- Lemljenje bakrenih cijevi vlastitim rukama: kako lemiti bakrene cijevi?
- Lemovi za lemljenje bakra
- Plinski plamenici za lemljenje
- Pravila za siguran rad opreme
- Kako lemiti cijevi
- Metode lemljenja bakrenih dijelova
- Značajke visokotemperaturnih spojeva
- Lemljenje
- Sigurnosne mjere pri lemljenju bakrenih cijevi
- Upute za meko lemljenje
- Pričvršćivanje bakrenih cijevi drugim materijalima
- Mitovi o bakrenim cijevima
- Kako odabrati pravi lem?
- Visokotlačni obvezujući spojevi za prešanje
- Metoda #4: Push-connect veza
Lemljenje bakrenih cijevi vlastitim rukama: kako lemiti bakrene cijevi?
Postoje dvije vrste lemljenih bakrenih cijevi:
- niska temperatura;
- visoka temperatura.
Koristeći prvu metodu, u pravilu se montiraju kućne komunikacije. Za ovu metodu prikladan je meki lem, može biti bakrena (s dodatkom fosfora) žica presjeka od 2 mm, kositar ili olovo s dodacima, meki lem sa srebrom.
Samo lemljenje, uz malo vještina, neće biti teško.
Meki lem ima nižu točku taljenja od bakra, tako da sve dok poduzimate mjere opreza možete sigurno krenuti na posao.
Prije svega, trebali biste pripremiti fluks, jer čisti metal od oksida i štiti mjesto lemljenja od pristupa kisiku. Flux tretira kraj cijevi i spojni dio, u ovom slučaju spojnicu.
Zatim je cijev spojena na spojnicu, a spoj se zagrijava plinskim plamenikom ili lemilom. Tijekom zagrijavanja, lem se topi i u tekućem stanju prodire u sve slobodne šupljine spoja. Lem treba ravnomjerno rasporediti po spoju, a cijev s fitingom ostaviti na stranu dok se ne ohladi.
Tvrdo lemljenje se izvodi istim redoslijedom, ali s višom temperaturom zagrijavanja lema.
Lemovi za lemljenje bakra
Građevinsko tržište nudi nekoliko mogućnosti lem za lemljenje bakrene cijevi. Postoji mišljenje da meki lemovi, koji se sastoje od kositra s raznim vrstama aditiva, ne mogu osigurati pouzdanost lemnih spojeva. Unatoč činjenici da to nije sasvim točno, možete igrati na sigurno i odabrati lem s dodatkom srebra.
Za visokotemperaturno lemljenje namijenjen je tvrdi bakreno-fosforni lem koji osigurava veću pouzdanost lemljenja. Visokotemperaturno lemljenje koristi se kod spajanja cijevi magistralnih cjevovoda, gdje su padovi tlaka prihvatljivi.
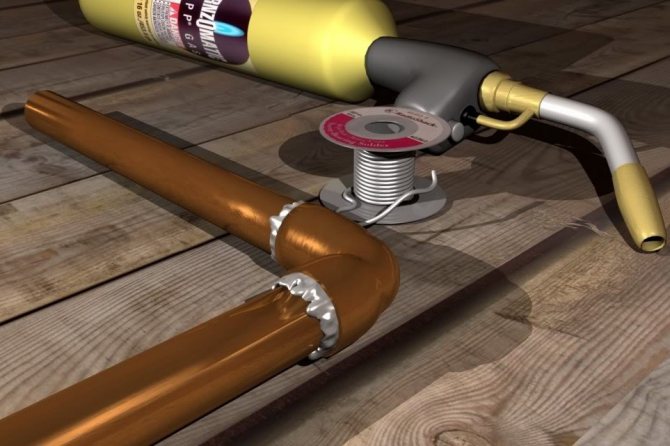
Plinski plamenici za lemljenje
Započevši samostalnu instalaciju cjevovoda, potrebno je odabrati pravi alat i opremu za lemljenje bakrenih cijevi, obraćajući posebnu pozornost na plamenik. Plamenik može biti:
Plamenik može biti:
- Propan (koristi se, najčešće, u velikim količinama posla).
- S MAPP smjesom (mješavina plina metilacetilen-propadien-propan).
- Acetilen.
- Kisik.
Plinski plamenici mogu biti opremljeni jednokratnim cilindrima koji se mogu ukloniti ili spojem crijeva na stacionarni cilindar.
Za ugradnju malog cjevovoda dovoljan je model s uklonjivim spremnikom za plin.
To je sve što trebate znati o značajkama bakrenih proizvoda za lemljenje. Imajući potrebnu opremu i materijale za lemljenje bakrenih cijevi, možete samostalno montirati kućni cjevovod koji će trajati dugi niz godina.










Pravila za siguran rad opreme
Oprema za plinske boce, ako se koristi nepravilno, može postati izvor teške eksplozije ili požara.
Prilikom zavarivanja obavezno koristite osobnu zaštitnu opremu: naočale, rukavice, posebne cipele.

Prije početka rada morate pažljivo pregledati opremu na oštećenja. Ako je oprema prljava, obavezno je uklonite
S propanskim bocama moguće je raditi samo u dobro prozračenim prostorima, pri čemu temperatura zraka ne smije biti ispod 0°C.
Apsolutno zabranjeno:
- Radite u blizini otvorenog plamena.
- Držite cilindar nagnutim tijekom rada.
- Stavite posude pod sunce.
- Radove izvodite bez mjenjača.
- Zagrijte mjenjač na otvorenom plamenu.
Osim toga, ako osjetite miris plina, morate odmah prestati s radom i zatvoriti ventil na cilindru. Također preporučujemo da se upoznate s glavnim uzrocima eksplozije plinskih boca.
Radeći bez osobne zaštitne opreme, možete se opeći, ne samo od otvorenog plamena, već i od slučajnog kontakta s vrućim dijelovima.
Ako vam razmatrani domaći plamenici nisu prikladni, preporučamo da se upoznate s drugim mogućnostima izrade korisnih domaćih proizvoda o kojima se govori u našim člancima - plamenikom za puhanje i plamenikom za peć za saunu.
Kako lemiti cijevi
Prije početka rada morate pripremiti komunikacije za izlaganje. Zavarivanje cjevovoda vrši se na malim dijelovima kanalizacijskih sustava, tako da morate rezati cijev na određenu veličinu. Mjesto reza se čisti, nakon čega se tamo vrši skošenje. Ova operacija će olakšati spajanje grana za grijanje i hlađenje na armature.
Fotografija - upute korak po korak
Za ugradnju žarenih materijala morat ćete koristiti takozvani ekspander cijevi. Ovaj alat je potreban za ugradnju na okove nestandardnog promjera. Postoje uređaji različitih promjera, gotovo do 110 mm.
Korak po korak upute kako lemiti bakrene cijevi kositar:
Prema SNiP-u, nazivni promjer uvijek mora biti manji od fitinga;
Visokotemperaturna obrada spojeva počinje tek nakon što su ogoljene. Fitinge i cijevi treba očistiti četkom i, ako je potrebno, protrljati brusnim papirom. Ovisno o skladištenju komunikacija, također se preporuča tretiranje njihovih zglobova alkoholom za odmašćivanje;
Nadalje, na mjesto gdje će se lemiti bakrene cijevi nanosi se tanak sloj paste za fluks te će se ugraditi armature koje će se ugraditi za spajanje dijelova komunikacije;
Sada se plamenik uključuje na željenu temperaturu. Lem se mora izvesti točno duž ruba spojeva, a mjesto gdje se spojni spoj mora zagrijati plamenikom.Za zavarivanje vodovodnih komunikacija najprikladnije je raditi s kositrom, jer se apsorbira u metal i možete uštedjeti vrijeme na zagrijavanju spojeva;
Potrebno je lemiti cijevi ne više od 20 sekundi, jer je maksimalna temperatura plamenika preko 1000 stupnjeva. Budite oprezni, u nekim je uvjetima potrebno niskotemperaturno zavarivanje, pa je poželjno znati koju vrstu cijevi imate;
Nakon što se izvede montaža kanalizacije
Vrlo je važno ne odmah uključiti vodu u vodovima, inače se veza neće imati vremena ohladiti i bit će prekrivena pukotinama - to će negativno utjecati na nepropusnost veze. Prosječno vrijeme hlađenja bakra je od 30 minuta do dva sata.
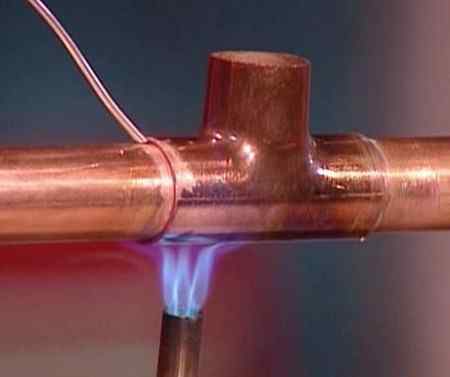
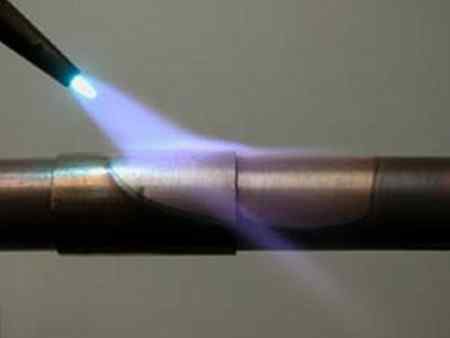
Za zavarivanje bakrenih cijevi s malom razlikom u promjeru koristi se tehnologija "kapilarnog lemljenja". Omogućuje vam povezivanje pojedinačnih komunikacija s lemilom s razlikom do 0,5 mm. U tom slučaju lem ispunjava prostor između cijevi. To omogućuje ugradnju sustava bez šava. U tehnici se koriste tvrdi lemovi, koji imaju poboljšanu zaštitnu funkciju.
Velik dio uspjeha lemljenja ovisi o vrsti lema koji se koristi. Najčešće su bakrene cijevi zavarene srebrom, mesingom i kositrom, koji imaju visoke brzine protoka. Rjeđe se radi s aluminijem.
Odmah možete kupiti ne samo stroj za lemljenje bakrenih cijevi, već i set ekspandera i spojnica koji će biti potrebni za ožičenje kanalizacije bez profesionalnog vodoinstalatera. Prije početka rada savjetujemo vam da prođete obuku iz tehnologije ili barem pogledate video.










Metode lemljenja bakrenih dijelova
Za spajanje bakrenih cijevi koriste se samo dvije metode lemljenja.Svaki se koristi prema specifikaciji dijela i karakteristikama. Lemljenje bakrenih cijevi vlastitim rukama dijeli se na:
- Na visokim temperaturama se inače naziva "čvrstim". Indikator temperature u ovom načinu rada doseže 900 °. Vatrostalni lem vam omogućuje proizvodnju šava s visokim pokazateljima čvrstoće, ova metoda se koristi u proizvodnji cjevovoda podložnih visokim opterećenjima.
- Proces mekog lemljenja provodi se na temperaturama počevši od 130 °, koristi se u kućanstvu pri radu s cijevima promjera do 1 cm. Tehnologija uključuje spajanje spajanjem, prethodnu obradu pastom za fluks.
Tijekom rada važno je ne zaboraviti da snaga plamena koji daje plamenik može doseći 1000 stupnjeva. Stoga se obrada spojeva ne smije provoditi duže od 20 sekundi.
Kada se zagrije, meki lem se počinje topiti i puniti spoj.
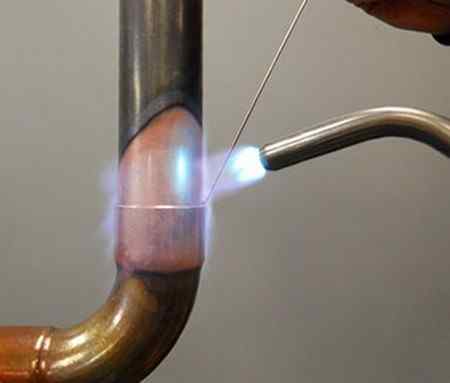
Značajke visokotemperaturnih spojeva
U visokotemperaturnoj metodi lemljenja, metal se peče na 700 ° C i više, što pridonosi omekšavanju metala. Za lemljenje se koristi plamena oprema koja je sposobna topiti tvrde lemove. Lem se sastoji od bakreno-fosfornog sastava, proizvodi se u obliku šipki. Proces lemljenja bakrenih cijevi ne podrazumijeva korištenje fluksa, slijedeći slijed radnji, moguće je ispravno ispuniti spoj.
Priključak bakrenih cijevi za visoke temperature
Proces počinje kada se štap za lemljenje otopi, radni koraci su:
- nakon montaže, spojni šav se zagrijava;
- lem u čvrstom stanju se dovodi do spoja, čije omekšavanje provodi plinski plamenik;
- kada se vizualno potvrdi da se lem nanosi na metal, cijev se mora zakrenuti, pristajanje se mora provjeriti duž cijelog perimetra.
Glavne prednosti ove metode je visoka čvrstoća spoja bakrenih cijevi, ako je potrebno, moguće je promijeniti promjer spoja s manjom stranom. Visoke temperature tijekom rada ne mogu uništiti šav. Tvrdo lemljenje zahtijeva određene vještine, tijekom rada moguće je pregrijavanje, što dovodi do uništenja metala.
Lemljenje
Svaki proces zahtijeva odgovoran pristup obavljanju posla. Za grijanje se koristi propan ili benzinski plamenik kada se koristi meko lemljenje spajanjem bakrenih cijevi
Važno je znati da će plamenik s piezo paljenjem značajno smanjiti vrijeme rada; kupnja skupih modela bez ove funkcije nije preporučljiva.
Tehnološki proces
U tom procesu važno je koristiti visokokvalitetni pribor, flux pasta igra važnu ulogu u povezivanju. Ravnomjerno prekrivanje dijelova bakrenih cijevi postiže se mekom četkom, nakon nanošenja višak se uklanja krpom
Temperatura plamenika može doseći 900 stupnjeva, pri lemljenju važno je ne preizlagati proizvod, inače će doći do pregrijavanja.
Sigurnosne mjere pri lemljenju bakrenih cijevi
Bakrene cijevi se koriste kao vodiči tekućine s dobrim antikorozivnim svojstvima. Ugradnja bakrenih cijevi ne može se izvesti kako bi se osigurala pitka voda iz slavine. Bakar dolazi u dodir s klorom koji se dodaje za pročišćavanje vode i može stvarati tvari štetne za ljudski organizam.Za arteške izvore, bunari nisu opasni za korištenje.










Lemljenje bakra s rukavicama
Važno je koristiti visokokvalitetne alate, raditi u rukavicama i pratiti stanje opreme. Toplinska vodljivost metala je prilično visoka, kada se jedan od čvorova zagrije i ne poštuju se sigurnosne mjere, moguće je dobiti opekline
Visokokvalitetni šav može se dobiti u nedostatku vanjskih čimbenika u obliku opterećenja dok se spoj potpuno ne ohladi.
Upute za meko lemljenje
Pažnja: rub cijevi i sama cijev moraju biti savršeno ravnomjerni i ravni - o tome će ovisiti kvaliteta pričvrsnih dijelova, stoga je za rezanje cijevi najbolje koristiti rezač cijevi
- Pomoću ekspandera cijevi povećajte promjer fitinga, pomoću bevelera očistite rubove cijevi.
- Ispolirajte unutarnju stranu spojnice četkom, vanjsku stranu cijevi četkom.
- Četkicom nanesite pastu za lemljenje - fluks - na spoj i cijev i odmah pričvrstite dijelove, izbjegavajući bilo kakvu vrstu onečišćenja.
- Pomoću plamenika za lemljenje lagano zagrijte spoj, krećući se po cijeloj ravnini. Kriterij za dobro zagrijavanje je promjena boje paste.
- Završite zagrijavanje dijelova koji se spajaju, nanesite lem na cijelu površinu spoja. Žica za lemljenje ne smije se dodirivati plamenom plamenika: lem se mora otopiti na bakrenoj površini cijevi, upravo od svoje temperature bez intervencije vatre.
- Pričekajte prirodno hlađenje spoja - bez ikakvih sredstava za hlađenje.
- Obavezno uklonite preostalu pastu s cijevi vlažnom spužvom. Njegov učinak je potreban samo kod lemljenja: uništava zaštitni sloj bakrene baze.
Pažnja: dijelovi tijekom lemljenja i privremeno nakon lemljenja moraju biti dobro pričvršćeni, jer se bakrene cijevi mogu lemiti samo u stacionarnom položaju. Spoj na mjestu pričvršćivanja dijelova mora biti čvrst i ravnomjeran.
Rezultat će biti moguće provjeriti tek kada se u cjevovodu uključi dovoljan tlak vode, ali ako je lemljenje prošlo dobro, pouzdanost veze se ni na koji način ne smanjuje od temperature vode, mogućih padova tlaka ili s vremena na vrijeme. vrijeme
Spoj na mjestu pričvršćivanja dijelova mora biti čvrst i ravnomjeran. Rezultat će biti moguće provjeriti tek kada se u cjevovodu uključi dovoljan tlak vode, ali ako je lemljenje prošlo dobro, pouzdanost veze se ni na koji način ne smanjuje od temperature vode, mogućih padova tlaka ili s vremena na vrijeme. vrijeme.
Pričvršćivanje bakrenih cijevi drugim materijalima
Postoji nekoliko važnih nijansi povezanih s mogućnostima povezivanja bakrenih konstrukcija s proizvodima od drugih metala:
- Pričvršćivanje bakra i pocinčanog čelika može negativno utjecati na stanje cjevovoda od pocinčanog čelika: kemijske reakcije između cinka i bakra dovode do uništenja prvog.
- Bakreni zatvarači od čelika, plastike i mesinga sigurni su i ne korodiraju metale.
Stoga, ako postoji potreba za pričvršćivanjem bakrenih i pocinčanih cijevi, onda se to može učiniti samo uz pomoć mjedenog priključka i samo u jednom smjeru: kroz cirkulaciju vode od pocinčane cijevi do bakrene cijevi.
Bakrene cijevi se pričvršćuju na plastične ili čelične cijevi samo s mjedenim potisnim spojnicama.Glavno pričvršćivanje sustava odvija se pomoću steznog prstena i stezne matice armature: pričvršćuju se standardnim brojem zavoja navedenih u tehničkoj podršci okova, a tijekom rada ih je potrebno povremeno provjeravati zbog mogućih propuštanja. ili labavljenje.
Mitovi o bakrenim cijevima
Zbog nedostatka navike bakra kao materijala za sustave plina, vodoopskrbe i grijanja, suvremeni domaći potrošač ima određeno nepovjerenje prema ovom metalu. Postoje dva mita:
- Bakrene cijevi su opasne kada su u kontaktu s kloriranom vodom. Naravno, bakar, započinjući reakciju s elementima klora, oksidira, ali film koji se pojavljuje unutar cjevovoda, naprotiv, štiti cijevi od raznih kemijskih djelovanja i apsolutno je siguran za ljudsko tijelo.
- Bakrene cijevi su skupe i nepraktične, unatoč visokoj cijeni. Nepraktičnost se objašnjava vjerojatnom oksidacijom vanjske strane cijevi, dok su unutarnje cijevi također oksidirane, ali su potpuno imune na koroziju. Skuplja cijena bakrenih cijevi više je nego pokrivena izdržljivošću materijala i jednostavnošću ugradnje "uradi sam".
Ali takve mitove može uništiti samo godina prakse. Nije uzalud ovaj metal korišten u vodovodnim sustavima prije nekoliko stoljeća, a do sada bakar ima zasluženo priznanje u europskim zemljama. Zbog jednostavnosti ugradnje i kvalitete materijala, poželjnije su bakrene cijevi za kućanske vodovodne instalacije, koje će zasigurno naći nove obožavatelje u našoj zemlji.





![Učinite sami lemljenje bakrenih cijevi [odabir baklje, video, savjeti]](https://fix.housecope.com/wp-content/uploads/8/0/1/801490b7bbbfe2c416281ada3dc007be.jpeg)




Kako odabrati pravi lem?
Ispravno odabrani lem pomoći će organizirati komunikacijski sustav bilo koje složenosti bez puno truda. Kada je u pitanju rad kod kuće, trebali biste koristiti materijal koji se topi na niskim temperaturama.
Korištenje visokotemperaturnih tvrdo topivih elemenata u svakodnevnom životu je problematično, jer zahtijeva zagrijavanje radne legure na 600-900 stupnjeva. To je prilično teško postići bez posebne opreme.
Lemljenje prehrambenog bakra može se izvesti posebnim lemovima koji ne sadrže otrovne, otrovne i agresivne elemente koji mogu štetiti zdravlju
Upotreba metala i njihovih derivata koji se tope na visokim temperaturama povezana je s određenim rizikom. Tijekom obrade mogu oštetiti ili čak izgorjeti kroz bakrenu cijev tankih stijenki.
Kako se to ne bi dogodilo, ima smisla uzeti jak, ali meki lem s niskim taljenjem i ostaviti čvrstu verziju za bakrene komunikacije debelih stijenki.
Kada se ne očekuju velika opterećenja na sustavu, uopće nije potrebno koristiti lem s visokim taljenjem, osim ako nije drugačije potrebno. U glavnim kućanskim kompleksima, mekani lemovi od lakih legura sasvim su dovoljni za stvaranje pouzdane veze.
Za spajanje bakrenih cijevi u plinske mreže vrijedi odabrati lemove koji sadrže srebro. Pružaju maksimalnu čvrstoću spoja, neutralnost vibracija i visoku otpornost na vanjske i unutarnje utjecaje.
Plaćanje srebra koštat će malo više, ali sigurnost, pouzdanost i trajnost sustava s vremenom će isplatiti sve financijske troškove.
Visokotlačni obvezujući spojevi za prešanje
Napredak u tehnologiji ljepljivog stiskanja i u razvoju materijala za o-prstenove omogućio je primjenu ljepljivih presova na visokotlačne sustave. Međutim, visokotlačni sustavi zahtijevaju nešto drugačije konfiguracije čeljusti za prešanje.
Rezultat proizvodnje spojnog čvora tehnikom dvostrukog krimpanja od 360º
Spojevi za spajanje za niskotlačne, procesne i nemedicinske stlačene plinske cjevovode koriste jedan standardni šesterokutni oblik stiskanja.
Vezivanje pod visokim tlakom zahtijeva korištenje posebno dizajniranih spojnica i steznih čeljusti kako bi se osiguralo dvostruko zatezanje spojnice od 360°.
Metoda #4: Push-connect veza
Posebnost metode utiskivanja je da za ugradnju nisu potrebni dodatni alati, plamenici, posebni plinovi goriva ili struja. Montaža na utiskivanje osigurana je integriranom brtvom od elastomera i ručkom od nehrđajućeg čelika.
Pogodan u svakom pogledu i prilično praktičan za rad, način sastavljanja sklopa umetanjem pritiskom (push-connect)
Tipični rasponi tlaka i temperature za utične sklopove prikazani su u tablici:
| Vrsta montaže | Raspon tlaka, kPa | Raspon temperature, ºC |
| Uložak za utiskivanje, D = 12,7 – 50,8 mm | 0 – 1375 | minus 18 / plus 120 |
Postoje dvije uobičajene vrste okova za ovu vrstu montaže. Obje opcije stvaraju jake, pouzdane čvorove.Međutim, dok jedna vrsta utikača omogućuje jednostavno uklanjanje sklopa nakon instalacije, kao što je za održavanje sustava, drugi ne podržava ovu konfiguraciju. Ovi momenti se međusobno razlikuju.








Vrste okova za utične spojeve: s lijeve strane - sklopivi dizajn; desno - neodvojivi dizajn
Prije sastavljanja sklopa potrebno je izvršiti sve pripremne postupke s bakrenom cijevi, kao što je već gore opisano
Ovdje posebnu pozornost treba posvetiti čišćenju zakošenog kraja bakrene cijevi brusnim papirom, najlonskom abrazivnom krpom ili sanitarnom krpom. Ovi postupci osiguravaju cjelovitost brtvene brtve u trenutku umetanja bakrene cijevi u tijelo spojnice.
Montaža uključuje izvođenje krutog potiskivanja, istovremenog uvijanja usmjerenog u tijelo okova. Pomicanje bakrene cijevi unutar spojnice izvodi se sve dok bakrena cijev ne prisloni na stražnju stranu čašice fitinga. Ovaj trenutak obično je označen prethodno napravljenom oznakom dubine umetanja na površini bakra.
Uz pomoć informacija: Cooper