala: sintetičke gume, polietilenske pjene, meke poliuretanske pjene itd. Širina izolacijskog sloja može biti veća od 30 mm. Školjka se koristi za smanjenje visokog prijenosa topline u sustavima tople vode i grijanja.
Po potrebi možete kupiti posebne dijelove za zaklon i toplinsku izolaciju instaliranih cjevovoda.
Priključci se koriste za spajanje bakrenih dijelova. Njihov raspon je vrlo širok. Razlikuju se po obliku i dizajnirani su za izradu raznih vrsta veza.
Mogućnosti spajanja cijevi od bakra
Prilikom montaže grijanja koriste se različite metode ugradnje. Dakle, spajanje bakrenih cijevi vrši se sklopivom i nesklopivom metodom. U prvom slučaju koriste se prirubnice, pričvršćivači s navojem, okovi, koji se automatski fiksiraju.Prilikom projektiranja neodvojivog sustava grijanja koriste se prešanje, lemljenje i zavarivanje.
Spoj za zavarivanje
Pogledajmo proces zavarivanja bakrenih cijevi. Ova tehnika spajanja primjenjuje se na cijevi promjera 108 mm ili više. Debljina stijenke materijala za grijanje mora biti najmanje 1,5 mm. Za izvođenje radova zavarivanja, u ovom slučaju, potrebno je samo sučeljavanje, dok bi odgovarajuća temperatura trebala biti 1084 stupnja. Vrijedno je dodati da se ova opcija za ugradnju grijanja ne preporučuje ručno.
Do danas graditelji koriste nekoliko vrsta zavarivanja:
- Plinsko zavarivanje pomoću plamenika tipa oksi-acetilen.
- Zavarivanje potrošnim elektrodama, izvedeno u okruženju inertnog plina - argon ili helij.
- Zavarivanje u kojem se koriste netrošne elektrode.
U većini slučajeva za spajanje bakrenih elemenata koristi se metoda lučnog zavarivanja. Ako su cijevi koje se planiraju koristiti za montažu cjevovoda izrađene od čistog bakra, tada je potrebno koristiti netopljive volframove elektrode u okruženju argona, dušika ili helija. Kod zavarivanja bakrenih elemenata proces mora biti brz. To će spriječiti stvaranje raznih oksidacija na metalnoj podlozi cijevi.
Zavarivanje bakrenih cijevi
Da bi se takva veza dala čvrstoći, nakon završetka radova na pristajanju, preporuča se dodatno kovanje rezultirajućih spojeva.
Spajanje na šiljci
Događa se da korištenje plamenika za zavarivanje tijekom ugradnje sustava grijanja stvara neke neugodnosti. U ovom slučaju, preporuča se pribjeći spojevima bakrenih cijevi.Ova metoda instalacije će se pokazati odvojivom, što će igrati pozitivnu ulogu u slučaju prisilnog grijanja.
Operacija ove vrste zahtijevat će obveznu prisutnost uređaja za spaljivanje. Pokušat ćemo detaljno opisati kako spojiti cijevi za grijanje raširenjem:
- za početak, vrh cijevi se čisti kako bi se s njegove površine uklonile ogrebotine i neravnine nastale tijekom piljenja materijala;
- spojnica je pričvršćena na cijev;
- zatim se cijev umetne u uređaj za stezanje, uz pomoć kojeg se vrši daljnje širenje;
- tada biste trebali početi zatezati vijak alata sve dok kut kraja cijevi ne dosegne 45 stupnjeva;
- nakon što je područje cijevi spremno za spajanje, na njega treba dovesti spojnicu i zategnuti matice.
Više o procesu možete saznati u videu ispod.










Način spajanja pritiskom na tipku
Uz sve gore navedene metode za ugradnju cijevi za grijanje, postoji i tehnika prešanja. Za spajanje bakrenih elemenata u ovom slučaju potrebno je prethodno pripremljeni kraj cijevi umetnuti u spojnicu dok se ne zaustavi. Nakon toga bit će potrebna uporaba hidrauličke ili ručne preše kroz koju će se cijevi učvrstiti.
Ako se grijanje planira sastaviti od cijevi debelih stijenki, bit će potrebni prešani spojevi s posebnim kompresijskim rukavima. Ovi elementi omogućuju komprimiranje cijevi i spojnica za grijanje iznutra, dok će vanjske brtve osigurati izvrsnu nepropusnost konstrukcije.
Priključci tipa navoja
Nažalost, na tržištu je nemoguće pronaći bakrene cijevi s navojnim spojevima, pa je uobičajeno koristiti spojnice koje imaju spojnu maticu za spajanje dijelova sustava grijanja.
Za spajanje bakrenih cijevi s cijevima od drugih materijala koriste se brončani ili mjedeni navojni spojevi. Njihova uporaba eliminira mogućnost galvanske korozije. U slučaju da se cijevi razlikuju u promjeru, pribjegavajte pomoći posebnim ekspanderima.
S obzirom na vrste brtvi koje se danas koriste za bakrene sustave grijanja, postoje dvije vrste navojnih spojeva:
- Konsolidacije konusnog tipa ("Amerikanci"). Ovi elementi se preporučuju za instalaciju grijanja u uvjetima visokih temperaturnih pokazatelja.
- Priključci ravnog tipa. Takvi materijali uključuju u svoj dizajn brtve izrađene od polimernih materijala različitih boja. Brtve su obojane u različitim bojama kako bi se označile temperature na kojima možete raditi s takvim elementima.
Shema spajanja bakrenih cijevi
Samostalna montaža
Ugradnja cjevovoda pomoću bakrenih cijevi sasvim je izvediva vlastitim rukama. Da biste to učinili, koristite plinski plamenik i lem, koji je dvije vrste - tvrdi i mekani. Tvrdi lem se koristi za visokotemperaturno lemljenje u komunikacijama za vodoopskrbu, plin i grijanje. Mekana - za lemljenje na nižim temperaturama u kućnim uvjetima.

- četkanje i brušenje unutarnje strane fuge;
- primjena paste za fluks iznutra i izvana;
- zagrijavanje priključne točke plinskim plamenikom.
Iskoristite ove savjete. Nemojte uklanjati neravnine nakon obrezivanja rubova cijevi brusnim papirom. Jedan od krajeva cijevi mora se proširiti ekspanderom cijevi tako da se uklapaju jedan u drugi
Prilikom nanošenja paste fluksa pazite da je nema previše i da ne uđe u lumen cijevi prilikom lemljenja.
Važno je ne pregrijati spoj, 15-20 sekundi je dovoljno za postizanje učinka. Zagrijavanje se zaustavlja kada fluks poprimi srebrnu boju.
Prije pokretanja gotovog sustava preporučljivo je isprati ga pod velikim pritiskom vode kako bi se uklonile sve čestice iz procesa ugradnje.
Rad s otvorenim plamenom zahtijeva sigurnosne mjere. Za vrijeme ovih radova vrijedi voditi brigu o životu i zdravlju.
Bakreni cjevovodi, zbog svojih izvrsnih svojstava, pokazali su se kao pouzdana opcija za sustav grijanja, uz mogućnost opskrbe toplom i hladnom vodom.
Klasifikacija prema materijalima proizvodnje
Izbor materijala ovisi o radnim opterećenjima - tlaku, protoku tekućine, (ponekad i o njegovoj gustoći), kao io razini hidrauličkog otpora. Uostalom, okov je dodatna prepreka protoku uzrokovana raznim susjednim elementima - brtvama i dizajnerskim značajkama samog proizvoda - prisutnosti plima, izbočina, radijusa zakrivljenosti, prijelaznih dijelova itd.
Materijali koji se preporučuju za izradu dotičnih dijelova također se odabiru uzimajući u obzir proizvodnost njihove proizvodnje:
- Lijevano željezo. Češće se koriste lijevano željezo s nodularnim grafitom (razred VCh100), koji ima dovoljnu čvrstoću i zadovoljavajuću duktilnost. Vrlo često postoje adapteri izrađeni od nodularnog željeza razreda SCH30 ili SCH35, kao i od nodularnog lijeva KCh35-10 ili KCh 37-12. U nekim slučajevima, gotovi proizvodi su pocinčani kako bi se poboljšao njihov izgled.
- Željezo.Uglavnom se koristi nehrđajući čelik 08X18H10, kao i njegovi inozemni kolege. Druge marke koriste se u sustavima dizajniranim za pumpanje korozivnih medija na povišenim temperaturama, koji su kontaminirani abrazivnim česticama. Ovdje se koristi čelik tipa 45X. 40HN. 40HNM i slično.
- Mjed. Pri korištenju tehnologije plastične deformacije vođeni su markama deformabilnog mjedi: obični od L70, višekomponentni - LA-77-2, LN 65-5. Od lijevanog mesinga - LTs40S, LTs25S2 itd.
- Metal-plastika na bazi deformabilnog aluminija i polietilena razreda PE-X ili PE-RT.
- Polietilen niskog tlaka (HDPE). Pri niskim radnim opterećenjima koriste se polimeri koji su proizvedeni prema tehničkim zahtjevima GOST 16338-85.

Fitingi za HDPE cijevi: vrste spojnica i mogućnosti spajanja cjevovoda U građevinarstvu se sve više koriste cjevovodi od HDPE. Zato je i potražnja za elementima za ojačanje sve veća. Uz njihovu pomoć instalacija cijevi postaje laka i brza ...










Sorte bakrenih proizvoda
Trenutno postoji nekoliko vrsta bakrenih cijevi. Ispod su glavni.
Po dogovoru
Sljedeće cijevi se koriste za njihovu namjenu:
- za namještaj - od kroma - 25 mm;
- za komercijalnu opremu - ovalni proizvod - 25 mm;
- u proizvodnji nosača namještaja - 50 mm (bar);
- za kuhinjsku sobu - 50 i 26 mm (ograda i šipka).
U proizvodnji namještaja koristi se kromirana cijev za namještaj. Koristi se u glavnoj strukturi namještaja - kao metalna šipka. Za razliku od okruglog, ima pravokutni presjek. Najčešće korišteni profil je 40*100, 40*80, 50*50.
Postavlja se samo na ravnu površinu, a također se koristi u popravcima iu tvornicama automobila - pri stvaranju snažnog okvira.
Prema načinu izrade
Ovisno o načinu proizvodnje, takve se bakrene cijevi koriste kao:
Nežaljeni bakreni cjevovodi. Izrađen je od čistog metala pomoću štancanja.
Ima visoku vlačnu čvrstoću. U tom slučaju metal postaje manje duktilan, nakon čega postoje neka ograničenja u korištenju takve cijevi.
Žarene bakrene cijevi su plastične, ova kvaliteta olakšava proces ugradnje
Žarena bakrena cijev. Prolazi kroz posebnu tehnologiju obrade. Zagrije se na 700 stupnjeva Celzijevih, a zatim ohladi. U tom slučaju elementi cjevovoda postaju manje jaki, ali fleksibilniji.
Osim toga, dobro se protežu - prije lomljenja, njihova se duljina povećava za 1,5 puta.
Proizvodi od žarenih cjevovoda su mekši, pa je njihova ugradnja brža i lakša.
Po obliku presjeka
Prema obliku presjeka razlikuju se:
- okrugle vodovodne cijevi;
- elementi cjevovoda koji imaju oblik pravokutnika. Koriste se za stvaranje vodiča u namotu statora električne opreme, koja se hladi tekućinom.
Dimenzije bakrenih cijevi mogu se odrediti vanjskim promjerom, koji iznosi 12-267 mm. U ovom slučaju, bilo koja veličina cijevi ima određenu debljinu stijenke jednaku 0,6-3 mm.
Prilikom provođenja plina u kuće koriste se cijevi debljine najmanje 1 mm.
Prilikom postavljanja vodovoda u mnogim slučajevima koristi se bakrena vodovodna cijev, koja ima takve veličine kao što su: 12, 15, 18, 22 do 1 mm, 28, 35, 42 do 1,5 mm i 52 do 2 mm.
Prema stupnju tvrdoće
Prema stupnju tvrdoće koriste se bakrene cijevi, kao što su:
Mekana. Oznaka je M ili W. Sposobni su izdržati ekspanziju bez pucanja i kidanja kada se vanjski promjer proširi za 25%.
Takvi proizvodi cjevovoda koriste se kada se stvara sustav grijanja ili se polažu cjevovodi za opskrbu vodom potrošača. Istodobno se vrši distribucija greda cjevovoda do vodovodnih i grijaćih uređaja.
Meki elementi cjevovoda u većini slučajeva koriste se u izgradnji i popravku vodovodnih cijevi. Njihovo povezivanje smatra se najjednostavnijim - spajanje se može obaviti bez upotrebe dodatne opreme.








Bakrene cijevi mogu izdržati visoku temperaturu tekućina koje se transportiraju kroz njih
Polučvrsta. Imaju sljedeće oznake - P ili NN. Takvi proizvodi cjevovoda mogu izdržati ekspanziju s povećanjem promjera od 15%.
Kada su ugrađeni, grijanje se koristi za spajanje cijevi bez upotrebe spojnica. Za savijanje ili savijanje polučvrstih proizvoda koristi se savijač cijevi za bakrene cijevi.
Čvrsto. Označeni su sljedećim slovima - T ili H. Kada su ugrađeni, distribucija se vrši samo tijekom grijanja. Za savijanje cijevi koristite savijač cijevi.
Posljednje 2 vrste bakrenih proizvoda koriste se u izgradnji raznih autocesta.
Također, takvi dijelovi se koriste u izgradnji cjevovoda, koji bi trebao imati povećanu mehaničku čvrstoću.
Brtvljenje takvih cijevi smatra se važnim procesom. Uostalom, njihovo odvajanje može se dogoditi u bilo kojem trenutku - na primjer, kada je brtvilo iscrpljeno. U slučaju takve situacije, bit će potrebno potpuno preraditi zglobove.
Vrste namota
Proizvođači koriste različite vrste namota za bakrene cijevi:
- FUM traka. Ova traka se koristi u svim vrstama navojnih spojeva;
- stvrdnjavajuća brtvila za vodovod. Takav se materijal koristi u raznim poduzećima iu svakodnevnom životu;
- domaće brtvilo za vodovod. Cijevi koje su postavljene u kućama iz 1940-ih ne cure.
Također, ova metoda se može primijeniti ako je potrebno napraviti grijanje od bakrenih cijevi.
Ako crveno olovo nije dostupno, onda treba koristiti običnu PF boju.
Brtvljenje pri radu sa sustavima koji provode tekućinu je obavezno