- savjeti i trikovi
- Lemljenje
- Kako pravilno podmazati slavinu
- Vrste brtvenih traka
- Anaerobna ljepila brtvila
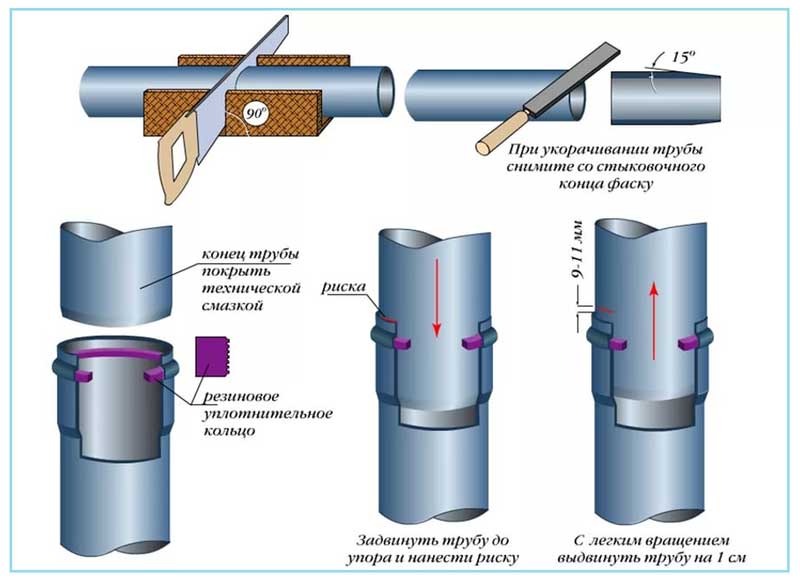
- Spojnice
- Priključne cijevi od metala i plastike
- Prirubnički spoj plinskih cijevi
- GOI pasta za poliranje Archimedes Norma
- Tablica 1. Abraziv GOST 3647-80
- Što je sposobnost poliranja
- Redoslijed posipanja
- Redoslijed preklapanja je sljedeći:
- Posteljina
- Koju je brtvu bolje odabrati za ugradnju sustava grijanja
- Namjena i raznolikost termobrtvila
- Glavna tehnička svojstva brtvene trake
- Pravila za lemljenje bakra
- Lemljenje velikih dijelova
- Žice za lemljenje ili žica
- Posude za lemljenje ili rupe za lemljenje u bakru
- Metode za provjeru nepropusnosti spojeva
- Značajke ugradnje navojnih okova
- Korak po korak upute za instalaciju
- Metalni spoj cijevi bez navoja
- Brtvljenje lanenim navojem
- Pitanje pakiranja
savjeti i trikovi
Profesionalni majstori dijele nekoliko preporuka o tome kako učiniti brtvljenje navojnih spojeva najjednostavnijim i najtrajnijim.
- Nemojte se bojati da će nestvrdnuto brtvilo izaći iz unutarnje strane cijevi. Neće se stvrdnuti i tijekom rada vodoopskrbnog sustava jednostavno će se isprati vodom.Anaerobni gelovi su potpuno bezopasni, ali je ipak bolje ostaviti slavinu otvorenu neko vrijeme kako bi se višak brtvila potpuno uklonio.
- Prilikom uvrtanja spojeva tretiranih brtvilom za navoje, nije potrebno zatezati navoje ključevima. Maksimalni napor ruku bit će sasvim dovoljan, ali stvarno ga trebate omotati svom snagom.
- Ako je cijev krhka, onda ne morate pokušavati odmotati spoj tretiran brtvilima. Toplina se mora primijeniti odmah. 170 stupnjeva će biti dovoljno.
- Ako je moguće, najbolje je suzdržati se od korištenja brtvila za privremene instalacije. Demontaža veza zahtijeva puno vremena i truda, što se ne isplati u potpunosti. Najbolje je pribjeći korištenju niti za brtvljenje ili platna za privremenu upotrebu.
Za značajke brtvila za navoje pogledajte sljedeći video.
Lemljenje
 Oprema za lemljenje polietilenskih cijevi
Oprema za lemljenje polietilenskih cijevi
Ispravnije bi bilo reći lemljenje sučelja. Također se koristi za polietilenske cijevi. Uvjet za njegovu provedbu bit će mobilnost dva zglobna dijela. Inače će proces biti prekinut. Što se tiče učinkovitosti, nije inferioran elektrofuziji. Za izvođenje radova trebat će vam modularna jedinica. Njegove komponente su hidraulična jedinica, rezač, lemilo i centralizator. Da biste ga ispravno koristili, postupite na sljedeći način:
- Umetci se montiraju u posebne škripce prema veličini cijevi koja se obrađuje.
- Cijevi su stegnute. Nemojte biti revni, ako previše zategnete vijke, kraj će izgubiti oblik kruga, što će dovesti do problema.
- Zalemljena mjesta se čiste od prljavštine i prašine.
- Građevinski nož ili drugi uređaj uklanja strugotine na skošenju, ako ih ima.
- Na hidrauličkom bloku ventil se polako otvara prije nego što počne kretanje komponenti na centralizatoru. Vrijednost tlaka je označena kao radna.
- Dijelovi su uzgojeni, između njih je umetnut trimer. Pokreće se i ponovno se mijenja. Nakon nekoliko okreta noževa, uređaj se može podići.
- Za provjeru ispravnosti i ravnosti spoja, mlaznice se ponovno pomiču i dobro pregledavaju.
- Zglobovi se odmašćuju otapalom ili alkoholnom maramicom.
- Lemilo za lemljenje se zagrijava.
- Nakon postizanja zadane temperature, postavlja se između dijelova.
- Tlak za lemljenje se postavlja prema tablici i moduli centralizatora se ponovno pomiču. Drže se u napetosti do stvaranja priljeva od 1 mm.
- Nakon toga se pritisak popušta i zagrijavaju se još nekoliko sekundi.
- Dijelovi se pomiču i grijač se uklanja. Unutar 5 sekundi moraju se ponovno priključiti na napajanje na sljedećih 5 sekundi. Nakon toga se sila uklanja i čeka se vrijeme hlađenja.
Do isteka vremenskog razdoblja naznačenog za hlađenje, ni u kojem slučaju ne smijete uklanjati škripce ili naginjati cijevi. To može dovesti do smanjenja tlaka.
Kako pravilno podmazati slavinu
Opći algoritam za popravak bilo kojeg plinskog ventila svodi se na sljedeće korake:
- Isključite dovod plina.
- Isključite struju u centrali. Ako je iz nekog razloga pristup tamo blokiran, isključite sve električne uređaje i svjetiljke iz utičnica.
- Uklonite sve zapaljive materijale i pribor (uključujući šibice, otapala itd.).
- Zatvorite kuhinjska vrata i otvorite prozor.
- Demontirajte slavinu.
- Začepite usponsku cijev vlažnom krpom.
- Nanesite lubrikant.
- Uklonite krpe i sastavite slavinu.
- Prozračite prostoriju.
Demontaža dizalice zahtijeva iskustvo i izuzetnu točnost. Ako trebate podmazati plinski vod na štednjaku, morat ćete ukloniti okretne ploče (zastavice) i prednju ili gornju ploču ispod njih. Otvorit će se uređaj za slavinu.

Za peći tipa Hephaestus nije potrebno podizati ploču s plamenicima - prednji poklopac se uklanja sam, dok je prilično jednostavan, jer je pričvršćen na samorezne vijke. Ventili su pričvršćeni prirubnicama s dva vijka - da biste ih uklonili, trebat će vam Phillips odvijač.
Vrste brtvenih traka
Ovaj materijal se proizvodi u obliku namota na zavojnicu duljine do 10 metara. Uspješno se koristi za namatanje na navojima cijevi u tlačnim sustavima, uključujući vodovod, plin i grijanje.
Njegova svrha u spojevima je deformabilno punilo koje djeluje kao mazivo za navoje, pridonoseći povećanju nepropusnosti. Ovaj pečat je dostupan u 3 vrste:
- tip 1 - za uporabu u cjevovodnim sustavima za transport agresivnih tekućina, koji se koriste pomoću pročišćenog vazelina;
- tip 2 - za pumpanje jakih oksidacijskih sredstava, što zabranjuje korištenje dodatnog brtvila u obliku ulja;
- tip 3 - koristi se za transport relativno čistih tekućina i plinova, upotreba podmazivanja je isključena.
Anaerobna ljepila brtvila
Ovaj materijal ima dobru viskoznost i tekuću konzistenciju. Mogu dugo boraviti na otvorenom bez promjene svojstva. Kada uđu u navojne spojeve gdje nema zraka, polimeriziraju se bez skupljanja. Rezultat je vrlo jaka i čvrsta tvar, po svojstvima slična plastici. Pruža izvrsno brtvljenje i potpuno ispunjava prazninu u navoju, bez obzira na tlak tekućine ili plina u cijevima.Važna prednost anaerobnih ljepila je što se samo u navojnim spojevima pretvaraju u čvrstu tvar, a na otvorenom ostaju tekuća i ne začepljuju opremu i ventile. Lako se mogu ukloniti s površine. Ovaj materijal se široko koristi u industriji.
Anaerobna ljepila mogu se jednostavno nanijeti izravno iz pakiranja. Prilikom izvođenja skupnih radova vrijedi koristiti dozatore. Različite vrste ljepila imaju različita vremena polimerizacije tvari, od 3 minute do nekoliko sati. Izbor određenog ljepila ovisi o tehničkom zadatku. Ako trebate brzu instalaciju, onda biste trebali koristiti ljepilo s kratkim vremenom očvršćavanja. U situaciji kada spoj treba podesiti, tada možete odabrati ljepilo koje nakon nekog vremena poprimi konačni oblik.
Spoj zapečaćen anaerobnim ljepilom može se rastaviti uobičajenim alatima. Nakon stvrdnjavanja, ljepilo je neotrovno, što ga čini pogodnim za prehrambenu industriju. Radna temperatura anaerobnih brtvila je od -55 do +150 stupnjeva Celzija. Neke vrste ljepila mogu izdržati do +200 stupnjeva. Kada su nakratko izloženi višim temperaturama, mogu nastaviti raditi svoj posao bez promjene svojstava.
Cijena anaerobnih ljepila je veća od ostalih vrsta brtvila. Međutim, oni u potpunosti razrađuju deklariranu cijenu. Pouzdanost veze pomoću anaerobnog ljepila mnogo je veća od bilo kojeg drugog materijala. Svaki vlasnik za sebe odabire što mu je važnije: povjerenje i pouzdanost ili vjerojatnost velikih gubitaka u slučaju kvara sustava.
Nedvojbene prednosti anaerobnog ljepila-brtvila uključuju jednostavnost korištenja, brtvene navoje bez obzira na silu, jednostavnu ugradnju sustava zbog mazivosti, sposobnost da izdrži veći tlak plina ili tekućine, bolju vrijednost za novac, očuvanje tekućeg oblika na otvorenom zrak.
Nedostaci ove tvari uključuju nemogućnost korištenja u oksidacijskom i kisikovom okruženju i na niskim temperaturama zbog povećanja vremena polimerizacije. Ovaj se sastav može koristiti isključivo na suhim nitima i ne preporučuje se za ugradnju cijevi promjera većeg od M80.
Spojnice
Prilikom popravka plinskih i vodovodnih sustava ili postavljanja novih postavlja se pitanje: koji je najbolji način za spajanje uspona i brtvljenje spojeva koji su se pojavili.
Ako govorimo o odvojivim priključcima, onda je najbolje spojiti uspone uz pomoć spojnica. Mogu se koristiti i u obliku spojnica i kao adapteri, ako su linearne dimenzije, uključujući promjere navojnih spojeva cijevi, različite.
- pouzdanost;
- dostupnost i širina asortimana;
- brzina, jednostavnost montaže i demontaže;
- niska cijena.
Ovisno o vrstama uspona, proizvode se slične spojne armature. Brtvilo se odabire na isti način. Ako se metalni okovi najčešće brtve kudeljom s uljanom bojom, tada su za plastične dijelove najprikladnija FUM traka i sintetičko brtvilo, posebno anaerobno brtvilo.
Priključne cijevi od metala i plastike
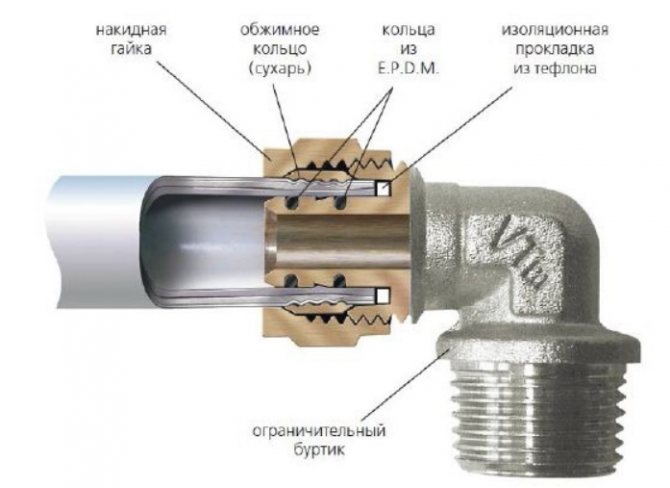
Popularnost polimernih cijevi u kućanskim mrežama često zahtijeva njihovo spajanje na postojeće metalne cijevi. Za to se koriste posebni adapteri. Najčešći od njih su okovi pod nazivom "američki" ili "bradavica".







Američki adapter sastoji se od dva dijela. Na jednom kraju metalnog dijela nanosi se vanjski ili unutarnji navoj, ovisno o vrsti rezanja cijevi koja se spaja. Na drugom kraju je vanjski navoj. Drugi dio je izrađen od plastike, a završava spojnom maticom s unutarnjim navojem. Oba dijela su međusobno povezana navrtanjem matice na navoj metalnog elementa. Brtvljenje spoja - kroz brtvu unutar spojne matice.
Američki adapter koji spaja metal i plastiku
Prvi dio adaptera je uvrnut u metalnu cijev koja se spaja, a izlazna cijev je zavarena polimernim zavarivanjem na plastični cjevovod.
Priključak za bradavicu je polimerni rukavac, unutar kojeg je zalemljen metalni dio s navojem. Osigurava spoj s čeličnom cijevi, a sam rukav je zavaren na plastični cjevovod.
Prirubnički spoj plinskih cijevi
 Prirubnički spoj je najčešći tip odvojivog cijevnog spoja.
Prirubnički spoj je najčešći tip odvojivog cijevnog spoja.
Zbog jednostavnosti dizajna, lakoće rastavljanja i montaže. Ali istodobno su visoki troškovi rada i niska pouzdanost veze u usporedbi sa zavarenim.
A ako se tlak transportiranog medija promijeni, može doći do curenja plina.
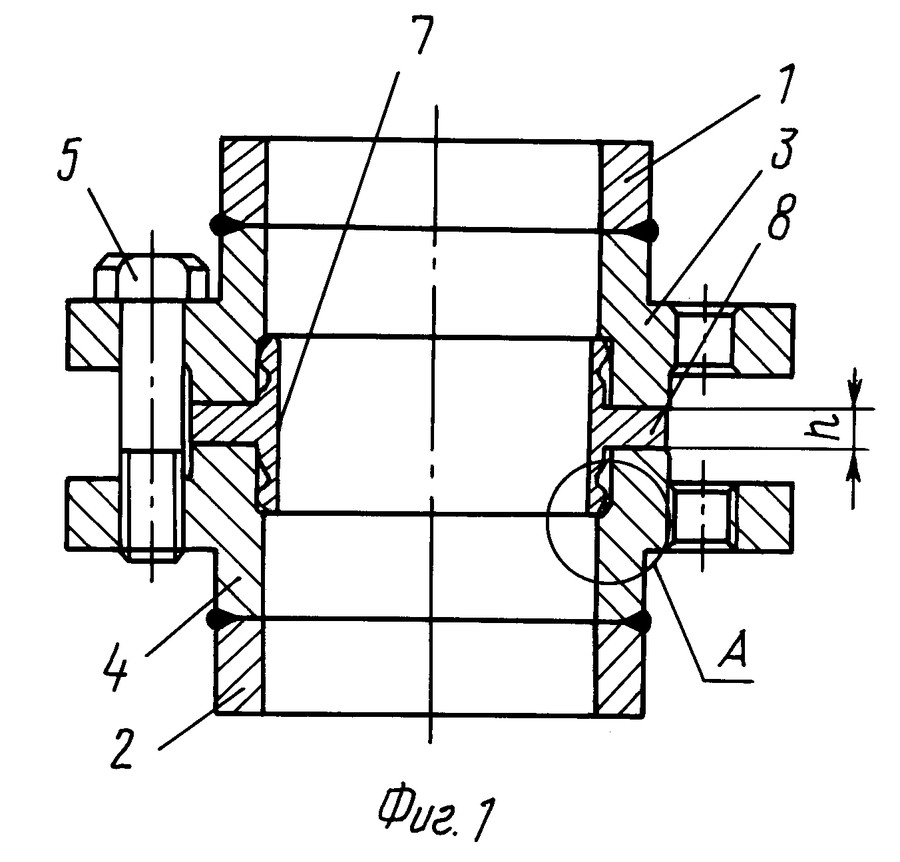
Prirubnički spoj se sastoji od:
- od 2 prirubnice;
- pričvršćivači - klinovi, vijci, matice;
- O-prsten ili brtva.
Najčešće se koristi tehničke gumene brtve, azbestni karton ili lim paronit.
Pozdrav dragi čitatelji. Pitanje kako zapečatiti niti na plinskoj cijevi je prilično relevantno. Uostalom, ovo je vrlo ranjivo područje. Tu se događa većina curenja.
GOI pasta za poliranje Archimedes Norma
Paste GOI polishing Archimedes Norma sredstvo za poliranje metala, stakla i plastike. Također se može koristiti za pripremu površine za poliranje. Pasta omogućuje ručnu i mehaničku upotrebu na svim vrstama boja. Pasta je namijenjena uklanjanju: oksidiranog površinskog sloja; pigmentirana područja boje; nedostaci premaza; ogrebotine i ogrebotine; tvrdoglavi tragovi insekata.
Tablica 1. Abraziv GOST 3647-80
| Grupe | sobe | Grupe | sobe |
| žitarica | Veličina zrna µm | žitarica | Oznaka |
| Brušenje zrna | Prašci za mljevenje | ||
| Staklo, korund ili mješavina | |||
| 63 — 50 | M63 | ||
| 50 — 40 | M50 | ||
| Mikro praškovi za mljevenje | |||
| 25-28 | M28 | ||
| 18-20 | M20 | ||
| 12-14 | M14 | ||
| 10 | M 10 | ||
| 7 | M 7 | ||
| 5 | M 5 |
| Postotni sastav. | hrapav | Srednji | Tanak |
| Krom oksid | 81 | 76 | 74 |
| silikonski gel | 2 | 2 | 1,8 |
| stearinska kiselina | 10 | 10 | 10 |
| podijeljenu masnoću | 5 | 10 | 10 |
| Oleinska kiselina | — | — | 2 |
| soda bikarbona | — | — | 0,21 |
| kerozin | 2 | 2 | 2 |

Riža. 3 . Abrazivni prašci i paste GOI.
Što je sposobnost poliranja
Standardni test sposobnosti poliranja provodi se na sljedeći način - kaotični pokreti ploče od kaljenog čelika ili mesinga provode se kaotično na ploči od lijevanog željeza dimenzija 400 x 450 mm. ukupno dajući 40 metara puta pod određenim pritiskom. Gruba pasta uklanja otprilike 40 mikrona metala. srednje, oko 5 mikrona, tanko 0,25 mikrona.
Redoslijed posipanja
Čep ventili se proizvode u 3 vrste: s tijelom od lijevanog željeza i mjedenim čepom, s mjedenim tijelom i mjedenim čepom te u potpunosti od lijevanog željeza.
Redoslijed preklapanja je sljedeći:
- Ako je ventil uvijen iz cijevi, tijelo je stegnuto u tisu s malom silom, kako se tijelo ne bi oštetilo, s velikim promjerom konusa prema gore:
- GOI srednja pasta razrijeđena je kerozinom i ravnomjerno nanesena četkom na tijelo pluta;
- Gumb je spojen na posebnu rupu s navojem na dnu konusa;
- Pluto se umetne u tijelo i nekoliko puta se okreće laganim pritiskom;
- Zašto je 5 - 6 pokreta napravljeno rukom za oko 180 °, ako na plutu ili tijelu nema ozbiljnih utora, onda je to sasvim dovoljno;
- Uklonite i pregledajte čep, ako se na njemu pojave crne brazde paste, potrebno je obrisati dijelove i ponoviti pokušaj dok crnilo ne nestane;
- Zatim pažljivo obrišite čep i tijelo suhom. Nanesite nekoliko uzdužnih traka krede na konus, umetnite čep i okrenite ga, a zatim pregledajte, zarezi krede trebaju biti ravnomjerno raspoređeni po cijeloj površini dijelova koji se spajaju;
- Nakon toga se spojne površine ponovno temeljito brišu i, nakon nanošenja brtvene masti za plinske ventile, sastavljaju. Morate zategnuti rupe s navojem vučom ili fumom. traka je bolja s mašću za brtvljenje. Mast za brtvljenje plinskih slavina može se kupiti u specijaliziranoj vodovodnoj trgovini ili naručiti na brojnim internetskim resursima.
Na kraju se provjerava ima li curenja sapunastom vodom, nije dopušteno napuhavanje mjehurića.
Da bi slavina ispravno radila, potrebno je da se rotacija utikača u tijelu slavine odvija bez napora, osiguravajući pouzdano brtvljenje. U te se svrhe koriste posebni spojevi za brtvljenje i anti-trinje. Maziva za brtvljenje imaju tvrđu koncentraciju i koriste se za brtvljenje dijelova koji se spajaju. Maziva protiv trenja su manje viskozna i dizajnirana su za odvajanje pokretnih dijelova. Maziva moraju osigurati pouzdan rad kada se zagriju do 300C. Čvrste tvari kao što su grafit ili fluoroplastični čips dodaju se u sastav za brtvljenje. Maziva protiv trenja mogu biti na bazi masti ili silikona.
Posteljina

Laneni konac je stara, ali dokazana metoda zbijanja. Osim toga, možete ga kupiti u vodovodnim trgovinama.
Prije kupnje morate uzeti u obzir neke čimbenike:
- kolika je debljina niti;
- postoji li neugodan miris ili čestice krhotina;
- Je li konac dovoljno elastičan?
Također treba imati na umu da lan nije prikladan za sve cjevovodne sustave. Voda i temperatura dovode do propadanja, a u sustavu grijanja će za kratko vrijeme izgorjeti.








Moderne paste za brtvljenje bolje potiču hrđu na spojnim spojevima i plinskim cijevima.

Minimum željezo je obično najčešće korišteni materijal. Tjestenina "uradi sam" jeftina je i vesela. Da biste to učinili, uzmite bijelo i ulijte malo sušenog ulja, miješajte smjesu dok ne postane slična kiselom vrhnju.
Treba ga nanijeti u malom, tankom sloju izravno na samu nit. Ravnomjerno raspoređivanje i sušenje materijala. Crvena olovna bijela najbolje funkcionira s čeličnim cijevima.
Zbog činjenice da je gornji sloj željeza oksidiran, netopivi spojevi ne propuštaju molekule ozona, po principu magije.
Kupite hermetičke paste spremne za upotrebu u specijaliziranim prodavaonicama:
Gebatout 2 (pasta na bazi mineralnih punila i sintetičkih polimera). Pastum PLIN (inhibitor korozije, punila).
Multipak (prirodno parafinsko ulje s mineralima). Unipak (prirodni minerali, masne kiseline). Nedostatak navedenih sredstava uopće nije problem.
Radni proces je sljedeći: odvojimo dio lana od cijele pletenice, debljine dvije šibice. Navijamo na spoj s navojem, počevši od baze cijevi do kraja.
Nakon toga formiranu strukturu premažemo pastom, to je potrebno kako bi se spojevi čvrsto držali.
Koju je brtvu bolje odabrati za ugradnju sustava grijanja
Do danas su glavni kriteriji za odabir najbolje tehnologije za brtvljenje navoja u spojevima sustava grijanja iskustvo i materijali s kojima je potrebno raditi.
Dakle, kada radite s radijatorima i ventilima od lijevanog željeza, najbolja opcija za njih je korištenje lanene niti s vodovodnom pastom ili silikonskim brtvilom otpornim na toplinu.
Za spojeve malog promjera do 25 mm od markiranih spojnica preporuča se korištenje FUM trake ili ljepljivog brtvila.
Za ugradnju slavina ili spajanje čeličnih, aluminijskih ili bimetalnih radijatora, možete koristiti cijeli arsenal načina brtvljenja spojeva.
Jedina točka na koju morate obratiti pažnju je da prilikom postavljanja bakrenih cjevovoda morate pažljivo proučiti upute za brtvilo kako biste isključili nekompatibilnost sastava ljepila i obojenog metala.
Namjena i raznolikost termobrtvila
Treba napomenuti da je teško bez brtvila u mnogim područjima ljudskog života, od svakodnevnog života do industrijskog sektora. Uostalom, što učiniti ako je potrebno ukloniti praznine, na primjer, između zida i prozorskih okvira? Tako je, idemo u trgovinu i kupujemo silikon. Ali hoće li jednostavno ljepilo obavljati sve svoje funkcije kada je izloženo vrlo visokim temperaturama? Odgovor na ovo pitanje je nedvosmislen – ne. Naravno, njihov temperaturni režim je prilično velik, au pojedinačnim slučajevima može doseći 200 ° C, ali često to nije dovoljno. I ne zadržavaju sve tvari za brtvljenje svoja svojstva čak i na ovoj temperaturi.







Dakle, za izolaciju spojeva na "vrućim" predmetima koristi se brtvilo otporno na toplinu. To uključuje cjevovode PTV-a, otvorene peći, dimnjake, kamine, motore, uključujući automobilske motore, elemente turbina, kompresore, pumpe, kao i jedinice koje rade na paru, u kemijskim i plinovitim medijima. Takva brtvila dijele se na silikonske i silikatne.
Prvo visokotemperaturno brtvilo je pastozna tvar crvene, smeđe i crveno-smeđe nijanse. Njegova glavna komponenta je silikonska guma, a zahvaljujući željeznim oksidima postiže se željena toplinska otpornost. Takva brtvila dijele se na neutralne i kisele. Potonji imaju ograničenja u uporabi, jer kiselina koja se oslobađa tijekom skrućivanja negativno utječe na kamene, betonske i metalne površine.Stoga su takvi "agresivni" sastavi primjenjivi za rad s drvom, staklom, plastikom i keramikom. Neutralni nemaju ograničenja, jer se u ovom slučaju tijekom vulkanizacije oslobađaju sigurne tekućine i voda koje sadrže alkohol.
Osim sastava, silikonska brtvila se također dijele ovisno o opsegu primjene.
- Opcije hrane ne sadrže toksine i apsolutno su sigurne za ljudsko zdravlje.
- Sanitarno vruće ljepilo našlo je svoju primjenu u medicini.
- Brtvilo otporno na toplinu za motor otporno je na agresivne komponente, antifriz, ulja i druge autokemikalije, kao i povećanu plastičnost. Ova vruća talina obično ima crvenu boju.
- Visokotemperaturna brtvila za peći također su vrlo popularna. Koriste se u industriji iu svakodnevnom životu za spajanje konstrukcija peći.
- Univerzalni pripravci mogu tretirati gotovo sve površine i spojeve u zoni zahvaćenom toplinom.
Silikatna brtvila su otpornija na toplinu i mogu izdržati do 1500 ° C, stoga se koriste u konstrukcijama u kontaktu s otvorenom vatrom. Temelje se na natrijevom silikatu. Zbog boje se takva brtvila nazivaju i crna. Preporučljivo ih je koristiti za obradu pukotina u kaminima, dimnjacima, pećnicama, pećima, uključujući ložište, kotlove za grijanje itd.
Glavna tehnička svojstva brtvene trake
FUM traka ima sljedeće karakteristike:
- Smanjeni koeficijent trenja. Fluoroplastična brtva je, osim plastičnosti, skliska, što pojednostavljuje ugradnju okova.
- Toplinska stabilnost, koja omogućuje izdržavanje temperature do 260 stupnjeva bez uništavanja i gubitka svojstava brtvljenja. Osim toga, fluoroplasti su vrlo učinkoviti dielektrici.
- Čvrstoća i plastičnost.Brtve izrađene od ovog materijala stabilno rade na tlakovima do 10 MPa, a mogu izdržati kratkoročna opterećenja do 42 MPa, na primjer, ona koja se javljaju tijekom hidrauličkih udara u cjevovodnim sustavima. Vijek trajanja brtve od FUM trake (fumke) određen je na 13 godina. Brže se razgrađuje kada je izložen svjetlu, ali to nije za naš slučaj, samo trebate uzeti u obzir ovaj faktor prilikom organiziranja skladištenja materijala.
- kemijska pasivnost. Ne podliježe uništavanju pod utjecajem kiselina i lužina, što je određeno ravnomjernom raspodjelom atoma fluora na površini proizvoda. Otapala koja mogu uništiti ovo brtvilo još nisu izumljena. Otporan na procese propadanja.
Kako pravilno koristiti FUM traku za plinske i vodovodne cijevi, razmotrit ćemo detaljnije.
Pravila za lemljenje bakra
Kada je potrebno lemiti bakreni proizvod ili proizvod koji sadrži bakrene komponente, nemoguće je dati nedvosmislen odgovor kako i što je to najbolje učiniti. Izbor metode i alata ovisi o mnogim čimbenicima, kao što su veličina i težina dijelova, njihov sastav. Također se uzima u obzir opterećenje kojemu moraju biti podvrgnuti već zalemljeni proizvodi. Postoji nekoliko metoda lemljenja, a bolje ih je poznavati sve kako biste po potrebi odabrali najprikladniji.
Lemljenje velikih dijelova
Shema kapilarnog lemljenja bakra.
Ako trebate lemiti masivne ili velike dijelove koji se ne mogu zagrijati na željenu temperaturu lemilom za lemljenje, koristi se gorionik i bakreni lem. Tok u ovom slučaju je boraks. Snaga bakreno-fosforni lem viši od standardnog kositra.
Na mehanički očišćenu cijev ili žicu nanosi se tanak sloj fluksa. Nakon toga se na cijev postavlja spojnica, također mehanički očišćena.Pomoću plinskog plamenika spoj se zagrijava sve dok bakar obložen fluksom ne promijeni boju. Tok bi trebao postati srebrnaste boje, nakon čega možete dodati lem. Lem se trenutno topi i prodire u razmak između cijevi i spojnice. Kada se kapljice lema počnu zadržavati na površini cijevi, lem se uklanja.
Nemojte pregrijati cijevi, jer to ne pridonosi pojavi većeg kapilarnog učinka. Naprotiv, bakar zagrijan do crnila manje je lemljiv. Ako metal počne crniti, zagrijavanje treba prekinuti.
Žice za lemljenje ili žica
Cink kloridni lem se ne smije koristiti za lemljenje tankih bakrenih žica, jer će to uništiti bakar. Ako fluks nije dostupan, u ovom slučaju možete otopiti tabletu aspirina u 10-20 ml vode.
Shema zavarivanja bakra u okruženju inertnog plina.
Bakrena žica ili dijelovi od žice različitih presjeka mogu se lako zagrijati na željenu temperaturu pomoću lemilice. Temperaturni režim treba biti onaj pri kojem se lem topi, kositar ili olovo-kosit, a njime se također vrši lemljenje. Tokovi moraju sadržavati kolofonij ili biti izrađeni od kolofonija, može se koristiti ulje za lemljenje ili čak i sam kolofonij.
Površina žice se čisti od prljavštine i oksidnog filma, nakon čega se dijelovi konzerviraju. Ovaj postupak uključuje nanošenje tankog sloja fluksa ili kolofonija na zagrijani bakar, a zatim lemljenje, koje se što ravnomjernije raspoređuje po površini pomoću lemilice. Dijelovi koje je potrebno spojiti spajaju se i ponovno zagrijavaju lemilom dok se već skrutnuti lem ponovno ne počne topiti. Kada se to dogodi, lemilo se uklanja i spoj se hladi.
Dijelovi se mogu stegnuti u škripcu tako da razmak između njih bude 1-2 mm. Flux se nanosi na dijelove i zagrijava. Lem se dovodi do razmaka između vrućih dijelova, koji će se rastopiti i ispuniti prazninu. Temperatura taljenja lema za lemljenje na ovaj način mora biti niža od temperature taljenja bakra, kako se dijelovi ne bi deformirali. Dio se ohladi, zatim se ispere vodom i po potrebi obradi brusnim papirom dok ne postane glatko i jednolično.
Posude za lemljenje ili rupe za lemljenje u bakru
Prilikom lemljenja posuda koristi se čisti kositar čija je točka taljenja viša od tališta kositra ili lema koji sadrži olovo. Ponekad se za lemljenje velikih dijelova koriste čekić lemilice, zagrijane na otvorenoj vatri s plinskim plamenikom ili plamenikom. U budućnosti se sve događa prema standardnoj shemi: čišćenje, topljenje i kalajisanje, spajanje dijelova i grijanje lemilom. Za ovo lemilo je prikladan čisti kositreni lem.
S unutarnje strane, spoj u pravilu ima obrub koji sprječava da se provuče kroz cijev. Može se ukloniti grubom turpijom ako se spojni element treba nagurati na cijev dalje nego što je predviđeno i na taj način zalemiti nepotrebnu rupu.
Metode za provjeru nepropusnosti spojeva
Nepropusnost plinovoda provjerava se po sekcijama. Kod stambenih zgrada odabire se segment od mjesta ubrizgavanja goriva u zgradu do slavina za kućnu opremu.
Na krajevima sekcije postavljaju se čepovi. Tlak u cijevima premašuje standardne vrijednosti za 25%. Pad tlaka razlog je za provjeru priključaka.
Integritet spojeva, grana i spojnih točaka opreme provjerava se na dva načina:
- S indikatorom curenja plina.
- Primjenom otopine sapuna, emulzije.
U prvom slučaju, digitalni, zvučni ili signal u boji uređaja će vas obavijestiti o opasnosti. U drugom, morate pratiti pojavu mjehurića. Njihova prisutnost ukazuje na kršenje integriteta veze.





Značajke ugradnje navojnih okova
Zahvaljujući raznim vrstama navojnih spojnica, cjevovod može izvesti najsloženije zavoje i zavoje.

Najčešći način spajanja metalnih / plastičnih konstrukcija je "američki" spoj. Takav element, koji ima spojku i navoj na krajevima, omogućuje vam jednostavno i brzo spajanje različitih dijelova
Najpopularniji uređaj za spajanje polimernih i metalnih elemenata je američki okov koji je dostupan u različitim veličinama. Prikladan uređaj s plastičnim rukavom i metalnim navojem iznimno je jednostavan za sastavljanje, što vam omogućuje stvaranje pouzdane čvrste veze u kratkom vremenu.
Korak po korak upute za instalaciju
Za spajanje metalne cijevi na polipropilensku ili drugu plastičnu cijev morate:
Pomoću posebnog lemilice zavarite spojni rukavac na kraj polimerne cijevi, a zatim pričekajte da se spoj ohladi.
Dovedite metalni dio na drugi kraj "amerikanca", a zatim zategnite konac. Za brtvljenje spoja preporučljivo ga je dodatno omotati duž konca s jednim ili dva sloja FUM trake, kudelje ili lanenog vlakna (možete ga dodatno prekriti silikonom).
Okov se uvijek mora zategnuti rukom: uporaba alata je nepoželjna, pa čak i opasna
Posebna oprema ne dopušta vam potpunu kontrolu primijenjenih sila, što može dovesti do oštećenja dijela.
Nakon završetka rada, važno je provjeriti čvrstoću rezultirajućeg pričvršćivanja. Da biste to učinili, samo uključite vodu i provjerite da nema curenja.
Ako se vlaga još uvijek filtrira kroz spoj, možete pokušati još malo zategnuti vijak. S daljnjim protokom vode potrebno je ponovno odmotati nit i ponovno izvršiti sve manipulacije.
Oblik gotovog spoja može se promijeniti omekšavanjem plastičnog dijela građevinskim sušilom za kosu, a zatim zavojom potrebnim za projekt.
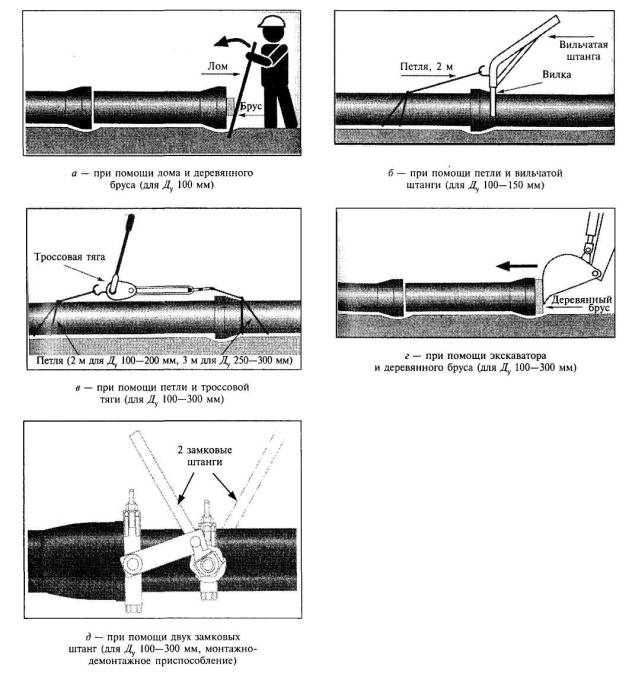
Metalni spoj cijevi bez navoja
Postoje situacije kada se plastična cijev mora spojiti na metalni pandan koji nema navoj.

Navoj na cijevi može se nanijeti pomoću posebnog alata - navlakača. U specijaliziranim prodavaonicama možete pronaći i mehaničke i električne modele takvog uređaja.
Sličan se problem može riješiti posebnim alatom koji se zove "narezač navoja" ili "rezač navoja", s kojim možete nanijeti utore na dio od čelika ili lijevanog željeza.
Postoje dvije mogućnosti ugradnje:
- Električni, koji uključuje nekoliko rezača dizajniranih za cijevi različitih promjera. Takvi modeli su udobni i jednostavni za korištenje, ali imaju visoku cijenu.
- Ručni urezivač konca puno je jeftiniji, ali rad s njim zahtijeva više fizičke snage i određene vještine.
Više o tome kako rezati niti na cijevima možete pročitati u našem članku.
Kada koristite rezače konca, trebali biste slijediti nekoliko jednostavnih pravila:
Alat se ne može koristiti ako je cijev na maloj udaljenosti od zida.
Električni urezivač konca se brzo zagrijava, tako da ćete se morati povremeno odmarati kada obrađujete više predmeta.
Prilikom rada s ručnom šablonom važno je izmjenjivati pokrete, čineći pola okreta naprijed i četvrtinu natrag, sve dok konac ne odrežete na željenu duljinu.
Za narezivanje cijevi potrebno je temeljito očistiti cijev, po potrebi ukloniti postojeću boju i izbrusiti metalne tokove. Zatim rezbarite električnim ili rezbarenim alatom.
Izrezani žljebovi se dobro čiste i podmazuju čvrstim uljem, uljem ili drugim mazivom, a zatim se koriste za spajanje s okovom.
Brtvljenje lanenim navojem
Ova metoda je najstarija. Ovako su spojevi cijevi zapečaćeni u sovjetskim stanovima. Ako u trgovini nema drugih brtvila, onda će se sigurno naći lan i pasta za vodovod. Ali ovaj pečat ima niz značajnih nedostataka:
- Prema pravilima, lan se koristi u kombinaciji s sušionim uljem i crvenim olovom. Olovo sprječava koroziju spoja, a ulje za sušenje ispunjava pore lana poput polimera. No, pronalaženje kvalitetnih sastojaka prilično je teško, pa se crveno olovo često zamjenjuje željezom, što samo ubrzava oksidaciju metalnih komponenti. Neki majstori izlaze iz situacije korištenjem automobilskih brtvila na bazi silikona.
- Složenost polaganja lanene niti na nit. Ono što je tako jednostavno za iskusne vodoinstalatere može uzrokovati mnogo poteškoća za nespecijalista. Malo je vjerojatno da će prvi put biti moguće pravilno namotati lan na spoj, a svaka pogreška u izvođenju ove operacije dovest će do činjenice da brtva neće dugo trajati.
- Len slabo podnosi promjene radnih uvjeta. Stoga će se u sustavima grijanja njegovi pramenovi srušiti mnogo brže. Također, ova vrsta brtve ne reagira dobro na agresivna okruženja.
- Visoka higroskopnost materijala dovodi do njegovog bubrenja, zbog čega nedovoljno jaki spojevi mogu jednostavno puknuti. Na primjer, ne preporučuje se korištenje lana prilikom brtvljenja aluminijskih radijatora.
Pitanje pakiranja
Pakiranje plinskih priključaka je obrambena mjera protiv curenja. Za proces su vam potrebni: lan i pasta za ulaganje navojnih spojeva.
- Iz korištenog platna čupa se mali pramen.


- Ako na niti nema zareza, potrebno ih je napraviti. Koristi se poseban alat.

Zahvaljujući zarezima, lan se ne skida prilikom uvrtanja navoja.
- Namotavanje počinje od kraja niti. Nastavlja se prema svom kraju. Lan bi trebao poprilično pokriti vrh konca.


Ovaj volumen je dovoljan da se lan učvrsti u spoju.

Ispada uredna veza.

- Posteljina je umotana u pastu.


- Gotov spoj je zašrafljen.

- Recipročni element Amerikanca je nanizan (ovdje se koristi ključ) i omotan u aparat za grijanje (radijator).


- Proizlaziti.




