
- Koji su okovi na tržištu
- Kompresijski spojevi
- Press fitinzi
- Kapilarni
- Ugradite sami bakrene cijevi za vodoopskrbu i sustave grijanja
- Prikladan broj
- Skupština
- Nijanse rada s bakrenim cijevima
- Zahtjevi za obradu cijevi i zavarivanje
- O interakciji bakra s drugim metalima
- Nevažeće pogreške
- Mogućnosti spajanja cijevi od bakra
- Spoj za zavarivanje
- Spajanje na šiljci
- Način spajanja pritiskom na tipku
- Priključci tipa navoja
- Namjena kočionih cijevi
- Metode spajanja bakrenih cijevi
- Tajne lemljenja plinskim plamenikom
- Spajanje s kompresijskim spojnicama
Koji su okovi na tržištu
Ugradnja bakrenih cijevi "uradi sam" smatra se jednostavnim zadatkom. Prilikom spajanja ovih cjevovodnih proizvoda potrebno je koristiti Viega spojnice za lemljenje.
Trenutno se koriste 3 vrste armatura:
- kompresija;
- press spojnice;
- kapilarni.
Za ugradnju press spojnica morate koristiti set kliješta različitih promjera i različitih oblika.
Kompresijski spojevi
Kompresijski fitinzi za bakrene cijevi imaju prsten koji se koristi kod presovanja. Ovaj dio održava pouzdano brtvljenje bakrenih cijevi. Takvi bakreni spojevi moraju se zategnuti posebnim ključem i maticama.
Također, fitinzi za bakrene cijevi za prešanje mogu biti 2 vrste:
- Tip A. Koristi se u izgradnji kopnenih cjevovoda, koji je izrađen od polučvrstog bakra;
- Tip B. Takvi spojni spojevi za bakrene cijevi koriste se u izgradnji raznih komunikacija - podzemnih i nadzemnih. U ovom slučaju koriste se mekane cijevi.
Kao rezultat toga, ugradnja kompresijskih spojnica je jednostavna i prikladna. U tom slučaju ne morate koristiti grijanje i koristiti posebnu opremu.
Press fitinzi
Pri korištenju press fitinga slijedi činjenica da bakar daje cijevima visoku duktilnost.
Prešani spojevi su osjetljivi na deformacije, koje se mogu pojaviti na cjevovodu pod vanjskim utjecajem. Ovi proizvodi, koji se koriste u cijevima za stiskanje, smatraju se najpouzdanijima.
Spajanje bakrenih cijevi vrši se na ovaj način: prvo se takvi bakreni proizvodi umetnu u prešu, a zatim se čvrsto stisnu posebnim kleštima.
Zahvaljujući korištenju takve tehnologije, stvara se pouzdana veza.
Kapilarni
Priključci od kapilarnog bakra su zalemljeni konektori. Spajanje cijevi iz ovih dijelova vrši se u konstrukciji lema.
Lem je žica koja je izrađena od bakra i postavlja se ispod navoja kapilarnog spoja.
Ugradnja takvog dijela vrši se na sljedeći način:
- na cijev se postavlja spojnica koja je prethodno obložena fluksom;
- zatim se spojni element zagrijava plamenikom. U tom slučaju, sve dijelove cijevi treba dobro zagrijati tako da se lem potpuno otopi i da su svi spojevi takvih proizvoda impregnirani s njim;
- nakon što se bakreni proizvod ohladi, uklonite višak lema s njega brusnim papirom.
Glavna prednost kapilarnih spojnica je mogućnost brze ugradnje bez upotrebe grijača ili plamenika. Ugrađuju se na objekte gdje se plamenik ne može koristiti, kao i u spremnik ili spremnik.
Spajanje takvih spojnica smatra se pouzdanijim od one izrađene pomoću kompresijskih elemenata.
Prilikom polaganja cjevovoda u cijeloj kući potrebno je postaviti nekoliko cijevi. U tom slučaju treba koristiti ekspander bakrene cijevi, koji ima nisku cijenu.
Također, prilikom ugradnje takvih cijevi, možete puno uštedjeti ako su bakrene cijevi prirubljene - izrada spojke i spojnica za lemljenje vlastitim rukama. U tom slučaju možete izraditi bakrene spojnice za lemljenje, koristeći alate kao što su beader i ekspander cijevi.
Kako biste sami izradili zalemljene bakrene spojnice, možete kupiti set ekspandera bakrenih cijevi - ručnim ili električnim.
Također, pri postavljanju takvih elemenata cjevovoda koristi se valjak od bakrene cijevi. Ovim alatom metal se valja oko valjka određene veličine. Premještanjem podesivih valjaka na neregulirane, odabire se potrebni promjer dijela.









Valjanje bakrenih cijevi omogućuje izradu izratka potrebnog oblika od duktilnih metala ili plastičnih materijala.
GLEDAJ VIDEO
Trošak takvih cijevi ovisi o presjeku, debljini stijenke, stupnju bakra i drugim čimbenicima. Prosječna cijena za bakrene cijevi i spojeve počinje od 415 rubalja / kg. Po snimci - od 200 rubalja / m. P.
Priključci koštaju 25 - 986 rubalja / komad.
Ugradite sami bakrene cijevi za vodoopskrbu i sustave grijanja
- Prije ugradnje potrebno je izrezati cijevi na segmente potrebne duljine.
- Bolje je rezati cijevi za grijanje rezačem cijevi ili pilom za metal.
- Unutarnja površina cjevovoda mora biti očišćena od neravnina i metalnih strugotina. Da biste izvršili ovaj zadatak, trebat će vam datoteka i strugač.
- Točka reza mora se izravnati, osobito u slučajevima kada je rezanje obavljeno metalnom pilom za metal, što malo deformira cijev.
- Cjevasti proizvod možete saviti ručno ili pomoću posebnog alata.
- Ako sustav grijanja ima zakrivljene dijelove posebno složenog oblika, preporuča se korištenje savijača cijevi. Takav zavoj će zaštititi materijal od neželjenih nabora, koji naknadno mogu postati mjesto korozije.
- Proizvodi bi trebali biti savijeni s minimalnim dopuštenim radijusom.
- Radijus savijanja pri izvođenju radova s rezačem cijevi mora biti najmanje 3,5 puta veći od promjera cjevovoda. Ako se cijevi savijaju ručno, treba izvesti radijus savijanja od najmanje 8 promjera.
Sustav grijanja s bakrenim cijevima
Spajanje elemenata bakrenog sustava grijanja izvodi se na dva već poznata načina:
- Priključci za stiskanje;
- metoda lemljenja.
Zbog činjenice da se bakar može lako savijati, instalacija je jednostavna i zahtijeva mali broj okova. Međutim, potrebno je zapamtiti neka pravila za kombiniranje materijala u sustavu grijanja.
Ako se korištenje aluminijskih radijatora ne može izbjeći, prijelaz se mora izvršiti kroz čeličnu cijev. To će pomoći da se izbjegne pojava korozije pri spajanju bakra i aluminija. Što se tiče radijatora od drugih materijala, na primjer, čelika ili lijevanog željeza, takvih problema nema.
Ugradnja bakrenih cijevi je proces koji se može izvesti na različite načine. Postoji nekoliko opcija za spajanje takvih proizvoda, koje uključuju montažu, zavarivanje i lemljenje. Dopušteno je koristiti armature drugih proizvođača, što u određenim slučajevima može smanjiti financijske troškove.
Prikladan broj
Za instalaciju bakrenih cjevovoda potrebni su okovi. Mogu biti uvijeni ili zalemljeni. U prvom slučaju, veza će biti odvojiva, u drugom - jednodijelna.
Izbor okova također će utjecati na pričvršćivanje svih elemenata.
Skupština
Nakon brojanja potrebnog broja spojnica, počinje montaža cijevi. Za početak, rubovi proizvoda prekriveni su tankim slojem fluksa. Postupak je neophodan kako bi se spriječio proces oksidacije, koji se nužno događa kada se elementi zagrijavaju. Ova metoda obrade sprječava taloženje stranih tvari na zglobu, koje negativno utječu na čvrstoću.
Krajevi cijevi stisnuti spojnicama stegnuti su uz pomoć posebnih hvataljki. Upravo taj pritisak uzrokuje fiksaciju.
Nijanse rada s bakrenim cijevima
Za ugradnju unutarnjih cjevovoda u kuću možete odabrati cijev od plastike, metal-plastike ili nehrđajućeg čelika. Ali samo analog od bakra može služiti bez problema i remonta više od pola stoljeća.
Ispravno instalirani bakreni cjevovodni sustavi u praksi rade ispravno tijekom cijelog razdoblja rada, koji je dodijeljen vikendici ili stambenoj zgradi.
Bakrene cijevi se ne boje dugotrajnih toplinskih opterećenja, klora i ultraljubičastog zračenja.Prilikom smrzavanja ne pucaju, a kada se promijeni temperatura unutarnjeg okoliša (voda, kanalizacija, plin) ne mijenjaju svoju geometriju. Za razliku od plastičnih kolega, bakreni cjevovodi ne propadaju. Ova plastika je podložna ekspanziji na visokim temperaturama, s bakrom se to ne događa po definiciji.
Proizvodi od bakra za cijevi imaju dva nedostatka - visoku cijenu i mekoću metala. Međutim, visoka cijena materijala isplati se dugim vijekom trajanja. A kako se zidovi cijevi iznutra ne bi oštetili erozijom, u sustav se moraju ugraditi filteri. Ako u vodi nema onečišćenja u obliku čvrstih čestica, tada neće biti problema s uništavanjem cjevovoda.










Zahtjevi za obradu cijevi i zavarivanje
Prilikom rada s bakrenim cijevima potrebno je poštivati sljedeća pravila:
- Prilikom montaže cijevi za hladnu ili toplu vodu lemljenjem treba isključiti upotrebu olovnog lema - olovo je previše otrovno.
- Brzina protoka vode ne smije prelaziti 2 m/s, inače će najsitnije čestice pijeska ili druge čvrste tvari postupno početi uništavati stijenke cijevi.
- Pri korištenju tokova, nakon dovršetka ugradnje, cjevovodni sustav mora se bez greške isprati - tok je agresivna tvar i pridonijet će koroziji zidova bakrenih cijevi.
- Prilikom lemljenja ne smije se dopustiti pregrijavanje spoja - to može dovesti ne samo do stvaranja spoja koji propušta, već i do gubitka čvrstoće bakrenog proizvoda.
- Prijelaze cijevi s bakra na druge metale (čelik i aluminij) preporuča se izvesti pomoću mjedenih ili brončanih adaptera - inače će čelične i aluminijske cijevi brzo početi korodirati.
- Neravnine (metalne naslage) i neravnine na mjestima rezanja moraju se ukloniti - njihova prisutnost dovodi do stvaranja turbulentnih vrtloga u protoku vode, što pridonosi eroziji i smanjenju radnog vijeka bakrenog cjevovoda.
- Prilikom pripreme bakrenih cijevi za spajanje, strogo je zabranjeno koristiti abrazivne tvari - njihove čestice koje ostanu nakon ugradnje unutra će dovesti do oštećenja metala i stvaranja fistule.
Ako u vodovodu ili sustavu grijanja u kući, osim bakra, postoje i cijevi ili elementi od drugih metala, tada bi protok vode trebao ići od njih do bakra, a ne obrnuto. Protok vode od bakra do čelika, cinka ili aluminija dovest će do brze elektrokemijske korozije dijelova cjevovoda iz potonjeg.
Zbog duktilnosti i čvrstoće metala, bakrene cijevi se lako režu i savijaju. Cjevovod se može rotirati ili pomoću savijača cijevi ili pomoću spojnica. A za grananje i povezivanje s raznim uređajima postoji mnogo dijelova od plastike otporne na toplinu, mjedi, nehrđajućeg čelika i bronce.
O interakciji bakra s drugim metalima
U većini privatnih kuća vodovodne cijevi za kućanstvo sastavljene su od čeličnih i aluminijskih cijevi. U sustavima grijanja postoje i radijatori od čelika ili aluminija. Netočno umetanje u takav raspored bakrenih cijevi prepun je značajnih problema.
Najoptimalnija opcija ugradnje je uporaba cijevi i uređaja isključivo od bakra i njegovih legura. Sada možete lako pronaći bimetalne aluminij-bakrene radijatore, kao i odgovarajuće armature i ventile. Kombiniranje različitih metala je samo u ekstremnim slučajevima.
Ako je kombinacija neizbježna, tada bi bakar trebao biti posljednji u lancu elemenata cjevovoda. Nemoguće ga je riješiti sposobnosti provođenja električne struje. A u prisutnosti čak i slabe struje, ovaj metal stvara galvanske parove s čelikom, aluminijem i cinkom, što neizbježno dovodi do njihove prerane korozije. Prilikom ugradnje vodoopskrbnog sustava potrebno je između njih umetnuti brončane adaptere.
Drugi potencijalni problem je kisik u vodi. Što je veći njegov sadržaj, cijevi brže korodiraju. To se odnosi na cjevovode i od istog metala i izrađene od različitih.
Često vlasnici vikendica čine ozbiljnu pogrešku često mijenjajući rashladnu tekućinu u sustavu grijanja. To samo dovodi do dodavanja potpuno nepotrebnih porcija kisika. Vodu je najbolje ne mijenjati do kraja, već je dodati kada se ukaže potreba.
Nevažeće pogreške
Razlog za nekvalitetno spajanje dvaju dijelova najčešće je žurba, stoga morate zapamtiti da kontrolirate rubove proizvoda zbog odsutnosti stranih malih predmeta koji se mogu stvoriti nakon rezanja.
Prilikom nanošenja fluksa važno je pokušati ne propustiti ni najmanje područje površine, jer svaki nedostatak može uzrokovati loš kontakt. Ako se bilo koji dio površine malo zagrije, to će dovesti do slabe fuzije dvaju metala. Pregrijavanje može spaliti tok i formirati kamenac ili oksid na mjestu lemljenja, što utječe na njegovu pouzdanost.
Pregrijavanje može spaliti tok i formirati kamenac ili oksid na mjestu lemljenja, što utječe na njegovu pouzdanost.
Ako se bilo koji dio površine malo zagrije, to će dovesti do slabe fuzije dvaju metala. Pregrijavanje može spaliti tok i formirati kamenac ili oksid na mjestu lemljenja, što utječe na njegovu pouzdanost.
Mogućnosti spajanja cijevi od bakra
Prilikom montaže grijanja koriste se različite metode ugradnje. Dakle, spajanje bakrenih cijevi vrši se sklopivom i nesklopivom metodom. U prvom slučaju koriste se prirubnice, pričvršćivači s navojem, okovi, koji se automatski fiksiraju. Prilikom projektiranja neodvojivog sustava grijanja koriste se prešanje, lemljenje i zavarivanje.
Spoj za zavarivanje
Pogledajmo proces zavarivanja bakrenih cijevi. Ova tehnika spajanja primjenjuje se na cijevi promjera 108 mm ili više. Debljina stijenke materijala za grijanje mora biti najmanje 1,5 mm. Za izvođenje radova zavarivanja, u ovom slučaju, potrebno je samo sučeljavanje, dok bi odgovarajuća temperatura trebala biti 1084 stupnja. Vrijedno je dodati da se ova opcija za ugradnju grijanja ne preporučuje ručno.
Do danas graditelji koriste nekoliko vrsta zavarivanja:
- Plinsko zavarivanje pomoću plamenika tipa oksi-acetilen.
- Zavarivanje potrošnim elektrodama, izvedeno u okruženju inertnog plina - argon ili helij.
- Zavarivanje u kojem se koriste netrošne elektrode.
U većini slučajeva za spajanje bakrenih elemenata koristi se metoda lučnog zavarivanja. Ako su cijevi koje se planiraju koristiti za montažu cjevovoda izrađene od čistog bakra, tada je potrebno koristiti netopljive volframove elektrode u okruženju argona, dušika ili helija. Kod zavarivanja bakrenih elemenata proces mora biti brz.To će spriječiti stvaranje raznih oksidacija na metalnoj podlozi cijevi.











Zavarivanje bakrenih cijevi
Da bi se takva veza dala čvrstoći, nakon završetka radova na pristajanju, preporuča se dodatno kovanje rezultirajućih spojeva.
Spajanje na šiljci
Događa se da korištenje plamenika za zavarivanje tijekom ugradnje sustava grijanja stvara neke neugodnosti. U ovom slučaju, preporuča se pribjeći spojevima bakrenih cijevi. Ova metoda instalacije će se pokazati odvojivom, što će igrati pozitivnu ulogu u slučaju prisilnog grijanja.
Operacija ove vrste zahtijevat će obveznu prisutnost uređaja za spaljivanje. Pokušat ćemo detaljno opisati kako spojiti cijevi za grijanje raširenjem:
- za početak, vrh cijevi se čisti kako bi se s njegove površine uklonile ogrebotine i neravnine nastale tijekom piljenja materijala;
- spojnica je pričvršćena na cijev;
- zatim se cijev umetne u uređaj za stezanje, uz pomoć kojeg se vrši daljnje širenje;
- tada biste trebali početi zatezati vijak alata sve dok kut kraja cijevi ne dosegne 45 stupnjeva;
- nakon što je područje cijevi spremno za spajanje, na njega treba dovesti spojnicu i zategnuti matice.
Više o procesu možete saznati u videu ispod.
Način spajanja pritiskom na tipku
Uz sve gore navedene metode za ugradnju cijevi za grijanje, postoji i tehnika prešanja. Za spajanje bakrenih elemenata u ovom slučaju potrebno je prethodno pripremljeni kraj cijevi umetnuti u spojnicu dok se ne zaustavi. Nakon toga bit će potrebna uporaba hidrauličke ili ručne preše kroz koju će se cijevi učvrstiti.
Ako se grijanje planira sastaviti od cijevi debelih stijenki, bit će potrebni prešani spojevi s posebnim kompresijskim rukavima. Ovi elementi omogućuju komprimiranje cijevi i spojnica za grijanje iznutra, dok će vanjske brtve osigurati izvrsnu nepropusnost konstrukcije.
Priključci tipa navoja
Nažalost, na tržištu je nemoguće pronaći bakrene cijevi s navojnim spojevima, pa je uobičajeno koristiti spojnice koje imaju spojnu maticu za spajanje dijelova sustava grijanja.
Za spajanje bakrenih cijevi s cijevima od drugih materijala koriste se brončani ili mjedeni navojni spojevi. Njihova uporaba eliminira mogućnost galvanske korozije. U slučaju da se cijevi razlikuju u promjeru, pribjegavajte pomoći posebnim ekspanderima.
S obzirom na vrste brtvi koje se danas koriste za bakrene sustave grijanja, postoje dvije vrste navojnih spojeva:
- Konsolidacije konusnog tipa ("Amerikanci"). Ovi elementi se preporučuju za instalaciju grijanja u uvjetima visokih temperaturnih pokazatelja.
- Priključci ravnog tipa. Takvi materijali uključuju u svoj dizajn brtve izrađene od polimernih materijala različitih boja. Brtve su obojane u različitim bojama kako bi se označile temperature na kojima možete raditi s takvim elementima.
Shema spajanja bakrenih cijevi
Namjena kočionih cijevi
Svaki hidraulički sustav treba vodove kroz koje se tekućina dovodi do radnih mehanizama. Kočioni sustav automobila nije iznimka, ali ima svoje karakteristike.Oni su povezani kako s dizajnom kočnica, tako i s tehničkim karakteristikama korištene radne tekućine, na koju se postavljaju vrlo strogi zahtjevi:
- ne smije ključati na temperaturama većim od 200 stupnjeva;
- ne gube fluidnost u mrazu od četrdeset stupnjeva;
- nemojte biti agresivni prema gumenim dijelovima kočionog sustava;
- ne dovode do korozije.
Posljednja točka posebno je važna za kočione cijevi, koje su sastavni dio vozila modernog automobila. Razmotrite princip rada tipičnog kočionog sustava.
Algoritam zaustavljanja vozila povezan je sa sljedećim radnjama:
- vozač, ako je potrebno, da smanji brzinu automobila dok se potpuno ne zaustavi, pritisne papučicu kočnice odgovarajućom snagom;
- šipka pedale izravno djeluje na klip glavnog cilindra kočnice, dovodeći ga u akciju;
- klip, koji se kreće u cilindru, djeluje na kočionu tekućinu, stvarajući određeni fenomen;
- tekućina, čija je kompresibilnost blizu nule, kreće se duž autoceste i djeluje na kočione cilindre koji se nalaze na svakom od kotača;
- Klipovi prenose zamah na kočione pločice, koje, pritiskom na diskove, stvaraju silu kočenja, usporavajući rotaciju kotača.
U ovom lancu kočione cijevi su sastavni dio hidrauličkog voda kroz koji se kreće radna tekućina. Njihova je zadaća spriječiti curenje TJ-a, stoga je kvaliteta njihove veze s ostalim elementima kočionog sustava od posebne važnosti. Za to se koristi tehnološka operacija koja se zove spaljivanje.









Njegova bit leži u deformaciji krajnjeg dijela cijevi na način da se ravnomjerno poveća njezin promjer (suprotna operacija, koja se sastoji u sužavanju promjera vrha cijevi, naziva se valjanje). Raširivanje je potrebno kako bi se osiguralo što čvršće spajanje cijevi jedna s drugom ili cijevi s razdjelnikom.
Budući da su, kao što smo već napomenuli, kočione cijevi podložne mehaničkom naprezanju, mogu se oštetiti, uzrokujući smanjenje tlaka u sustavu - u ovom slučaju potrebna je hitna operacija za njihovu zamjenu. Normalno trošenje je češći razlog za zamjenu ove komponente kočionog sustava.
Sam postupak proširenja cijevi sastoji se od tri faze:
- određivanje potrebnog razmaka između cijevnog lista i vrha cijevi;
- širenje i cijevi i cijevnih listova;
- uklanjanje opterećenja prigušenja s unutarnjih stijenki cijevi.
Tehnologija deformacije zahtijeva da metal kočione cijevi bude podvrgnut takozvanoj plastičnoj deformaciji, a metal rešetke elastičnoj deformaciji. Kako bi se osiguralo ovo stanje, rešetka je izrađena od tvrđeg metala, što omogućuje, nakon završene faze ekspanzije, da cijevna rešetka potpuno "zahvati" cijev.
Osiguravanje potrebne nepropusnosti takve veze provodi se primjenom metode kontaktnog pritiska formiranog između vanjskih površina dodirnih dijelova. U nekim slučajevima tehnologija spajanja krajeva cijevi uključuje korištenje zavarivanja - ova metoda se naziva kombinirana.
U tvornici, spaljivanje se provodi pomoću posebnog stroja opremljenog hidrauličkim, pneumatskim ili električnim pogonom, koji pruža mogućnost kontrole brzine vrtnje. Na pogonu je da osigura potrebnu pouzdanost veze.
Prilikom zamjene kočionih cijevi, spaljivanje se provodi posebnim alatom koji se može kupiti u auto trgovini.
Metode spajanja bakrenih cijevi
U praksi se koristi jedna od dvije metode sastavljanja bakrenih cjevovoda - lemljenjem ili mehaničkim stiskanjem.
Tajne lemljenja plinskim plamenikom
Prilikom odabira metode lemljenja za montažu sustava, potrebno je uzeti u obzir sljedeće: svi spojevi izvedeni na ovaj način su jednodijelni. Lemljenje pruža visok postotak osiguranja nepropusnosti, ali nameće neka ograničenja održavanja. Često je nemoguće nadograditi sustav bez dodatne složenosti.
Dakle, ako je potrebno promijeniti neki dio vodoopskrbe (sustava grijanja), na primjer, zbog uvođenja nove opreme, mogu nastati poteškoće. Morat ćete ponovno upotrijebiti plinski plamenik i tehniku lemljenja samo da biste mogli uvesti spojnicu, T ili drugi dio u sustav.
Stoga se lemni spojevi koriste u skrivenim vodovodnim projektima utisnutim u zidove ili podove.
Proces lemljenja neraskidivo je povezan s radom plinskog plamenika (otvorena vatra i proizvodi izgaranja). Stoga ova tehnika nije uvijek prikladna za ugradnju, osobito u prostorijama u kojima je prethodno izvedena fina završna obrada.
Postupak instalacije korak po korak lemljenje:
- Dvije cijevi su izrezane na veličinu.Krajnje područje se čisti od neravnina.
- Završni dio jedne od cijevi proširen je kalibratorom - napravljeno je zvono.
- Metalnom četkom i brusnim papirom očistite mjesta lemljenja do sjaja.
- Očišćene površine obrađuju se otopinom fluksa.
- Obrađeni dijelovi se umetnu jedan u drugi.
- Spoj se zagrijava plamenikom do točke taljenja lema (350-500ºS).
- Kraj lemne šipke dodiruje donji rub utičnice.
Pod utjecajem visoke temperature, lem se topi i juri u razmak između stijenki mlaznice i utičnice zbog kapilarnog efekta koji stvara isparenja toka. To rezultira urednim i kvalitetnim lemnim spojem. Ovo je samo jedan primjer lemljenja cijevi u cijevi.
Na isti se način provodi lemljenje s okovom i ostalim elementima.
Korak po korak upute za lemljenje bakrenih cijevi, kao i tehničke nijanse rada, dane su u ovom članku.
Spajanje s kompresijskim spojnicama
Mnogo je lakše i lakše napraviti instalaciju bakrenih cijevi vlastitim rukama, ako koristite drugu raširenu tehnologiju - mehaničko stiskanje. Za stvaranje spoja bakrenih cijevi u ovom slučaju koriste se posebne armature.










Približno isti elementi se koriste u radu s polipropilenskim cijevima. No, za bakar izrađuju malo drugačiji dizajn prstena za uvijanje - jednodijelni, bez reza.
Kompresijski spojevi su izrađeni od mesinga. Sudeći po stupnju plastičnosti materijala, ove vrijednosti za bakar i mjed su gotovo iste.
Važna značajka parne veze mjed-bakar je gotovo potpuna odsutnost galvanskog spoja između materijala.
Ovaj faktor jamči čistoću veze tijekom rada - odsutnost oksida, korozije itd.
Sa aluminijem je situacija sasvim drugačija. Ovaj metal, za razliku od mjedi, galvanski je vezan za bakar. U uvjetima kada je voda iz slavine zasićena solima, odnosno aktivni je elektrolit, stvara se povoljno okruženje za nastanak elektrokemijske reakcije.
Pod utjecajem takve reakcije aluminij se uništava. Stoga je nepoželjan izravni spoj bakrenih cijevi i aluminijskih radijatora (ili drugih aluminijskih uređaja). Trebali bi se koristiti npr. čelični prijelazi.
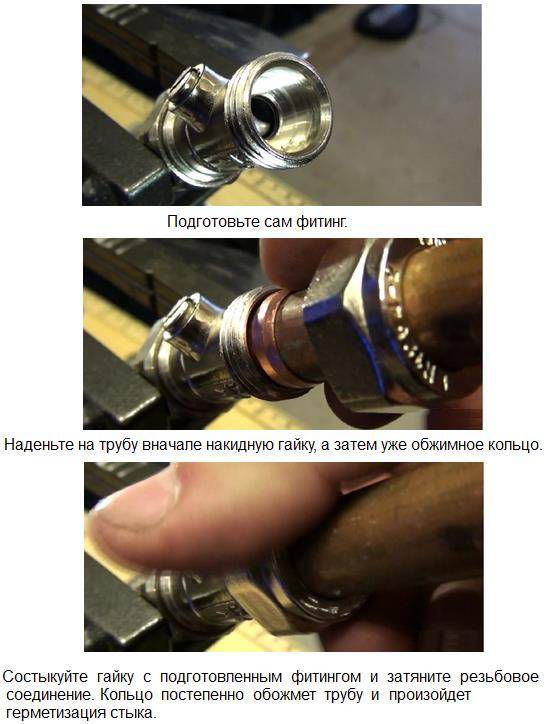
Montaža armature savijanjem:
- Krajnji dio cijevi je očišćen.
- Na kraj cijevi stavlja se matica, ferrula, spojnica.
- S ključem za željenu veličinu, okov se drži u jednom položaju.
- Drugim ključem matica se uvija na navoj spojnice.
Nepropusnost spoja postiže se ravnomjernim pritiskanjem prstena za stiskanje duž promjera bakrene cijevi. Ne preporučuje se korištenje ekstremne sile prilikom zatezanja matice. Od mjesta početnog zaustavljanja dovoljno je rastegnuti maticu 1-2 okreta.
Prednosti korištenja press spojnica su da se mogu rastaviti i ponovno sastaviti ako je potrebno. Ali istodobno, na kvalitetu brtvljenja takvih spojeva utječu promjene temperature vanjskog i unutarnjeg okruženja.
Često, zbog temperaturnih promjena, crpni spojevi propuštaju. Takav se kvar otklanja jednostavno i brzo - zatezanjem spojne matice.
Međutim, za skrivenu ugradnju vodoopskrbnog sustava očito nije prikladna metoda stiskanja spojeva bakrenih cijevi.



