
Priprema za rad
Sva mjerna oprema mora biti prethodno verificirana od strane ovlaštenog ispitnog laboratorija. Hidraulički agregat spojen je na tlačni vod preko ispitnog tlačnog razdjelnika. Kolektor ima odvodni ventil i mjerač tlaka. Manometri su postavljeni na kraju i početku tlačnog voda.
Svi ventili i vrata moraju biti zatvoreni prije početka tlačnog ispitivanja cijevi.
Priprema za tlačno ispitivanje cjevovoda uključuje sljedeće korake:
- Punjenje kruga radnom tekućinom;
- Punjenje linije dok se tamo ne stvori tlak jednak ispitnom tlaku;
- Povezivanje ispitnih instrumenata i opreme na željenu dionicu autoceste.
Ugradnja metalno-plastičnih cijevi
Ugradnja cjevovoda od metal-plastike uključuje nekoliko faza:
- Priprema materijala, alata.
- Ugradnja priključaka.
- Ispitivanje gotovog cjevovoda.
Priprema materijala za sve vrste spojeva je ista. Cijevi se moraju rezati prema projektu. Prilikom mjerenja uzmite u obzir preklapanje duljine okova.

Budući da se metal-plastika prodaje u zavojnicama, materijal se prije ugradnje mora izravnati valjanjem cijevi na ravnoj površini. Prvo, cijev treba biti omotana u nekoliko slojeva krpa.
Alati
Skup alata za ugradnju metalno-plastičnih komunikacija ovisi o tome koji se okovi koriste za spajanje dijelova cjevovoda.
Da biste sastavili cjevovod od metalno-polimernih cijevi, morate imati:
- rezač cijevi ili pila za rezanje materijala;
- kalibrator - proširiti cijev i dati krugu idealne proporcije;
- chamfer - za skošenje;
- brusni papir za uklanjanje rubova cijevi;
- podesivi (ili ključevi) ključevi;
- štipaljke za neke vrste priključaka;
- građevinsko sušilo za kosu ili uređaj za savijanje, kao što je pijesak.
Poželjno je rezati škarama, ali možete koristiti i pilu za metal ili oštar nož.
Kada su rubovi pripremljeni za spajanje, cijev se umetne u spojnicu. Postoji nekoliko vrsta međusobnog povezivanja metalno-plastičnih cijevi ili s prijelazom na drugi materijal:
- kompresijski spojevi;
- press spoj;
- push fit.
Kompresijska veza
Spajanje metalno-plastičnih cijevi pomoću kompresijskih spojnica uobičajeno je i pristupačno za samomontažu. Takvi se čvorovi mogu rastaviti i ponovno sastaviti. Za ugradnju će vam trebati 2 ključa.
Algoritam instalacije:
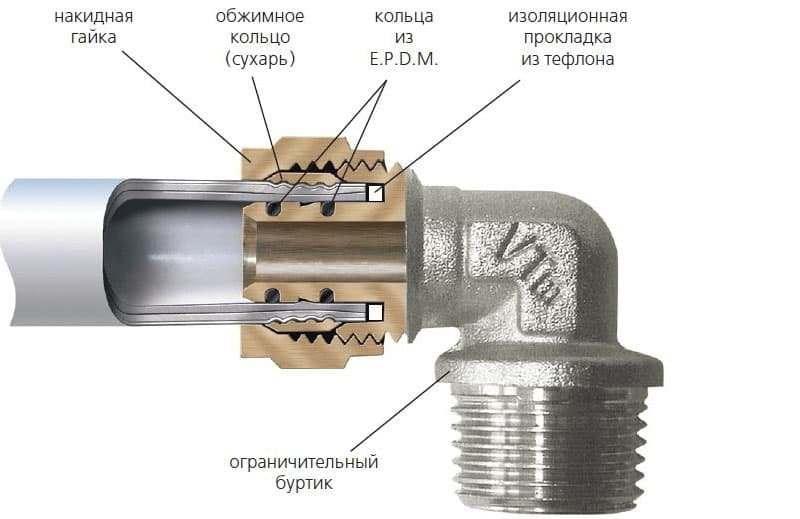
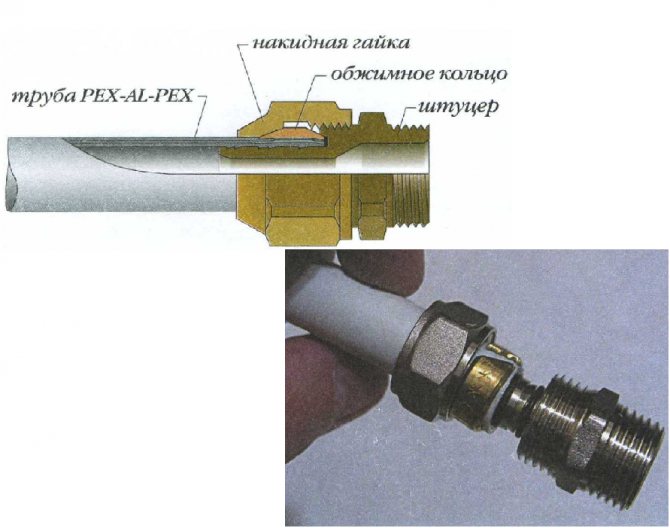
- Okov je raspleten i rastavljen. Na kraj cijevi stavljaju se spojna matica i ferrula.
- Unutarnja strana cijevi i kraj spojnice s gumenom brtvom podmazani su gustom sapunastom pjenom kako bi se olakšao proces poravnanja. Za istu svrhu, unutarnji promjer je prethodno nabačen kalibratorom. Takve mjere spriječit će pomicanje gumenih brtvi.
- Okov se umetne u spoj, prsten se pomakne i matica se zategne. Postupak uvijanja provodi se pomoću dva ključa.
Rezultirajući spoj zahtijeva periodičnu kontrolu i zatezanje matice u slučaju curenja.
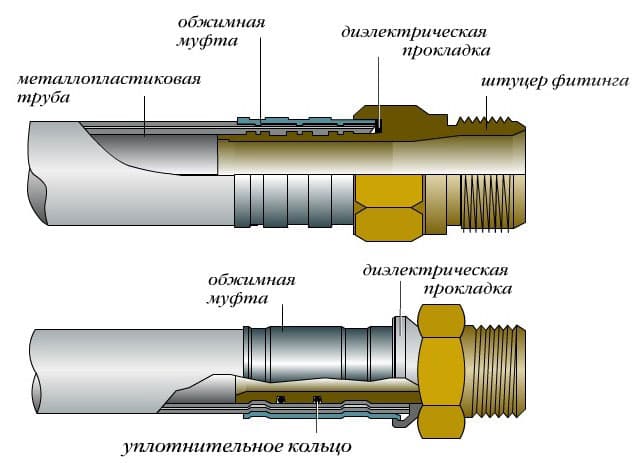
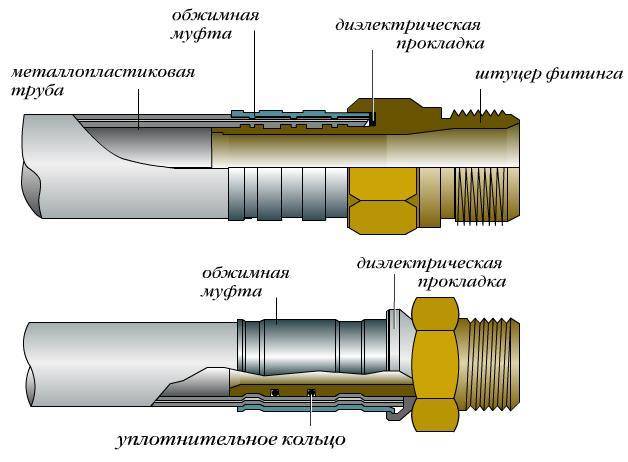
Pritisnite vezu
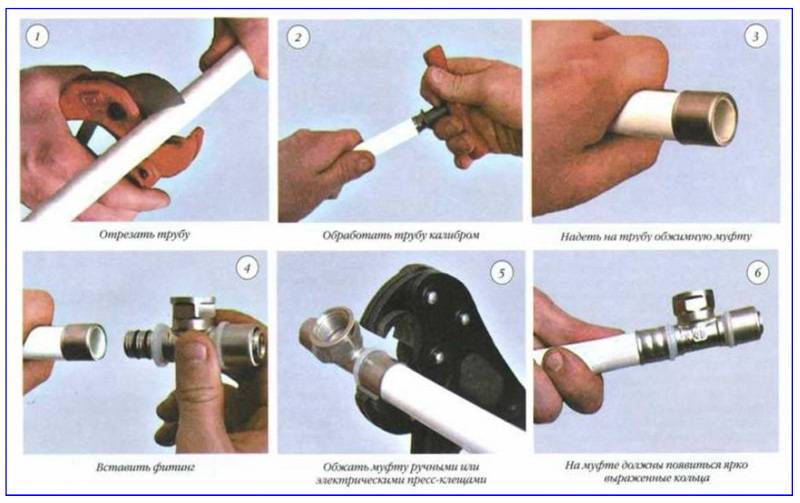
Pričvrsni spoj se montira pomoću prešanih spojnica i prešanog alata (ručnog ili električnog).
Shema montaže:
- Priprema: rez se obrađuje i čisti. Prešani spoj se rastavlja i provjerava integritet i prisutnost brtvi, a zatim se ponovno sastavlja..
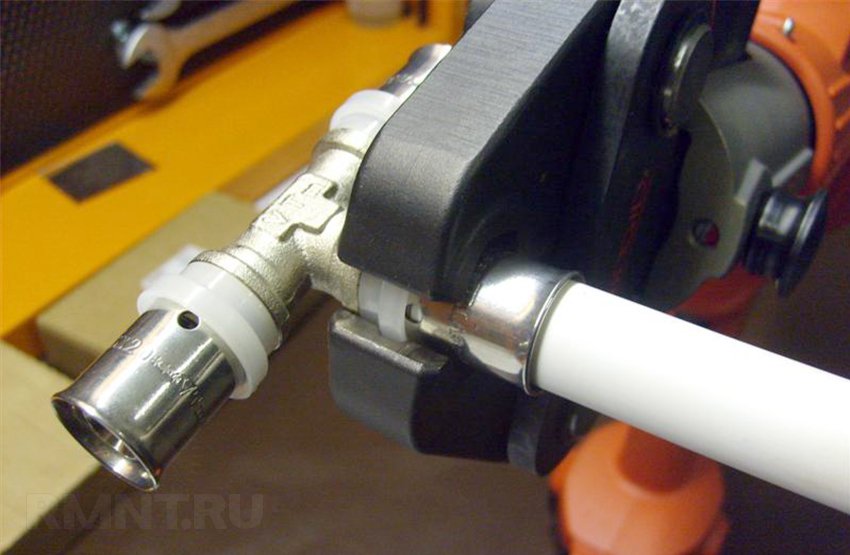
- Rub za spajanje se stavlja na okovu na kontrolni prozor.
- Navlaka je pritisnuta kleštima, ručke alata su svedene do graničnika.
- Ponovite radnje na suprotnom kraju spojne armature.
Rezultirajuća veza može služiti do 50 godina, ali nije odvojiva.







Push fit spoj
Potisni spojevi su najskuplji elementi za spajanje plastičnih cijevi. Međutim, njihova uporaba ne zahtijeva nikakve alate i vještine, pouzdana je i izdržljiva.

Pripremljena cijev se ubacuje u utičnicu do kontrolne rupe. Zatim se sastavlja cijela konstrukcija. Pokreće se probni tok, pod čijim se djelovanjem spoj učvršćuje unutarnjim klinom.
Zidni nosač

Slaba točka metalno-plastičnih proizvoda je niska otpornost na mehanička oštećenja zbog činjenice da je aluminijski sloj tanak.
S velikim radijusom savijanja ili stalnim pritiscima, cijev se deformira.U tom slučaju preporuča se pričvrstiti cjevovod na čvrstu podlogu - zid, strop ili ispod postolja. Da biste to učinili, element za pričvršćivanje je pričvršćen na zid:
- isječke;
- podupirači;
- privjesci.
Proces pričvršćivanja i pričvršćivanja odvija se na jednostavan način:
- nosač je pričvršćen na zid, fiksiran u fiksnom položaju;
- cijev je umetnuta u kopču s mehanizmom za proširenje. Ako je isječak gluh, tada se u početku umetne cijev, a zatim je cijela konstrukcija pričvršćena na zid.
Klasifikacija fitinga
Raznolikost kompresijskih fitinga.
- uglovi i zavoji (koriste se pri spajanju zavoja od 45 stupnjeva);
- križevi (pomoć grananju s dvije strane);
- Tee (koriste se za jednosmjernu granu);
- čepovi (koriste se za pričvršćivanje na kraju cijevi);
- spojke (uz pomoć njih spojene su cijevi istog promjera i smjera);
- armature (ako je potrebno, priključak crijevom).
Priključci kojima se spajaju cijevi istog promjera nazivaju se ravni spojevi, a oni namijenjeni za pričvršćivanje cijevi različitih promjera nazivaju se prijelazni.
Na građevinskom tržištu postoji širok izbor okova od lijevanog željeza, čelika, mjedi ili bakra.
Što se tiče lijevanog željeza, oni se razlikuju po kvalitetama kao što su čvrstoća i izdržljivost. Okovi od lijevanog željeza imaju značajnu prednost u odnosu na druge spojne proizvode, kao što su čelične spojke. Još jedna pozitivna svojstva elemenata od lijevanog željeza uključuju visoku otpornost na negativne utjecaje okoline i svestranost.
Čelični okovi danas su nezamjenjivi u modernoj industriji. U novije vrijeme, prepreke na putu cjevovoda mogle su se zaobići savijanjem cijevi.Danas nema potrebe
Cjevovod koji koristi čelične proizvode lako se sastavlja i rastavlja, što je također važno
Pripremni radovi prije prešanja
Radnje koje se moraju poduzeti prije početka kontrolnog tlačnog ispitivanja plinske cijevi provode se u skladu s uputama o zaštiti rada izrađenim prema standardnim sigurnosnim propisima za obavljanje poslova opasnih za plin.
Priprema uključuje:
Shema plinovoda
- usklađivanje stvarnog podzemnog polaganja komunikacija s trasiranjem navedenim na dijagramima u projektnoj dokumentaciji;
- odabrana su mjesta za spajanje potrebnih utikača, instrumentacije i regulatora;
- određuje se točka priključka kompresorske jedinice.
Svi inženjeri i radnici uključeni u ovaj događaj dužni su biti reinstruirani iz zaštite na radu i upoznati s postupkom izvođenja radova.
Upute za korištenje
Bez obzira na vrstu instalacije i opremu koju odaberete, postoji opći postupak za pripremne radove. Ova pravila će olakšati uređenje cjevovoda i poželjna su za izvedbu:
- morate izraditi plan rasporeda cijevi, to će vam pomoći da izračunate količinu materijala i spojnica;
- mjesta rada moraju se pažljivo očistiti kako bi se spriječilo ulazak prašine i prljavštine u priključne točke kako bi se izbjeglo curenje u budućnosti;
- ako se trebate spojiti na postojeći sustav, trebate provjeriti njegovu cjelovitost i pripremiti mjesto umetanja;
- cijevi treba rezati tako da rez bude točno 90 stupnjeva u odnosu na uzdužnu os cijevi, to je potrebno kako bi se osigurala pouzdanost i nepropusnost;
- vodeći se dijagramom, rasporedite sve cijevi i spojke kako biste provjerili rezanje i broj svih potrebnih spojnih elemenata.
Kao što je gore spomenuto, postoje tri glavne opcije za spajanje umreženog polietilena. Odabir opreme i alata ovisi o izboru metode. Za sve metode trebat će vam mlaznice za promjer cijevi i rezač.










Prva metoda je najlakša za izvođenje. Uz cijevi i škare, bit će potrebne samo kompresijske spojke i par ključeva. Ovi alati su potrebni za zatezanje matica nakon što se gurnu na mjesto.
Važno je zapamtiti: morate kontrolirati proces zatezanja matica kako ne biste oštetili nit. Čvrsto pričvrstite, ali nemojte previše zategnuti.
Druga metoda je prešanje. Trebat će vam kalibrator, škare, ekspander i preša.
Sa škarama neće biti poteškoća, njihova je svrha jednostavna - izrezati cijev na veličine koje su nam potrebne. Njegove rubove obrađujemo kalibratorom, kosimo iznutra. Ovaj alat je neophodan kako bi cijev nakon rezanja dobila zaobljen oblik.
Zatim uzimamo ekspander (ekpander) ručnog tipa, koji je vrlo jednostavan za korištenje. Unutar cijevi produbljujemo radne rubove uređaja i širimo ga na željenu veličinu. To se ne smije raditi odjednom, jer se materijal može oštetiti. To radimo postupno, okrećući ekspander u krug. Prednosti ovog uređaja su cijena i jednostavnost korištenja. Ovo je amaterski instrument.
Ekspander na električni pogon opremljen je punjivom baterijom, dizajniranom da ubrza rad instalatera. Značajno štedi trud radnika i vrijeme za ugradnju sustava.Naravno, ovaj uređaj je višestruko skuplji, ali ako trebate puno raditi, savršeno će se uklopiti i opravdati troškove. Postoje hidraulički ekspanderi. Nakon što pripremimo cijev, morate u nju ugraditi priključak. Da bismo to učinili, trebamo stiska za tisak. Također su hidraulički i mehanički. Prije uporabe moraju se izvaditi iz kutije za pohranu i sastaviti u radni položaj.
Nakon sastavljanja alata i ugradnje spojnice u cijev, spoj se postavlja prešom. To jest, okov ulazi na svoje mjesto, a pritisak se vrši odozgo pomoću montažne čahure. Ručne preše se preporučuju za male promjere cijevi i nisku potražnju.
Hidraulične preše ne zahtijevaju praktički nikakav napor tijekom presovanja. Priključci i čahure jednostavno se ugrađuju u utor na uređaju, a zatim lako i glatko sjedaju na svoje mjesto. Ovaj alat se može koristiti čak i na mjestima koja su nezgodna za ugradnju, ima zakretnu glavu. I posljednja opcija za spajanje umreženog polietilena je zavarena. Kao što je ranije spomenuto, najskuplji je i rijetko korišten, ali najpouzdaniji. Za to će, osim već poznatih škara, biti potrebni i ekspanderi, posebne spojnice. Priključci za elektrofuziju imaju posebne vodiče za grijanje.
Nakon pripreme opreme i komponenti, prelazimo na zavarivanje. Da bismo to učinili, na kraju cijevi ugrađujemo električno zavarenu spojku. Ima posebne terminale na koje spajamo aparat za zavarivanje. Uključujemo ga, u ovom trenutku svi elementi se zagrijavaju do točke taljenja polietilena, oko 170 stupnjeva Celzija. Spojni materijal ispunjava sve praznine i dolazi do zavarivanja.
Ako uređaj nije opremljen timerom i uređajem koji može čitati informacije s armature, potrebno je pratiti očitanja uređaja kako biste sve na vrijeme isključili. Isključujemo opremu ili se ona sama isključuje, čekamo dok se jedinica ne ohladi. Cijevi se često isporučuju u kolutima i mogu izgubiti oblik tijekom skladištenja. Za to vam je potrebno sušilo za kosu. Uz njegovu pomoć moguće je eliminirati ovaj nedostatak jednostavnim zagrijavanjem deformiranog segmenta toplim zrakom.
U sljedećem videu pronaći ćete pregled alata za ugradnju XLPE sustava grijanja i vodovoda.
Proces stiskanja
Tlačno ispitivanje sustava grijanja privatne kuće počinje odvajanjem kotla za grijanje, automatskih ventilacijskih otvora i ekspanzijskog spremnika iz sustava. Ako zaporni ventili dovode do ove opreme, možete ih zatvoriti, ali ako se pokaže da su ventili neispravni, ekspanzijski spremnik će sigurno otkazati, a bojler, ovisno o pritisku koji na njega primjenjujete. Stoga je bolje ukloniti ekspanzijski spremnik, pogotovo jer to nije teško učiniti, ali u slučaju kotla morat ćete se osloniti na ispravnost slavina. Ako na radijatorima postoje termostati, također ih je poželjno ukloniti - nisu predviđeni za visoki tlak.









Ponekad se ne testira svo grijanje, već samo neki dio. Ako je moguće, odsječe se uz pomoć zapornih ventila ili se postavljaju privremeni skakači - ostruge.
Dalje, proces je:
- Ako je sustav bio u radu, rashladna tekućina se ispušta.
- Na sustav je spojen regulator tlaka. Od njega se proteže crijevo koje završava spojnom maticom.Ovo crijevo je spojeno na sustav na bilo kojem prikladnom mjestu, čak i na mjestu uklonjene ekspanzijske posude ili umjesto odvodne slavine.
-
Voda se ulijeva u kapacitet tlačne ispitne pumpe, te se pomoću pumpe upumpava u sustav.
- Sav zrak se mora ukloniti iz sustava prije tlačenja. Da biste to učinili, možete malo pumpati sustav s otvorenim odvodnim ventilom ili ga spustiti kroz otvore za zrak na radijatorima (slavine Mayevsky).
- Sustav se dovodi na radni tlak, održava se najmanje 10 minuta. Za to vrijeme sav preostali zrak se spušta.
- Tlak raste na ispitni tlak, održava se određeno vremensko razdoblje (regulirano propisima Ministarstva energetike). Tijekom testa provjeravaju se svi uređaji i spojevi. Pregledavaju se zbog curenja. Štoviše, čak i malo vlažan spoj smatra se curenjem (također treba eliminirati zamagljivanje).
- Tijekom crimpinga kontrolira se razina tlaka. Ako tijekom ispitivanja njegov pad ne prelazi normu (napisanu u SNiP), smatra se da je sustav u dobrom stanju. Ako tlak padne čak i malo ispod normalnog, trebate potražiti curenje, popraviti ga, a zatim ponovno započeti ispitivanje tlaka.
Kao što je već spomenuto, ispitni tlak ovisi o vrsti opreme i sustava koji se testira (grijanje ili topla voda). Preporuke Ministarstva energetike navedene u "Pravilima tehničkog rada termoelektrana" (točka 9.2.13.) sažete su u tablici radi lakšeg korištenja.
| Vrsta testirane opreme | Ispitni tlak | Trajanje testa | Dopušteni pad tlaka |
|---|---|---|---|
| Lift jedinice, bojleri | 1 MPa (10 kgf/cm2) | 5 minuta | 0,02 MPa (0,2 kgf/cm2) |
| Sustavi s radijatorima od lijevanog željeza | 0,6 MPa (6 kgf/cm2) | 5 minuta | 0,02 MPa (0,2 kgf/cm2) |
| Sustavi s panelnim i konvektorskim radijatorima | 1 MPa (10 kgf/cm2) | 15 minuta | 0,01 MPa (0,1 kgf/cm2) |
| Sustavi opskrbe toplom vodom iz metalnih cijevi | radni tlak + 0,5 MPa (5 kgf/cm2), ali ne više od 1 MPa (10 kgf/cm2) | 10 minuta | 0,05 MPa (0,5 kgf/cm2) |
| Sustavi tople vode od plastičnih cijevi | radni tlak + 0,5 MPa (5 kgf/cm2), ali ne više od 1 MPa (10 kgf/cm2) | 30 minuta | 0,06 MPa (0,6 kgf/cm2), uz daljnju provjeru unutar 2 sata i maksimalni pad od 0,02 MPa (0,2 kgf/cm2) |
Imajte na umu da je za ispitivanje grijanja i vodovoda iz plastičnih cijevi vrijeme zadržavanja ispitnog tlaka 30 minuta. Ako se tijekom tog vremena ne pronađu odstupanja, smatra se da je sustav uspješno prošao tlačni test.
Ali test se nastavlja još 2 sata. I tijekom tog vremena pad tlaka u sustavu ne bi trebao prelaziti normu - 0,02 MPa (0,2 kgf / cm2).
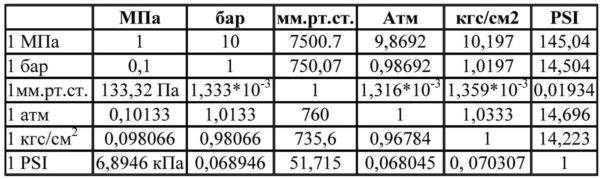
Tablica korespondencije za različite jedinice tlaka
S druge strane, SNIP 3.05.01-85 (klauzula 4.6) ima druge preporuke:
- Ispitivanja sustava grijanja i vodoopskrbe trebaju se provoditi s tlakom od 1,5 od radnog, ali ne nižim od 0,2 MPa (2 kgf / cm2).
- Sustav se smatra ispravnim ako nakon 5 minuta pad tlaka ne prelazi 0,02 MPa (0,2 kgf/cm).
Koja pravila koristiti je zanimljivo pitanje. Dok su oba dokumenta valjana i nema sigurnosti, pa su oba prihvatljiva. Potrebno je pristupiti svakom slučaju pojedinačno, uzimajući u obzir maksimalni tlak za koji su projektirani njegovi elementi. Dakle, radni tlak radijatora od lijevanog željeza nije veći od 6 atm, odnosno ispitni tlak će biti 9-10 atm.Približno se također potrebno odrediti sa svim ostalim komponentama.
Što je ispiranje i pritiskanje
Ispiranje i tlačno ispitivanje sustava grijanja provodi se u slučajevima kada sloj naslaga u cijevima postane prevelik da bi oni mogli nastaviti funkcionirati. Kao preventiva, takvi se događaji rijetko provode, jer je ovo zadovoljstvo prilično naporno i skupo. Za hidropneumatsko ispiranje koriste se kiselinske otopine koje uklanjaju plak sa stijenki cjevovoda prema van. Metalne čestice prianjaju na unutarnje stijenke cijevi, smanjujući tako njihov promjer. To dovodi do:
- povećanje tlaka;
- povećanje brzine rashladne tekućine;
- smanjenje učinkovitosti;
- povećanje troškova.
Što je tlačno ispitivanje sustava grijanja - ovo je običan test, prema čijim se rezultatima može reći je li sigurno koristiti takvu opremu ili ne, kao i može li izdržati potrebna opterećenja. Na kraju krajeva, nitko ne želi postati žrtvom depresurizacije kruga i biti pacijent na odjelu za opekline. Tlačno ispitivanje sustava grijanja provodi se u skladu sa SNiP-ovima. To je obavezan postupak. Nakon toga se izdaje dokument koji potvrđuje tehničku ispravnost kruga. Evo glavnih slučajeva kada se provodi tlačno ispitivanje sustava grijanja:
- prilikom sastavljanja novog kruga i puštanja u rad;
- nakon popravka;
- preventivni pregledi;
- nakon čišćenja cijevi otopinama kiselina.
Tlačno ispitivanje sustava grijanja provodi se u skladu sa SNiP br. 41-01-2003 i br. 3.05.01-85, kao i pravilima za tehnički rad termoelektrana.
Iz ovih pravila poznato je da se takva radnja kao što je tlačno ispitivanje sustava grijanja provodi zrakom ili tekućinom. Druga metoda se zove hidraulička, a prva manometrijska, također je pneumatska, to je mjehurić. Pravila za tlačno ispitivanje sustava grijanja navode da se ispitivanja vode mogu provoditi samo ako je temperatura u prostoriji iznad pet stupnjeva. U suprotnom postoji opasnost od smrzavanja vode u cijevima. Tlačenje sustava grijanja zrakom uklanja ovaj problem, provodi se u hladnoj sezoni. U praksi se češće koristi hidrauličko tlačno ispitivanje sustava grijanja, jer svi pokušavaju dovršiti potrebne planirane radove prije sezone grijanja. Zimi se vrši samo otklanjanje nezgoda, ako ih ima.
Moguće je započeti tlačno ispitivanje sustava grijanja samo kada su kotao i ekspanzijski spremnik odsječeni iz kruga, inače neće uspjeti. Kako se ispituje tlak u sustavu grijanja?
- sva tekućina se ispušta iz kruga;
- zatim se u nju ulije hladna voda;
- dok se puni, višak zraka se spušta iz kruga;
- nakon nakupljanja vode, tlačni kompresor se dovodi u krug;
- kako je sustav grijanja pod tlakom - količina atmosfere se postupno povećava. U tom slučaju, maksimalni ispitni tlak ne smije biti veći od vlačne čvrstoće različitih elemenata kruga;
- visoki tlak se ostavi neko vrijeme i pregledaju se svi priključci. Potrebno je gledati ne samo na navojne spojeve, već i na mjesta gdje su dijelovi kruga lemljeni.
Tlačenje sustava grijanja zrakom je još lakše.Samo ispustite svu rashladnu tekućinu, zatvorite sve izlaze u krugu i dovedite zrak u njega. Ali na taj način je teže utvrditi kvar. Na primjer, ako u cijevima postoji tekućina, tada će pri visokom tlaku prodrijeti kroz mogući razmak. Lako ga je vizualno prepoznati. Ali ako nema tekućine u cijevima, u skladu s tim, ne izlazi ništa osim zraka. U tom slučaju može se čuti zvižduk.
A ako je nečujan, dok igla mjerača tlaka ukazuje na curenje, tada su svi priključci premazani vodom sa sapunom. Da biste to olakšali, možete provjeriti ne cijeli sustav, već podijeliti ga na segmente. U tom je slučaju lakše provesti tlačno ispitivanje cijevi za grijanje i odrediti moguća mjesta smanjenja tlaka.
Ugradite metalno-plastične cijevi sami
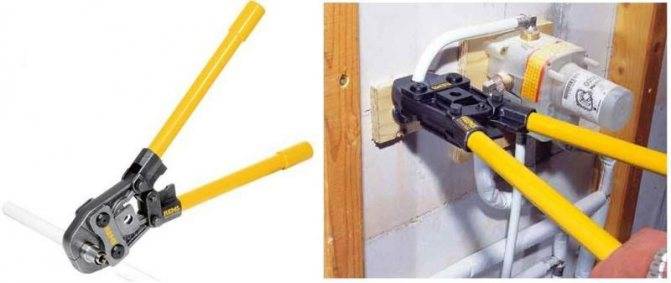
Rezanje cijevi vrši se škarama za metal ili posebnom pilom. Rezači se koriste za rezanje metaloplastike malog i srednjeg promjera, a naširoko se koriste u profesionalnoj instalaciji. Škare su jednostavniji kućanski aparat, mogu se kupiti i u kategoriji proračunskih cijena, glavna stvar je da postoji udobna i uravnotežena ručka, a same oštrice su oštre, izrađene od visokokvalitetnog metala. Rezači su opremljeni unutarnjim kalibratorom koji omogućuje ne samo rezanje metalne plastike, već i vraćanje deformiranog oblika rubova.







Uz specijalne alate, kod ugradnje sustava metalno-plastičnih cijevi potrebna je upotreba svestranijih uređaja: mjerna vrpca, ključevi odgovarajuće veličine, glodalo, brusni šmirgl, ekspander, pod uvjetom da su spojevi za prešanje korišteni.
Vodovodni sustav izrađen od plastike i metala nije samo izdržljiv i praktičan, već je i jednostavan za ugradnju. Proces je dostupan za izvršenje čak i osobi koja nema potrebna znanja. Posjedujući set najjednostavnijih alata, osnovne instalacijske radove možete obaviti učinkovito i uz pristojnu uštedu ako slijedite jednostavna pravila instalacije.
Plastika u kombinaciji s metalom je dobar tandem, ali se također "boji" agresivnih mehaničkih i ultraljubičastih učinaka, to se mora uzeti u obzir pri otvaranju.
Ako se namjerava ugraditi zatvoreni tip, tada je potrebno predvidjeti prisutnost otvora za pristup spojevima kompresijskog tipa.
Sustav grijanja također se može sastojati od MP cijevi, ali u ovom slučaju vrijedi obratiti posebnu pozornost na provjeru integriteta svih elemenata i promatranje stanja najtrajnijeg spoja svih elemenata. Nemojte koristiti oštre predmete prilikom raspakiranja novih elemenata sustava, čak i mikro ogrebotina može ozbiljno oštetiti cijeli sustav.
Metalni nosači i vješalice koji se koriste za ugradnju cijevi moraju biti opremljeni mekim brtvama, što će pomoći u izbjegavanju mehaničkih oštećenja plastične površine.
Kao što ormar počinje s vješalicom, tako i ugradnja metalno-plastičnih cijevi počinje odabirom i pričvršćivanjem kuglastih ventila
Ovaj element je iznimno važan za cijeli sustav, ne biste trebali štedjeti na njemu i kupiti kineske proračunske kolege
Kvalitetna slavina mora izdržati do 60 atmosfera i visoke temperature
Kao što ormar počinje s vješalicom, tako i ugradnja metalno-plastičnih cijevi počinje odabirom i pričvršćivanjem kuglastih ventila
Ovaj element je iznimno važan za cijeli sustav, ne biste trebali štedjeti na njemu i kupiti kineske proračunske kolege. Kvalitetna slavina mora izdržati do 60 atmosfera i visoke temperature. U slučaju curenja, slavina je ta koja je u stanju zaustaviti protok vode u najkraćem mogućem roku.
Ako se slavina u pravo vrijeme ne nosi sa svojim izravnim zadatkom, vodovodni sustav je u opasnosti od ozbiljnog oštećenja.
U slučaju curenja, slavina je ta koja je u stanju zaustaviti protok vode u najkraćem mogućem roku. Ako se slavina u pravo vrijeme ne nosi sa svojim izravnim zadatkom, vodovodni sustav je u opasnosti od ozbiljnog oštećenja.
Kao što ormar počinje s vješalicom, tako i ugradnja metalno-plastičnih cijevi počinje odabirom i pričvršćivanjem kuglastih ventila
Ovaj element je iznimno važan za cijeli sustav, ne biste trebali štedjeti na njemu i kupiti kineske proračunske kolege. Kvalitetna slavina mora izdržati do 60 atmosfera i visoke temperature. U slučaju curenja, slavina je ta koja je u stanju zaustaviti protok vode u najkraćem mogućem roku.
Ako se slavina u pravo vrijeme ne nosi sa svojim izravnim zadatkom, vodovodni sustav je u opasnosti od ozbiljnog oštećenja.
U slučaju curenja, slavina je ta koja je u stanju zaustaviti protok vode u najkraćem mogućem roku. Ako se slavina u pravo vrijeme ne nosi sa svojim izravnim zadatkom, vodovodni sustav je u opasnosti od ozbiljnog oštećenja.
Ako je cijeli sustav instaliran od nule, tada će uključivati ugradnju filtera za čišćenje, mjerača, reduktora tlaka, razdjelnika za cjevovode u cijelom području. Cijevi se preporuča montirati zajedno s filterima, to će spriječiti ulazak tehničkih krhotina u sustav.









Pročitajte također:
Ispitivanja u stambenim zgradama
U višestambenim zgradama također se može provesti tlačno ispitivanje sustava grijanja zrakom. Sada ćemo razmotriti potrebne uvjete za rad. U slučaju da otkrijete curenje vode, potrebno ih je popraviti. Ali često, bez visokog tlaka u sustavu, prilično je teško pronaći tanke pukotine u šavovima. U višestambenim zgradama potrebno je izvršiti tlačna ispitivanja kako pojedinih stanova tako i svih autocesta.
Trebate pripremiti:
- Pregledajte sve priključke za zaključavanje. Ako su ventili izrađeni od lijevanog željeza, svakako zamijenite žlijezde njima. Zamijenite brtve na prirubničkim spojevima. Također se moraju zamijeniti svi vijci koji su izgubili svoj izvorni izgled. Obavezno ugradite nove tlakomjere, preporuča se stare poslati na provjeru kako bi se odlučilo mogu li se dalje koristiti za mjerenja.
- Vizualno pregledajte sve cijevi, spojeve kako biste identificirali čak i manje nedostatke, oštećenja. Ako pronađete problematična područja, morate ih brzo popraviti.
- Provjerite stanje toplinsko izolacijskog materijala na autocestama položenim u podrumu i između etaža.
Nakon pripreme, možete započeti izravno prešanje:
- Napunite cijeli krug vodom niske tvrdoće (tako da se kamenac ne pojavi). Bolje ga je pumpati u sustav, naravno, električnom pumpom. Tlak - 6-10 bara. U spremnik s tekućinom morate spustiti crijeva - odvod i dovod. Zatim priključite crpku na mrežu grijanja i uključite ispitivač tlaka. Tlak se mora unaprijed postaviti.
- Otkrivate pola sata - tijekom tog razdoblja tlak bi trebao ostati gotovo na istoj razini. U slučaju da tlak ne padne, ispitivanje se može smatrati završenim. Sustav možete napuniti radnom tekućinom i započeti aktivan rad.
- Ako tlak padne, tada postoje kvarovi u sustavu grijanja. Postupak za tlačno ispitivanje sustava grijanja zrakom je otprilike isti, ali ćete morati koristiti otopinu sapuna - bez nje je teško pronaći curenje. Čim pronađete nedostatke, možete početi prazniti sustav i popraviti. Zatim ponovno dijagnosticirajte cjelokupno grijanje.
Ulazna jedinica se izvodi na sličan način - tlak bi trebao biti oko 10 bara.



