
- Visokotlačni obvezujući spojevi za prešanje
- Metoda #4: Push-connect veza
- Ostale mogućnosti lemljenja: rad s bakrenim cijevima i raznim metalima
- Nijanse lemljenja bakrenih cijevi: kako to učiniti ispravno
- Kako lemiti bakrenu žicu na aluminij
- Kako lemiti bakar i nehrđajući čelik
- Lemljenje bakra željezom - je li moguće
- Tehnologija lemljenja bakrenih proizvoda
- Izrežite predmet na potrebnu duljinu
- Nanesite fluks na površinu cijevi
- Spajanje dijelova prije lemljenja
- Stvaranje spojeva tijekom lemljenja na niskim temperaturama
- Formiranje šavova kod visokotemperaturnog lemljenja
- Vrste bakrenih cijevi
- Što je potrebno za lemljenje bakrenih cijevi
- Potrošni materijal i alati
- Lem i fluks
- Plamenik
- Povezani materijali
- Gdje se primjenjuje
- 3 Kako lemiti bakrene cijevi?
- Ugradnja bakrenih cijevi
- Montaža cjevovoda s armaturom
- Alati i materijali
- Upute za montažu
Visokotlačni obvezujući spojevi za prešanje
Napredak u tehnologiji ljepljivog stiskanja i u razvoju materijala za o-prstenove omogućio je primjenu ljepljivih presova na visokotlačne sustave. Međutim, visokotlačni sustavi zahtijevaju nešto drugačije konfiguracije čeljusti za prešanje.
Rezultat proizvodnje spojnog čvora tehnikom dvostrukog krimpanja od 360º
Spojevi za spajanje za niskotlačne, procesne i nemedicinske stlačene plinske cjevovode koriste jedan standardni šesterokutni oblik stiskanja.
Vezivanje pod visokim tlakom zahtijeva korištenje posebno dizajniranih spojnica i steznih čeljusti kako bi se osiguralo dvostruko zatezanje spojnice od 360°.
Metoda #4: Push-connect veza
Posebnost metode utiskivanja je da za ugradnju nisu potrebni dodatni alati, plamenici, posebni plinovi goriva ili struja. Montaža na utiskivanje osigurana je integriranom brtvom od elastomera i ručkom od nehrđajućeg čelika.
Pogodan u svakom pogledu i prilično praktičan za rad, način sastavljanja sklopa umetanjem pritiskom (push-connect)
Tipični rasponi tlaka i temperature za utične sklopove prikazani su u tablici:
| Vrsta montaže | Raspon tlaka, kPa | Raspon temperature, ºC |
| Uložak za utiskivanje, D = 12,7 – 50,8 mm | 0 – 1375 | minus 18 / plus 120 |
Postoje dvije uobičajene vrste okova za ovu vrstu montaže. Obje opcije stvaraju jake, pouzdane čvorove. Međutim, dok jedna vrsta utikača omogućuje jednostavno uklanjanje sklopa nakon instalacije, kao što je za održavanje sustava, drugi ne podržava ovu konfiguraciju. Ovi momenti se međusobno razlikuju.
Vrste okova za utične spojeve: s lijeve strane - sklopivi dizajn; desno - neodvojivi dizajn
Prije sastavljanja sklopa potrebno je izvršiti sve pripremne postupke s bakrenom cijevi, kao što je već gore opisano
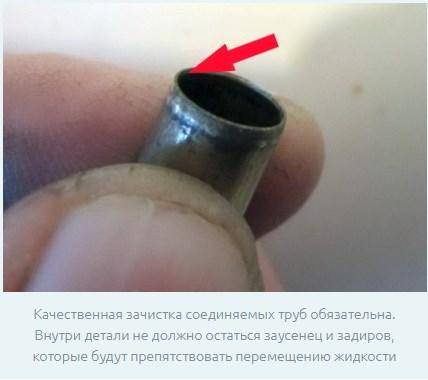
Ovdje posebnu pozornost treba posvetiti čišćenju zakošenog kraja bakrene cijevi brusnim papirom, najlonskom abrazivnom krpom ili sanitarnom krpom. Ovi postupci osiguravaju integritet brtvene brtve u trenutku umetanja. bakrena cijev u tijelu fitinga
Montaža uključuje izvođenje krutog potiskivanja, istovremenog uvijanja usmjerenog u tijelo okova. Pomicanje bakrene cijevi unutar spojnice izvodi se sve dok bakrena cijev ne prisloni na stražnju stranu čašice fitinga. Ovaj trenutak obično je označen prethodno napravljenom oznakom dubine umetanja na površini bakra.
Uz pomoć informacija: Cooper
Ostale mogućnosti lemljenja: rad s bakrenim cijevima i raznim metalima
Za lemljenje bakrenih cijevi potrebno je određeno iskustvo u ovoj vrsti posla. Stoga, ako domaći majstor prvi put poduzima takav posao, vrijedno je prethodno vježbati kako se već gotovi vodoopskrbni ili grijaći vod ne bi ponovio nekoliko puta. Bakrene cijevi mogu se lemiti i tvrdim lemom (pomoću plinskog plamenika) i mekim legurama. U drugom slučaju, za bakrene cijevi, prikladno je koristiti čekić za lemljenje velike snage.
 Precizno i kvalitetno lemljenje ključ je trajnosti spoja
Precizno i kvalitetno lemljenje ključ je trajnosti spoja
Nijanse lemljenja bakrenih cijevi: kako to učiniti ispravno
Kao fluks za lemljenje bakrenih cijevi, najbolje je koristiti kolofonij. Nanosi se u ravnomjernom sloju na vanjske površine cijevi, nakon čega se na njega montira spojnica. Na njegovoj poleđini montiran je drugi dio autoceste. Zatim se spojnica zagrijava plinskim plamenikom i lem se "ugrađuje" duž šavova.Pod utjecajem visoke temperature topi se, ispunjavajući šav i stvarajući visokokvalitetnu čvrstu vezu.
 Ponekad morate učiniti bez okova
Ponekad morate učiniti bez okova
Lemljenje bakrenih cijevi vlastitim rukama nije previše teško, ali ovaj rad zahtijeva pažnju i točnost. Naravno, riječima se ne može sve razumljivo objasniti, pa dragom čitatelju skrećemo pozornost na video o tome kako lemiti bakar s plinskim plamenikom, iz kojeg će sve postati jasnije.
 Pogledajte ovaj video na YouTubeu
Pogledajte ovaj video na YouTubeu
Nakon što ste se pozabavili pitanjem kako lemiti bakrene cijevi kod kuće, možete prijeći na sljedeći problem, odnosno lemljenje neidentičnih metala (bakar s aluminijem, željezom ili nehrđajućim čelikom).
Kako lemiti bakrenu žicu na aluminij
Lemljenje aluminija s bakrom prilično je kompliciran proces. Valja napomenuti da je isti lem teško pogodan za aluminij kao za bakar i obrnuto. Mnogo je lakše uskladiti ove metale pomoću čelične čahure. Iako danas proizvođač nudi posebne lemove i tokove za takve svrhe, njihov trošak je značajan, što dovodi do neisplativosti takvog rada.

Cijeli problem leži u sukobu između bakra i aluminija. Imaju različitu vatrostalnost, gustoću. Osim toga, aluminij, kada je u interakciji s bakrom, počinje snažno oksidirati. Taj se proces posebno ubrzava kada električna struja prođe kroz priključak. Stoga, ako je potrebno spojevi bakrenih i aluminijskih žica najbolje je koristiti WAGO samostezne terminalne blokove unutar kojih se nalazi Alyu Plus kontaktna pasta. Ona je ta koja uklanja oksid iz aluminija, sprječava njegov naknadni izgled i potiče normalan kontakt s bakrenim vodičima.









Nakon što ste shvatili kako lemiti bakar na aluminij, možete prijeći na tvrđe metale.
 Ponekad je takva veza neophodna
Ponekad je takva veza neophodna
Kako lemiti bakar i nehrđajući čelik
Kod lemljenja bakra s nehrđajućim čelikom čak ni sam materijal lemljenja ne igra važnu ulogu, već korišteni alat, iako puno ovisi o potrošnom materijalu. Najprihvatljiviji materijali u ovom slučaju su:
- bakreno-fosforni lem;
- kositar srebra (Castolin 157);
- radiotehnika.
Neki majstori tvrde da će s pravim pristupom radu uspjeti čak i najčešći lem na bazi kositra i olova. Glavna stvar je obvezna upotreba fluksa (boraks, kiselina za lemljenje), temeljito zagrijavanje i tek nakon toga lemljenje (lemljenje).
 Složeno lemljenje bakra i nehrđajućeg čelika
Složeno lemljenje bakra i nehrđajućeg čelika
Takvi spojevi su rijetki, pa su specijalizirani lemovi za takve svrhe prilično skupi.
Lemljenje bakra željezom - je li moguće
Ova opcija je moguća, ali pod određenim uvjetima. Na primjer, kao grijač, jednostavan propan plamenik više nije prikladan. Morate koristiti propan s kisikom. Boraks treba koristiti kao fluks, ali mjed će djelovati kao lem. Samo u ovom slučaju možemo se nadati normalnom rezultatu. Nije teško kupiti lem za lemljenje bakra željezom ili nehrđajućim čelikom. Glavna stvar je razumjeti hoće li dodatni troškovi biti opravdani.
 Također je moguće lemljenje bakrenih i željeznih cijevi
Također je moguće lemljenje bakrenih i željeznih cijevi
A sada nudimo da pogledamo kako pažljivo domaći majstori mogu izvoditi radove na lemljenim cijevima autocesta u različite svrhe.
1 od 5





Tehnologija lemljenja bakrenih proizvoda
Nakon pripreme alata i materijala, cijevi se lemljuju, a sastoje se od sljedećih koraka:
- rezanje praznina u segmente;
- odmašćivanje i uklanjanje oksida;
- spajanje elemenata;
- nanošenje lema na spojnu liniju.
Izrežite predmet na potrebnu duljinu
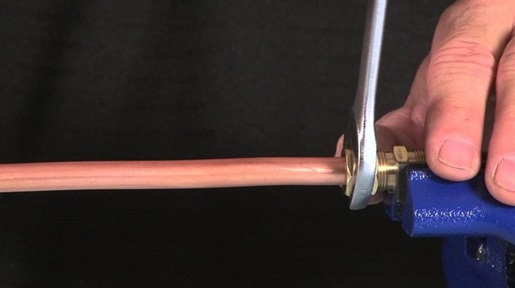
Zavarivanje bakrenih cijevi počinje označavanjem cjevovoda, koji se zatim reže na elemente željene duljine. Prilikom označavanja potrebno je uzeti u obzir marginu duljine potrebnu za spajanje cijevi nakon proširenja kraja. Ručni alat za rezanje omogućuje stezanje cijevi, a zatim se karbidni valjak kotrlja oko vanjske površine obratka. Dok se tijelo cijevi reže, valjak se pritisne vijkom za podešavanje, što vam omogućuje ravnomjeran rez.
Dopušteno je rezati praznine s nožnom pilom i posebnim predloškom koji osigurava okomitost reza. Prilikom rezanja nije dopušteno stiskanje cijevi, jer ovalnost vanjske površine pogoršava nepropusnost spoja (zbog promjene razmaka koji se neće ispuniti lemom). Rezultirajući bljesak uklanja se brusnim papirom i metalnom četkom. Zatim se jedan od rubova obrađuje ekspanderom, koji će stvoriti zapečaćeni spoj povećane čvrstoće.
Nanesite fluks na površinu cijevi
Zavarivanje bakrenih cijevi vlastitim rukama zahtijeva uklanjanje oksida s površine dijelova koji se spajaju. Praznine se brišu sredstvom za odmašćivanje (na primjer, acetonom), a zatim se na spojene rubove nanosi reagens. Ne preporučuje se korištenje povećane doze fluksa, aktivne tvari ravnomjerno nanijeti u tankom sloju na područje veze. Za nanošenje reagensa koristi se kist koji ne ostavlja vlakna na površini.
Spajanje dijelova prije lemljenja
Nakon nanošenja fluksa, cijevi se spajaju, preporuča se spajanje elemenata odmah nakon podmazivanja površine (kako bi se smanjio rizik od taloženja prašine). Dijelovi se rotiraju jedan u odnosu na drugi kada su spojeni, što omogućuje distribuciju toka i osigurava čvrsto prianjanje. Reagens istisnut iz spoja uklanja se suhom krpom, zabranjeno je zadržavanje toka na elementima izrađenim od obojenih metala, jer počinje uništavanje materijala.
Stvaranje spojeva tijekom lemljenja na niskim temperaturama

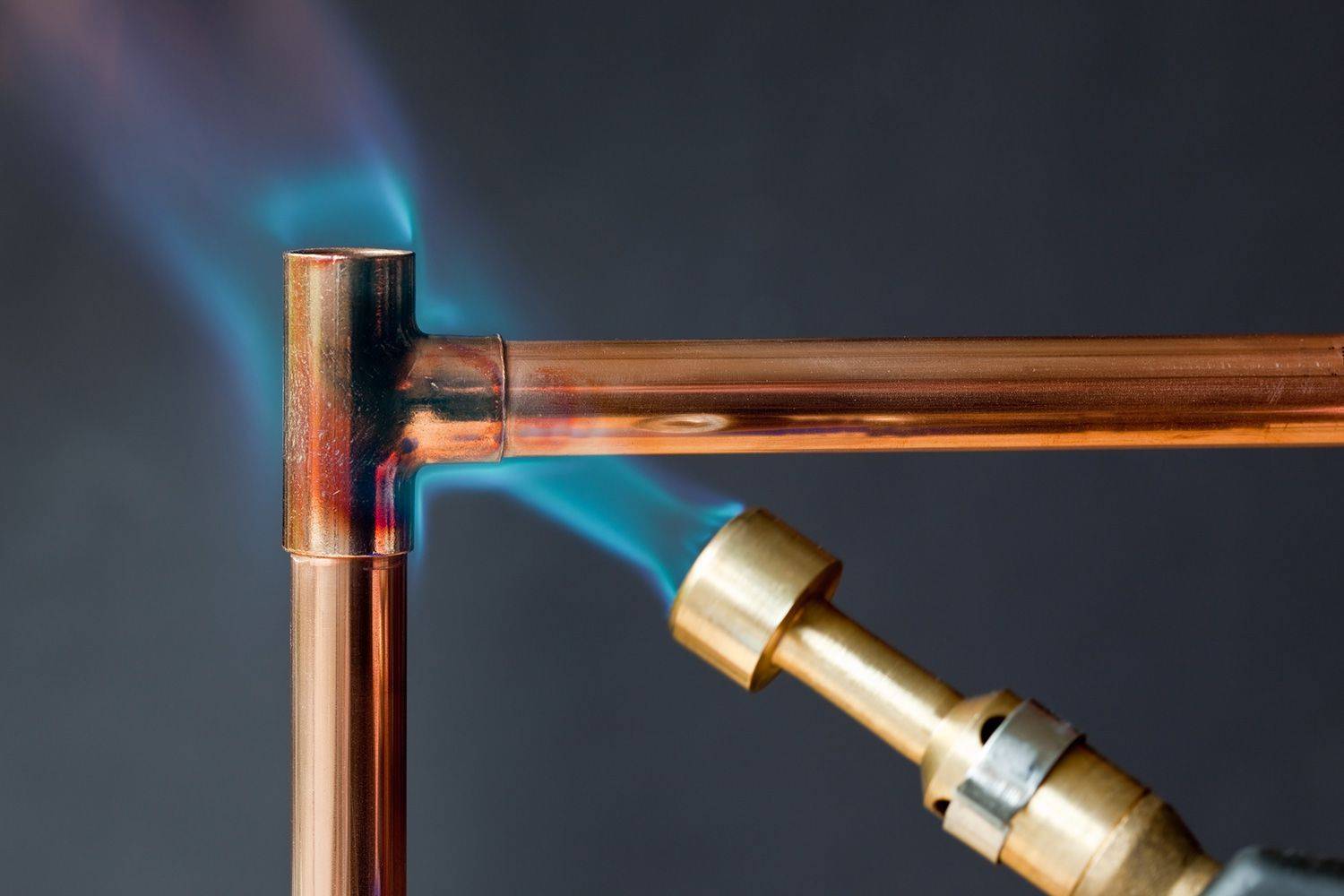
Tehnologija niske temperature koristi fluks dizajniran za smanjeno zagrijavanje konstrukcije tijekom spajanja. Lemljenje bakrenih cijevi s plinskim plamenikom omogućuje dovod plamenika u zonu spajanja, plamenik se pomiče duž spoja, osiguravajući ravnomjerno zagrijavanje dijelova. Zatim se u ruku uzima šipka lemljenja koja se ubacuje u razmak između cijevi. Otopljeni metal počinje se širiti po površinama, plamenik se uklanja na stranu, lem ispunjava spoj zbog temperature zagrijane cijevi.










Formiranje šavova kod visokotemperaturnog lemljenja
Kada se koriste vatrostalni lemovi, cijevi se zagrijavaju plamenikom na povišenu temperaturu. Plamenik se kreće duž spojne zone sve dok se cijev ne zagrije do trešnje-crvene nijanse (što odgovara temperaturi od 750°C). Zatim se lem, prethodno zagrijan plamenom plamenika, dovodi u spoj.
Lem se topi od kontakta s zagrijanim cijevima, ravnomjerno ispunjavajući montažni razmak. Nanošenje viška lema nije potrebno jer će materijal ostati na vanjskoj strani cjevovoda.Nakon završetka postupka potrebno je pričekati 2-3 minute, nakon što se temperatura spoja smanji i lem kristalizira, ostaci fluksa se uklanjaju. Dodatna obrada spoja nije potrebna.
Vrste bakrenih cijevi
Prije proizvodnje cjevovoda morate odabrati dijelove. Među kupljenim dijelovima postoje dvije vrste:
- Nežareni - elementi visoke čvrstoće s niskim indeksom duktilnosti. Nakon proizvodnje ne prolaze dodatnu toplinsku obradu.
- Žareni - elementi koji prolaze dodatnu toplinsku obradu. Čuvaju se na temperaturi od oko 700 stupnjeva Celzija. Materijal dobiva visok indeks plastičnosti. Zahvaljujući dodatnoj toplinskoj obradi, postaju otporniji na kritične temperature.
Bakrene cijevi razlikuju se po debljini stijenke i veličini zavojnica u kojima se prodaju. Prema GOST-u, moraju biti izrađeni od čistog bakra.
Što je potrebno za lemljenje bakrenih cijevi
Lemljenje bakrenih cijevi, koje nije teško napraviti vlastitim rukama, ne zahtijeva skupu opremu i bilo kakve posebne materijale. Da biste ga pravilno implementirali, trebat će vam sljedeći uređaji.
Plamenik, zbog kojeg će se zagrijati lem i dio cijevi gdje će biti spojeni. U pravilu se na takav plamenik dovodi plin propan, čiji se tlak regulira reduktorom za zavarivanje.
Specijalni alat za rezanje bakrenih cijevi. Budući da su proizvodi od ovog metala vrlo mekani, potrebno ih je rezati dovoljno nježno kako ne bi naborali zidove.Na suvremenom tržištu nude se rezači cijevi različitih modela, koji se razlikuju po svojoj funkcionalnosti i tehničkim mogućnostima.
Dizajn pojedinačnih modela takvih uređaja, što je važno, omogućuje im korištenje čak i za rad na teško dostupnim mjestima.
Ekspander cijevi je uređaj koji vam omogućuje proširenje promjera bakrene cijevi, što je potrebno za bolje lemljenje. U različitim sustavima montiranim od bakrenih cijevi koriste se elementi istog presjeka, a kako bi se kvalitativno povezali, potrebno je malo povećati promjer jednog od spojenih elemenata. Upravo taj problem rješava takav uređaj kao ekspander cijevi.
Upravo taj problem rješava takav uređaj kao ekspander cijevi.
Komplet za šišanje bakrenih cijevi
Uređaj za skošenje krajeva bakrenih cijevi. Nakon obrezivanja na krajevima dijelova ostaju neravnine, što može ometati dobivanje kvalitetne i pouzdane veze. Da biste ih uklonili i dali krajevima cijevi potrebnu konfiguraciju, prije lemljenja koristi se skošivač. Danas na tržištu postoje dvije glavne vrste uređaja za košenje: postavljeni u okruglo tijelo i izrađeni u obliku olovke. Prikladniji za korištenje, ali i skuplji, okrugli su uređaji koji mogu obraditi meke bakrene cijevi promjera ne više od 36 mm.
Da biste pravilno pripremili bakrene cijevi za lemljenje, potrebno je ukloniti sve nečistoće i okside s njihove površine. U te se svrhe koriste četke i četke, čije su čekinje izrađene od čelične žice.
Lemljenje bakrenih cijevi obično se izvodi tvrdim lemom, koji može biti visoke i niske temperature. Visokotemperaturni lem je bakrena žica koja u svom sastavu sadrži oko 6% fosfora. Takva žica se topi na temperaturi od 700 stupnjeva, dok je za njen niskotemperaturni tip (limena žica) dovoljno 350 stupnjeva.
Tehnologija lemljenja bakrenih cijevi uključuje upotrebu posebnih tokova i pasta koji obavljaju zaštitnu funkciju. Takvi tokovi ne samo da štite formirani šav od stvaranja mjehurića zraka u njemu, već i značajno poboljšavaju prianjanje lema na materijal cijevi.
Uz fluks, lem i druge osnovne elemente, za lemljenje bakrenih cijevi bit će potrebni dodatni alati koji se mogu naći u svakoj radionici ili garaži. Za lemljenje ili zavarivanje bakrenih proizvoda dodatno pripremite:
- redoviti marker;
- rulet;
- razina zgrade;
- mala četka s krutim vlaknima;
- čekić.
Prije početka rada također je važno odlučiti se kako lemiti bakar cijevi. Mogu postojati dvije glavne opcije: lemljenje bakra (rjeđe se koristi) i korištenje mekog lema. Prilikom rješavanja ovog problema važno je poći od činjenice da postoje zahtjevi za korištenje jedne ili druge vrste lemljenja
Dakle, tvrdi lemovi se koriste za lemljenje elemenata rashladnih uređaja i klima uređaja. U svim ostalim slučajevima (vodoopskrbni sustavi, sustavi grijanja itd.) može se koristiti limena žica. No, bez obzira na odabranu tehnologiju, treba imati na umu da je tok u svakom slučaju neophodan.
Prilikom rješavanja ovog pitanja važno je polaziti od činjenice da postoje zahtjevi za korištenje jedne ili druge vrste lemljenja. Dakle, tvrdi lemovi se koriste za lemljenje elemenata rashladnih uređaja i klima uređaja.
U svim ostalim slučajevima (vodoopskrbni sustavi, sustavi grijanja itd.) može se koristiti limena žica. No, bez obzira na odabranu tehnologiju, treba imati na umu da je tok u svakom slučaju neophodan.

Četke za skidanje unutarnje površine bakrene cijevi prije lemljenja
Potrošni materijal i alati
Osim cijevi i fitinga, trebat će vam i plamenik, lem i fluks - za samo lemljenje. I također savijač cijevi i nekoliko povezanih sitnica za obradu prije početka rada.










Četka za skidanje okova iznutra
Lem i fluks
Lemljenje bakrenih cijevi bilo koje vrste događa se uz pomoć fluksa i lemljenja. Lem je legura koja se obično temelji na kositru s određenim talištem, ali nužno nižim od bakra. Uvodi se u zonu lemljenja, zagrijava se u tekuće stanje i teče u spoj. Nakon hlađenja, osigurava čvrstu i izdržljivu vezu.
Za amatersko lemljenje bakrenih cijevi vlastitim rukama prikladni su lemovi na bazi kositra s dodatkom srebra, bizmuta, antimona i bakra. Spojevi s dodatkom srebra smatraju se najboljim, ali su najskuplji, optimalni s dodatkom bakra. Ima i s dodatkom olova, ali se ne smiju koristiti u vodovodu. Sve ove vrste lemljenja pružaju dobru kvalitetu šavova i lako lemljenje.

Fluks i lem su neophodni potrošni materijali
Meki lem se prodaje u malim kolutima, tvrdi lem se prodaje u pakiranjima, izrezan na komade.
Prije lemljenja spoj se tretira fluksom.Fluks je tekućina ili sredstvo nalik pasti koje uzrokuje da otopljeni lem teče u spoj. Ovdje nema ništa posebno odabrati: bilo koji fluks za bakar će učiniti. Također, trebat će vam mala četka za nanošenje fluksa. Bolje - s prirodnim čekinjama.
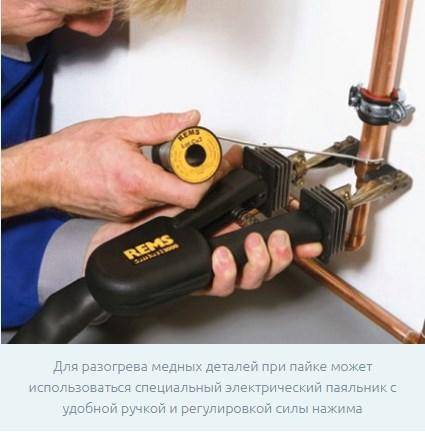
Plamenik
Za rad s mekim lemljenjem možete kupiti malu ručnu svjetiljku s jednokratnom plinskom bocom. Ovi cilindri su pričvršćeni na ručku, imaju volumen od 200 ml. Unatoč maloj veličini, temperatura plamena je od 1100°C i više, što je više nego dovoljno za otapanje mekog lema.
Ono na što trebate obratiti pažnju je prisutnost piezo paljenja. Ova funkcija nije suvišna - bit će lakše raditi
Ventil se nalazi na ručki ručnog plinskog plamenika. Regulira duljinu plamena (intenzitet opskrbe plinom). Isti ventil isključuje plin ako plamenik treba ugasiti. Sigurnost osigurava nepovratni ventil, koji će, u nedostatku plamena, zatvoriti dovod plina.

Ručna svjetiljka za lemljenje bakrenih cijevi
Neki modeli imaju deflektor plamena. Ne dopušta da se plamen rasprši, stvarajući višu temperaturu u zoni lemljenja. Zahvaljujući tome, plamenik s reflektorom omogućuje rad na najneprikladnijim mjestima.
Kada radite u kućanskim i poluprofesionalnim modelima, morate paziti da ne pregrijete jedinicu kako se plastika ne bi rastopila. Stoga se ne isplati raditi puno lemljenja odjednom - bolje je pustiti opremu da se ohladi i pripremiti sljedeću vezu u ovom trenutku.
Povezani materijali
Za rezanje bakrenih cijevi potreban vam je rezač cijevi ili nožna pila s metalnom oštricom. Rez mora biti strogo okomit, što osigurava rezač cijevi.A kako biste zajamčili ravnomjeran rez s nožnom pilom, možete koristiti običnu stolariju.

rezač cijevi
Prilikom pripreme cijevi moraju se očistiti. Da biste to učinili, postoje posebne metalne četke i četke (za čišćenje unutarnje površine), ali možete proći s brusnim papirom srednjeg i finog zrna.
Za uklanjanje neravnina iz rezova postoje kosilice. Cijev koju su izradili bolje se uklapa u spojnicu - njezino je utičnice samo djelić milimetra veće od vanjskog promjera. Dakle, najmanje odstupanje dovodi do poteškoća. Ali, u principu, sve se može eliminirati brusnim papirom. Samo će trebati više vremena.
Također je poželjno imati zaštitne naočale i rukavice. Većina domaćih majstora zanemaruje ove sigurnosne značajke, ali opekline su vrlo neugodne. Ovo su svi materijali i alati potrebni za lemljenje bakrenih cijevi.
Gdje se primjenjuje
Lemljenje tvrdim lemovima ističe se činjenicom da kada se provodi, područje spoja proizvoda mora se zagrijati na temperature reda od 450 stupnjeva ili više.
Takvi se lemovi nazivaju vatrostalni, a veza dobivena uz njihovu pomoć zadržava karakteristike čvrstoće čak i uz jako toplinsko zagrijavanje.
 Za razliku od tvrdog lemljenja, meko lemljenje uključuje upotrebu niskotemperaturnih potrošnih materijala koji osiguravaju pouzdano prianjanje pri mnogo nižem zagrijavanju (oko 200-300 ℃).
Za razliku od tvrdog lemljenja, meko lemljenje uključuje upotrebu niskotemperaturnih potrošnih materijala koji osiguravaju pouzdano prianjanje pri mnogo nižem zagrijavanju (oko 200-300 ℃).
Oni se, u pravilu, koriste za lemljenje proizvoda koji rade u normalnim temperaturnim uvjetima i ne jamče očuvanje kontakta s jakim zagrijavanjem.
Mogućnosti tvrdih lemova naširoko se koriste u onim područjima gdje je potrebno dobiti šav koji po svojim svojstvima čvrstoće zauzima srednji položaj između zavarivanja i lemljenja pri niskoj temperaturi.
Pritom se posebna pozornost posvećuje održavanju strukture materijala u kontaktnoj zoni, koji nakon obrade ne bi trebali izgubiti svoje izvorne karakteristike. Karbidni spojevi najčešće su traženi u sljedećim situacijama:
Karbidni spojevi najčešće su traženi u sljedećim situacijama:
- proizvodnja metaloreznih alata, rezača s tvrdolegiranim radnim umetcima;
- u proizvodnji kontejnera i posuda izrađenih od obojenih metala i nehrđajućeg čelika;
- u automehaničarskim radionicama (prilikom popravka radijatora i pojedinih elemenata prijenosa), kao i na onim mjestima gdje je upotreba zavarivanja vrlo nepoželjna;
- kod ugradnje i popravka cijevi od tvrdih legura bakra ugrađenih u opremu za hlađenje i izmjenu topline i rade pod "kritičnim" temperaturama ili visokim tlakom;
- za pouzdano i izdržljivo spajanje tankostijenih predmeta i dijelova koji tijekom rada doživljavaju povećana opterećenja i elastične deformacije.

Korištenje tehnologije tvrdog lemljenja osigurava potrebnu čvrstoću rezultirajućeg spoja i njegovu otpornost na pregrijavanje. Osim toga, karbidne metode se koriste u popravku proizvoda od bakra ili mjedi koji su tijekom rada izloženi visokim temperaturama.








Za razliku od gore opisanih materijala za lemljenje, primjene mekog lemljenja ograničene su na normalne radne uvjete.Ova metoda se najčešće koristi kada je potrebno dobiti pouzdanu vezu proizvoda i dijelova izrađenih od topljivih materijala koji nisu podložni prekomjernoj toplini i deformacijama.
Sastave za lemljenje kositrenog olova, koje su postale široko rasprostranjene, posebno su popularne s "mekom" artikulacijom dijelova.
3 Kako lemiti bakrene cijevi?
Shema za ugradnju cjevovoda od bakrenih proizvoda vrlo je jednostavna:
Rezačem cijevi odrežemo cijev (treba je postaviti okomito na uređaj za rezanje kako bi se dobio što ravnomjerniji rub) potrebne duljine.
Četkicom sa čeličnim vlaknima uklanjamo neravnine s cijevi, a četkom čistimo njene površine
Imajte na umu - strogo je zabranjeno izvoditi ove radove finozrnatim brusnim papirom, jer će male čestice ostati na bakrenoj površini i smanjiti razinu prianjanja.
Drugi komad cijevnog proizvoda širimo na traženi dio na način da oba segmenta slobodno ulaze jedan u drugi (u ovom slučaju također treba ostati mali razmak).
Čistimo (svi isti uređaji) od prljavštine i izbočina rub proširenog proizvoda.
Na cijev manjeg presjeka nanosimo fluks i raspoređujemo ga četkom po površini. Nemoguće je nanijeti previše toka (ili ga neravnomjerno raspodijeliti), jer kada se zagrije, lem kroz njega može ući u cjevovod i tamo formirati smrznute kapi, što će tijekom rada sustava uzrokovati buku prilikom kretanja vode.

Nakon toga možete spojiti cijevi (umetnite ih jednu u jednu).Istodobno, kako bi se izbjeglo lijepljenje lema na cijev, potrebno je ukloniti višak fluksa vlažnom krpom. Sljedeći korak u postupku je zagrijavanje dobivenog spoja. Zajedničko grijanje se prekida u trenutku kada fluks postane srebren.
Zatim se na spoj dovodi lem, koji se topi od zagrijanog materijala cijevi (svima je poznata visoka toplinska vodljivost bakra) bez topline iz plamenika. Lem zbog kapilarnog fenomena prodire između spojenih elemenata. Lemljenje je završeno kada se na površini cjevastog proizvoda pojave kapljice lema.

Nakon toga, spoj cijevi trebao bi se ohladiti. Tijekom hlađenja ne možete vršiti mehanički učinak na sustav, kao ni pokušati ubrzati proces dovod hladnog zraka. Ohlađeni spoj u posljednjoj fazi lemljenja obriše se krpom umočenom u vodu. To će osigurati uredan izgled cjevovoda, koji će biti bez ostataka lema i toka.
Ugradnja bakrenih cijevi
U procesu postavljanja vodovodnih sustava vlastitim rukama, često je potrebno spojiti bakrene cijevi s proizvodima izrađenim od drugih materijala. U sustavima grijanja, opskrbe hladnom i toplom vodom, bakreni spojevi s čelikom, plastikom i mesingom sigurni su s gledišta pojave korozivnih procesa. No, kontakt bakra s pocinčanim čelikom opasan je za pocinčane cijevi i dovodi do njihovog uništenja zbog elektrolitičkih procesa. Kako bi se izbjegao kvar cjevovoda, potrebno je spojiti uz pomoć i osigurati smjer toka vode od čelika do bakra.
Prije početka rada potrebno je pripremiti alat za ugradnju bakrenih cijevi u sustav grijanja ili dovod tople ili hladne vode.Da biste to učinili, trebat će vam: rezač cijevi ili metalna pila za metal, turpija ili strugač, u prisustvu dijelova složene konfiguracije - savijač cijevi, plinski plamenik ili pištolj za vrući zrak.
Bakreni cjevovodi uradi sam počinje s dijelovima unaprijed izračunate duljine. Zatim je potrebno odstraniti rubove s vanjskih i unutarnjih dijelova cijevi, ako je potrebno, za izravnavanje reza. Korištenje savijača cijevi spriječit će izravnavanje cijevi i stvaranje nabora, što može uzrokovati smanjenje performansi cjevovoda na tim mjestima.
Ako promjer cijevi ne prelazi 15 mm, tada njihov polumjer savijanja mora biti najmanje 3,5 promjera, a ako je veći od 15 mm, onda četiri promjera. Prilikom ručnog savijanja, visokokvalitetni zavoj može se dobiti samo s polumjerom jednakim 8 promjera.
Unatoč svojoj otpornosti na koroziju, bakrene cijevi, zbog kršenja proizvodne tehnologije, nepravilnog lemljenja i teške kontaminacije vodom s abrazivnim inkluzijama, mogu biti podvrgnute vrlo opasnoj pitting koroziji. Cijev korodira na mjestima gdje je oksidni film uništen. Jedan od načina da se izbjegne ovaj proces je ugradnja filtera na cjevovode za opskrbu vodom i grijanje.
Na suvremenom građevinskom tržištu, bakrene cijevi, zbog svojih jedinstvenih performansi, prilično se uspješno natječu s proizvodima od čelika, plastike i metal-plastike, unatoč visokoj cijeni.
Čak i uz činjenicu da se polimerne cijevi sve češće koriste, metalni proizvodi i dalje su veliki uspjeh. U pravilu se kao metal koriste bakar, mjed i čelik.Za bolje u smislu otpornosti na koroziju i visoke temperature, izdvaja se bakar. Zapravo, o spajanju bakrenih cijevi, o čemu će se raspravljati u ovom članku.
Čak i unatoč činjenici da se bakrene cijevi razlikuju po visokoj cijeni, s obzirom na sve karakteristike materijala, njihova je uporaba sasvim opravdana.
Prije svega, prije spajanja bakrenih cijevi, vrijedi odlučiti kako ih spojiti, lemljenjem ili na drugi način.
Montaža cjevovoda s armaturom
Spajanje bakrenih cijevi s armaturom izvodi se isključivo na mjestima dostupnim za pregled. Ovo pravilo je zbog činjenice da veza nije potpuno zapečaćena i da se s vremenom mogu pojaviti curenja.
Prednost navojne veze je u tome što se, ako je potrebno, popravci mogu izvršiti bez dodatnog napora, budući da je rezultirajući spoj odvojiv.
Alati i materijali
Za sastavljanje cjevovoda trebat će vam sljedeći materijali i alati:
- bakrene cijevi odgovarajućeg promjera;
- spajanje crip ili press spojnica;

Posebni uređaji za montažu cjevovoda
Vrste i broj armatura odabiru se u skladu sa shemom cjevovoda.
- rezač cijevi ili pila za metal;
- savijač cijevi za bakrene cijevi. Uređaj se koristi za organiziranje cjevovoda s manje priključaka, što povećava snagu sustava;
- turpija za obradu cijevi nakon rezanja (prije spajanja). Osim toga, možete koristiti fini brusni papir;
- FUM-traka za brtvljenje navoja. Uz FUM traku možete koristiti i laneni konac, Tangit Unilok konac ili bilo koji drugi materijal za brtvljenje;
- ključ.
Upute za montažu
Montaža bakrenog cjevovoda vlastitim rukama pomoću armatura izvodi se na sljedeći način:
- rezanje cijevi za cjevovod. Duljina svake cijevi mora u potpunosti odgovarati shemi izrađenoj tijekom razvoja sustava;
- uklanjanje izolacijskog sloja. Ako se cijevi s izolacijom koriste za opremljeni cjevovodni sustav za bilo koju svrhu, tada se izolacijski sloj uklanja za čvrst spoj. Da biste to učinili, željeni dio se reže nožem i cijev se čisti;
- rezani rub se obrađuje turpijom, brusnim papirom dok se ne dobije glatka površina. Ako na kraju cijevi ostanu neravnine, rupe ili druge nepravilnosti, spoj će se pokazati manje nepropusnim;

Skidanje cijevi prije spajanja na spojnicu
- ako je potrebno, cijevi se savijaju;
- na pripremljenu cijev stavljaju se spojna matica i kompresijski prsten;

Montaža okovih elemenata za spajanje
- cijev je spojena na spojnicu. U početku se zatezanje vrši ručno, a zatim ključem. Tijekom zatezanja, ferrula potpuno brtvi spoj, eliminirajući potrebu za dodatnim brtvilima. Međutim, kod spajanja bakrene cijevi na cijev ili spojnicu od drugog materijala potrebno je dodatno brtvljenje FUM trakom.
Fiksiranje na okov
Važno je ne zategnuti niti, jer se meki bakar lako deformira.



