- Kako započeti kao zavarivač početnik
- Mogući nedostaci u zavarivačkim spojevima i šavovima
- Tehnologija električnog zavarivanja
- Kako zapaliti luk
- Brzina zavarivanja
- Metode zavarivanja
- Savjet šest
- Što vam je potrebno za zavarivanje kod kuće?
- Što još trebate imati
- Elementi za zavarivanje
- Osnove električnog zavarivanja
- Vrste električnog zavarivanja
- Tehnologija zavarivanja
- Korak po korak upute za zavarivanje s inverterom
- Alati i oprema
- Vrste opreme
- Alati i oprema
- Tehnologija zavarivanja
Kako započeti kao zavarivač početnik
Evo konačno invertera za zavarivanje, maske zavarivača i elektroda ispred vas. To nije sve što će iskusnom zavarivaču trebati, ali početnik je dovoljan za početak. naučiti kuhati električnim zavarivanjem.
Prije svega, morat ćete spojiti dva kabela na pretvarač. Jedan kabel s držačem elektrode, a drugi s terminalom za uzemljenje
Gdje je bolje spojiti koji kabel na plus ili minus pretvarača još nije toliko važno. Možete naučiti više o izravnom i obrnutom polaritetu, postupno učeći osnove zavarivanja
Stoga, hrabro, spojimo držač elektrode na plus pretvarača, a stezaljku s uzemljenjem na negativni konektor, umetnimo elektrodu u držač i pokušamo kuhati. U tom slučaju, prije paljenja elektrode, pravilno podesite struju zavarivanja na pretvaraču.Dovoljno je koristiti tablicu s parametrima elektroda i struje zavarivanja (vidi gore), a zatim odaberite najprikladniju vrijednost.
Dakle, prvo morate naučiti kako zapaliti luk. To se postiže laganim udarcem elektrode po metalu ili laganim pomicanjem njezina vrha po metalu. Za početnike je poželjno koristiti drugu opciju.
Nije potrebno prečvrsto zabijati elektrodu u metal, jer će se sigurno zalijepiti za površinu. Čim se zavarivački luk zasvijetli, potrebno ga je stalno gorjeti dok je zavarivanje u tijeku. U tom slučaju, udaljenost između elektrode i metalne površine treba biti oko 2-3 mm (kratki luk).
Ako vam je sve uspjelo i luk gori, možete pokušati zavariti radni komad. Da biste to učinili, nagnite elektrodu u stranu i držite je pod kutom od 40-60 stupnjeva. Nježno počnite pomicati elektrodu s jedne na drugu stranu duž zgloba. Elektrodu možete voditi na razne načine, ali jednostavno je nemoguće svladati sve odjednom.
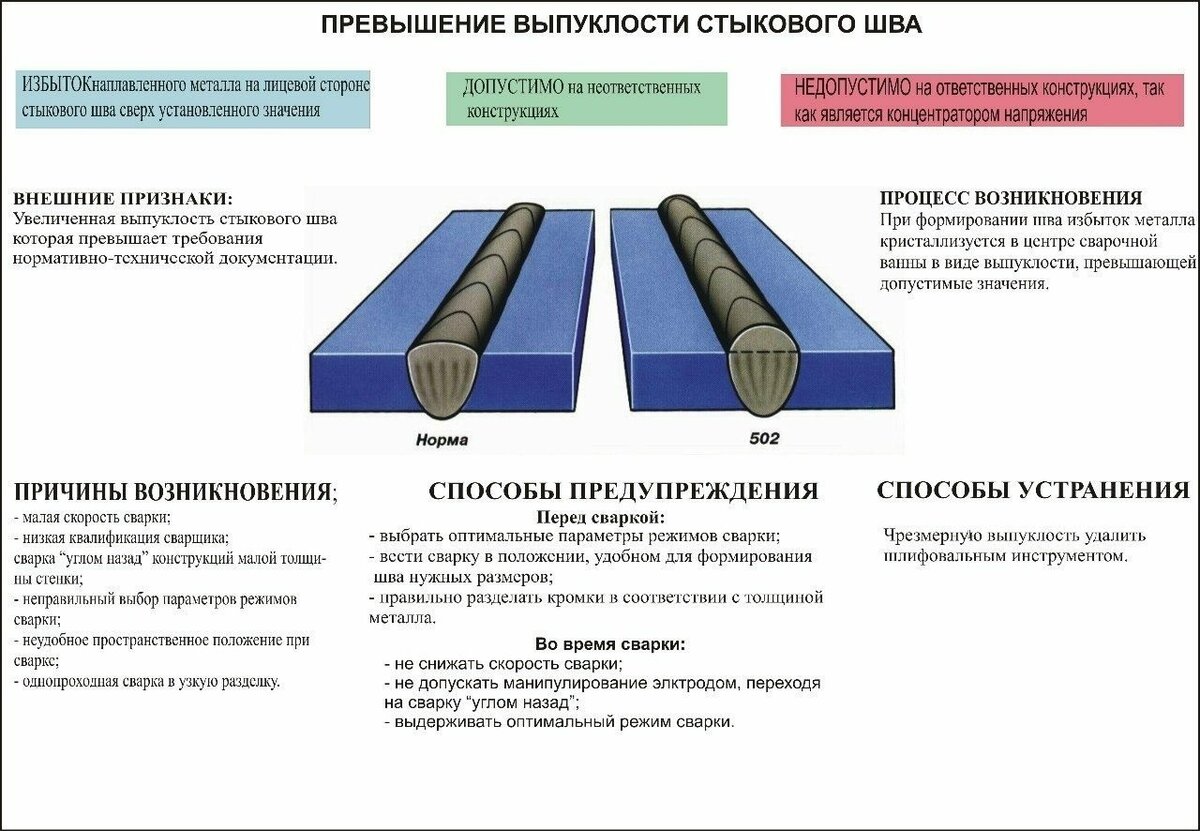
Mogući nedostaci u zavarivačkim spojevima i šavovima
Električno zavarivanje je složen proces i ne ide uvijek sve glatko.
Kao rezultat pogrešaka u radu, šavovi i spojevi mogu imati različite nedostatke, uključujući:
- Krateri. Mala udubljenja u zrnu vara. Može se pojaviti kao rezultat prekida luka ili pogreške u izvedbi završnog fragmenta šava.
- Pore. Šav za zavarivanje postaje porozan kao posljedica onečišćenja rubova dijelova hrđom, uljem itd. Osim toga, poroznost se može pojaviti kada se šav ohladi prebrzo, pri velikim brzinama zavarivanja i pri radu s mokrim elektrodama.
- Undercuts. Izgledaju poput malih udubljenja s obje strane perle šava.Pojavljuju se kada su elektrode pomaknute u smjeru okomite stijenke prilikom zavarivanja kutnih spojeva. Osim toga, podrezi se stvaraju pri radu s dugim lukom ili ako su vrijednosti struje zavarivanja previsoke.
- Uključci troske. Unutar zrna za zavarivanje nalaze se komadići troske. To se može dogoditi ako su rubovi prljavi, brzina zavarivanja velika ili ako je struja zavarivanja preniska.
Ovo su najčešći nedostaci zavara, ali mogu postojati i drugi.
Tehnologija električnog zavarivanja
Električno zavarivanje je proces koji nastaje pod utjecajem visokih temperatura, iznad taljenja metala. Kao rezultat zavarivanja, na površini metala nastaje tzv. zavareni bazen koji je ispunjen rastaljenom elektrodom, čime se formira zavareni šav.
Stoga su glavni uvjeti za provedbu električnog zavarivanja zapaliti luk elektrode, rastopiti metal na obradacima koji se zavaruju i njime napuniti bazen za zavarivanje. Čini se, u svoj jednostavnosti, nespremnoj osobi je vrlo teško to učiniti. Prvo morate razumjeti koliko brzo elektroda gori, a to ovisi o njezinu promjeru i jakosti struje, a također možete razlikovati trosku tijekom zavarivanja metala.
Osim toga, potrebno je održavati ujednačenu brzinu i pravilno kretanje elektrode tijekom zavarivanja (s jedne na drugu stranu), kako bi zavar bio gladak i pouzdan, sposoban izdržati opterećenja od loma.
Kako zapaliti luk
Početak razvoja električnog zavarivanja trebao bi biti s ispravnim paljenjem luka. Obuku je najbolje izvoditi na nepotrebnom komadu metala, ali ne bi trebao biti zahrđao, jer će to ozbiljno zakomplicirati zadatak i može zbuniti zavarivača početnika.
Postoje dva jednostavna načina za pokretanje luka:
- Brzim dodirivanjem elektrode na površini izratka i zatim povlačenjem do udaljenosti od 2-3 mm. Ako podignete elektrodu s metala iznad, luk može nestati ili postati previše nestabilan;
- Udarite elektrodom o površinu izratka koji se zavari, kao da palite šibicu. Vrhom elektrode potrebno je dodirnuti metal i povući ga 2-3 cm po površini (prema mjestu zavarivanja) dok se luk ne zapali.
Druga metoda paljenja luka najprikladnija je za početnike električne zavarivače, jer je najjednostavnija. Također, kratkotrajno vođenje na metalu zagrijava elektrodu, a zatim postaje puno lakše kuhati s njom.


Nakon paljenja luka, treba ga držati što bliže površini izratka, na udaljenosti od najviše 0,5 cm. Osim toga, ta udaljenost mora biti približno jednaka cijelo vrijeme, inače će zavar biti ružna i nejednaka.
Brzina zavarivanja
Brzina elektrode ovisi o debljini metala koji se zavari. Sukladno tome, što je tanji, to je veća brzina zavarivanja, i obrnuto. Iskustvo u tome će doći s vremenom, kada naučite kako zapaliti luk i početi kuhati manje-više. Na slikama ispod prikazani su ilustrativni primjeri pomoću kojih možete razumjeti kojom brzinom je zavarivanje izvedeno.
Ako polako, tada se šav za zavarivanje pokaže debelim, a njegovi rubovi su snažno otopljeni. Ako se, naprotiv, elektroda vozi prebrzo, tada je šav slab i tanak, kao i neravnomjeran. Pri ispravnoj brzini zavarivanja, metal u potpunosti ispunjava zavareni bazen.
Osim toga, kada prakticirate zavarivanje, morate pratiti ispravan kut elektrode u odnosu na metalnu površinu.Kut bi trebao biti približno 70 stupnjeva i može se promijeniti ako je potrebno. Tijekom formiranja vara, kretanje elektrode može biti uzdužno, translatorno i oscilatorno, s jedne na drugu stranu.
Svaka od ovih tehnika vođenja elektroda omogućuje postizanje željenog šava, smanjenje ili povećanje njegove širine, a također i promjenu nekih drugih parametara.
Metode zavarivanja
U ovom trenutku postoji mnogo metoda koje se koriste za zavarivanje. Podijeljeni su prema različitim kriterijima. Ove informacije će biti korisne za početnika, pa ih svakako trebate pročitati.
Ovisno o zagrijavanju, rubovi proizvoda mogu se potpuno otopiti ili biti u plastičnom stanju. Prva metoda također zahtijeva primjenu određenih sila na dijelove koji se spajaju – zavarivanje pod pritiskom.
U drugom, veza se formira kao rezultat formiranja zavarenog bazena, u kojem se nalazi rastaljeni metal i elektroda.
Postoje i druge metode zavarivanja u kojima se proizvod uopće ne zagrijava - hladno zavarivanje ili nije doveden u plastično stanje - spajanje pomoću ultrazvuka.
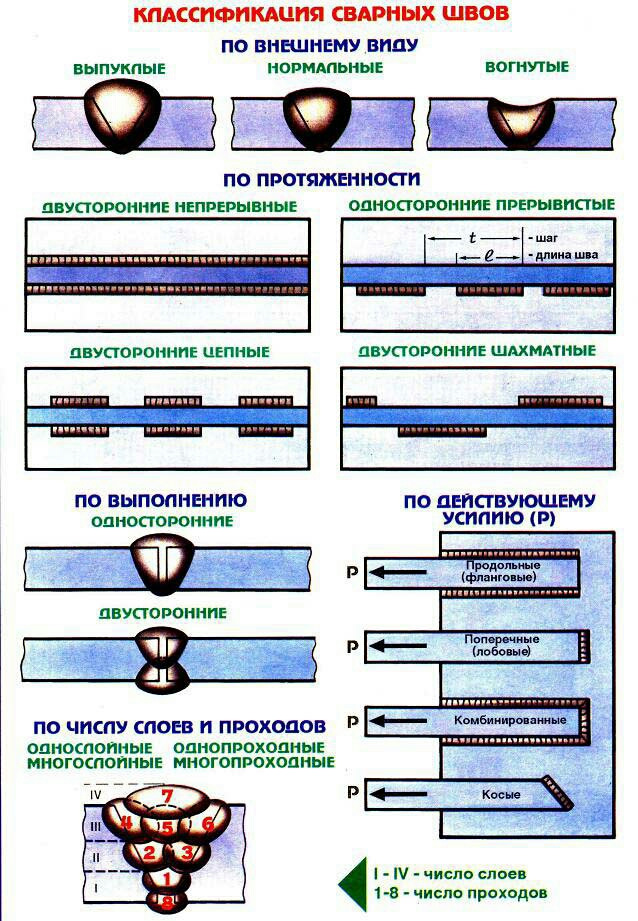
Metode i vrste zavarivanja.
Ostale vrste zavarivanja navedene su u nastavku:
- Kovač.
U ovoj metodi, krajevi proizvoda koji se spajaju zagrijavaju se u peći, a zatim kovaju. Ova metoda je jedna od najstarijih i trenutno se praktički ne koristi. - Preša za plin.
Rubovi proizvoda zagrijavaju se plemenom kisik-acetilen preko cijele ravnine i dovode u plastično stanje, nakon čega se podvrgavaju kompresiji.Ova metoda je vrlo učinkovita i produktivna. Koristi se u izgradnji plinovoda, željeznica, strojarstva. - Kontakt.
Dijelovi su uključeni u električni krug opreme za zavarivanje i kroz njih prolazi struja. Na kontaktnoj točki dijelova dolazi do kratkog spoja, zbog čega se na spoju oslobađa velika količina topline. Dovoljno je rastopiti i spojiti metal. - Butt, spot i šav - sorte kontaktne metode pričvršćivanja proizvoda.
- Valjak.
Koristi se za spajanje pločastih konstrukcija koje zahtijevaju kvalitetne i pouzdane šavove. - Termit.
Metal se drži zajedno gorućim termitom - mješavinom praha željeznog kamenca i čistog aluminija. - Atomska voda.
Rubovi proizvoda su otopljeni djelovanjem luka koji gori između dvije volframove elektrode. Elektrode su spojene na posebne držače kroz koje se dovodi vodik. Kao rezultat toga, luk i tekući metal zavarenog bazena zaštićeni su vodikom od štetnih učinaka atmosferskih plinova kao što su kisik i dušik. - Plin.
Bit metode je korištenje plamena za zagrijavanje i taljenje dijelova. Plamen se dobiva spaljivanjem zapaljivog plina u atmosferi kisika. Mješavina plina i kisika dobiva se pomoću posebnih plamenika.
Metoda plinskog zavarivanja odnosi se na zavarivanje fuzijom. Praznine između proizvoda ispunjene su žicom za punjenje. Ova metoda se široko koristi u različitim područjima ljudskog života. Najčešće se nalazi pri povezivanju proizvoda tankih stijenki, obojenih metala, lijevanog željeza.
Pri radu s inverterskim aparatom polaritet elektroda nije od male važnosti.Ovisno o shemi, mijenja se intenzitet zagrijavanja dijela, što vam omogućuje stvaranje različitih uvjeta zavarivanja
Savjet šest
Pijano more do koljena. Nikada ne varite dok ste pod utjecajem alkohola. Bolje je napustiti posao nego raditi zavarivanje "pijanja". Ovaj savjet je relevantan za Ukrajinu. Morao sam gledati kako je zavarivač četvrte kategorije napravio brak nakon što je zavario u pijanom stanju. Sutradan nije mogao vjerovati svojim očima. Negirao je da je to njegov posao. Ako je dizajn odgovoran, onda je sve puno gore. U jednoj građevinskoj tvrtki, zavarivač, koji nije mogao izvesti vertikalni šav, poslan je na gradilište, gdje su njegovi zadaci uključivali postavljanje i postavljanje balkona i ograda na njima. Sada zamislite da je najčešće ovaj posao radio u alkoholiziranom stanju. Inače, ove nebodere već naseljavaju ljudi, a građevinska tvrtka odavno ne postoji.



Što vam je potrebno za zavarivanje kod kuće?
Za izvođenje radova, prije svega, trebat će vam aparat za zavarivanje. Postoji nekoliko njegovih varijanti.
Odlučimo koji ćemo preferirati.
- generator za zavarivanje. Posebnost je sposobnost generiranja električne energije i korištenja za stvaranje luka. Bit će korisno tamo gdje nema izvora napajanja. Ima impresivne dimenzije, pa nije baš prikladan za korištenje.
- transformator za zavarivanje. Uređaj pretvara izmjenični napon koji se napaja iz mreže u izmjenični napon različite frekvencije, koji je neophodan za zavarivanje. Uređaji su jednostavni za rukovanje, ali imaju značajne dimenzije i negativno reagiraju na moguće udare struje.
- Ispravljač za zavarivanje.Uređaj koji pretvara napon iz mreže u istosmjernu struju, neophodnu za stvaranje električnog luka. Razlikuju se po kompaktnosti i visokoj učinkovitosti rada.
Za kućnu upotrebu poželjan je ispravljač inverterskog tipa. Obično se nazivaju jednostavno pretvaračima. Oprema je vrlo kompaktna. Prilikom rada obješena je na rame. Princip rada uređaja je prilično jednostavan.
Pretvara struju visoke frekvencije u istosmjernu. Rad s ovom vrstom struje osigurava najkvalitetniji zavar.
Generator za zavarivanje može raditi u nedostatku mreže. Sama stvara električnu energiju. Sustav je vrlo glomazan, prilično je teško raditi s njim.
Invertori su ekonomični, rade iz kućne mreže. Osim toga, bolje je raditi s njima za početnika. Izuzetno su jednostavni za rukovanje i pružaju stabilan luk.
Nedostaci pretvarača uključuju veći trošak od ostalih uređaja, osjetljivost na prašinu, vlagu i udare struje.
Prilikom odabira pretvarača za kućno zavarivanje obratite pozornost na raspon vrijednosti struje zavarivanja. Minimalna vrijednost - 160-200 A
Dodatne značajke opreme mogu olakšati posao početniku.
Od ovih ugodnih "bonusa" vrijedi napomenuti:
- Hot Start - što znači povećanje početne struje dovedene u trenutku zapaljenja luka zavarivanja. Zahvaljujući tome, luk je puno lakše aktivirati.
- Anti-Stick - automatski smanjuje struju zavarivanja ako je šipka elektrode zaglavljena. To olakšava skidanje.
- Arc Force - povećava struju zavarivanja ako se elektroda prebrzo dovede do obratka. U tom slučaju ne dolazi do lijepljenja.
Osim stroja za zavarivanje bilo koje vrste, bit će potrebne elektrode. Njihovu marku najbolje je odabrati prema posebnoj tablici, koja označava vrstu materijala za zavarivanje.
Trebat će vam i maska za zavarivanje. Najbolja stvar je ona koja se nosi na glavi. Modeli koje želite držati u ruci izrazito su neudobni.
Sa zavarivanjem je potrebno raditi samo u zaštitnom odijelu. Posebna maska zaštitit će vaše oči od ultraljubičastog zračenja i prskanja, usko odijelo i platnene rukavice spriječit će opekline
Maska može biti jednostavno zatamnjeno staklo ili takozvani "kameleon". Potonja opcija je poželjnija, jer kada se pojavi luk, staklo se automatski potamni.
Potrebno je raditi samo u posebnoj odjeći koja štiti od prskanja i ultraljubičastog zračenja. To mogu biti debeli pamučni kombinezoni, čizme ili visoke čizme, platnene ili gumirane rukavice.
Što još trebate imati
Stroj za zavarivanje bez elektroda je potpuno beskorisna jedinica. Elektrode su potrošni materijali, također su različiti: potrošni i nepotrošni, metalni (od čelika, bakra i drugih metala) i nemetalni, u obliku žice ili krute šipke, s različitim zaštitnim premazima itd.
Za one koji su se pitali kako pravilno zavariti elektrodama, najbolje je početi s čeličnim univerzalnim šipkama debljine 3 mm ili 4 mm. Promjer je naveden na pakiranju, neće biti teško odabrati prave. Svladavši rad s njima, bit će moguće prijeći na druge vrste, ali malo je vjerojatno da će biti tražene u svakodnevnom životu.
Elektrode za inverter
Uz potrošni materijal za zavarivanje, svakako će vam trebati i maska zavarivača.Bez toga je apsolutno nemoguće raditi, inače možete brzo dobiti opekline rožnice oka i mnoge druge probleme s vidom. Najbolje su maske s kameleonskim staklom. Točnije, s automatskim svjetlosnim filterom koji reagira na promjene osvjetljenja i štiti oči od štetnog zračenja.



Također je preporučljivo nabaviti prikladnu odjeću, obuću i rukavice koje ne izgore iskre i u tom slučaju mogu zaštititi od strujnog udara.
Od alata će vam trebati čekić za izbacivanje kamenca sa šava, kao i sve vrste škripca, stezaljki i magnetskih kutova, kojima možete učvrstiti dijelove koje ćete zavariti u željeni položaj.
Minimalni set za zavarivača početnika
Elementi za zavarivanje
Nakon što ste pouzdano savladali osnove procesa zavarivanja, možete nastaviti s povezivanjem elemenata u jednu strukturu. I ovdje također postoje suptilnosti povezane s reakcijom metala na takav utjecaj.
Prije svega, morate ispravno procijeniti duljinu šava i osigurati da ne povuče dijelove koji se spajaju na spojevima. Da biste to učinili, moraju biti fiksirani u zadanom položaju uz pomoć stezaljki ili drugih metoda. A kako bi popravili fiksaciju, zgrabe ga poprečnim šavovima na nekoliko mjesta. I tek onda opare.
Redoslijed zavarivanja ovisi o duljini spoja. U jednom smjeru i u jednoj vožnji mogu se zavariti samo kratki šavovi duljine do 300 mm. Ako je ta udaljenost veća, potrebno je šivanjem u malim segmentima kompenzirati nastala naprezanja.
Uzorci šavova ovisno o duljini
Ne previše lijepe šavove na kraju rada mogu se pažljivo rezati i brusiti brusilicom.
Osnove električnog zavarivanja
Zavareni metalni spojevi danas su najpouzdaniji: dijelovi ili dijelovi spojeni su u jednu cjelinu. To se događa kao posljedica izlaganja visokim temperaturama. Većina modernih strojeva za zavarivanje koristi električni luk za taljenje metala. Zagrije metal u zoni udara do točke taljenja, a to se događa na malom području. Budući da se koristi električni luk, zavarivanje se naziva i električnim lukom.
Ovo nije baš pravi način zavarivanja)) U najmanju ruku, trebate masku
Vrste električnog zavarivanja
Električni luk može nastati i istosmjernom i izmjeničnom strujom. Transformatori za zavarivanje zavareni su izmjeničnom strujom, invertori istosmjernom strujom.
Rad s transformatorom je složeniji: struja je izmjenična, stoga zavareni luk "skače", sam aparat je težak i glomazan. Još uvijek puno neugodne buke, koja emitira tijekom rada i luk i sam transformator. Postoji još jedna smetnja: transformator snažno "postavlja" mrežu. Štoviše, primjećuju se značajni skokovi napona. Ova okolnost nije baš zadovoljna susjedima, a vaši kućanski aparati mogu patiti.
Tehnologija zavarivanja
Da bi nastao električni luk potrebna su dva vodljiva elementa suprotnih naboja. Jedan je metalni dio, a drugi je elektroda.
Kada se elektroda i metal različitog polariteta dodiruju, nastaje električni luk. Nakon njegovog izgleda, na mjestu gdje je usmjeren, metal dijela počinje se topiti. U isto vrijeme, metal elektrode štapa se topi, prenoseći se električnim lukom u zonu taljenja: bazen za zavarivanje.
Kako se formira zavareni bazen? Bez razumijevanja ovog procesa, nećete razumjeti kako pravilno zavariti metal (Za povećanje veličine slike desni klik na njega)
Pritom i zaštitni premaz gori, djelomično se topi, djelomično isparava i ispušta dio vrućih plinova. Plinovi okružuju zavareni bazen, štiteći metal od interakcije s kisikom. Njihov sastav ovisi o vrsti zaštitnog premaza. Otopljena troska također oblaže metal, pomažući u održavanju njegove temperature. Za pravilno zavarivanje zavarivanjem potrebno je osigurati da troska pokrije zavareni bazen.
Zavar se dobiva pomicanjem kupke. I pomiče se kada se elektroda pomiče. Ovo je cijela tajna zavarivanja: trebate pomicati elektrodu određenom brzinom

Također je važno, ovisno o potrebnoj vrsti veze, pravilno odabrati njegov kut nagiba i trenutne parametre.
Kako se metal hladi, na njemu se formira kora troske - rezultat izgaranja zaštitnih plinova. Također štiti metal od kontakta s kisikom sadržanim u zraku. Nakon hlađenja tuče se čekićem. U tom se slučaju vrući fragmenti raspršuju, stoga je potrebna zaštita očiju (nosite posebne naočale).
O tome kako napraviti mangal od balona ili bačve možete pročitati ovdje. Samo se navikni.
Korak po korak upute za zavarivanje s inverterom
Prije svega, za zavarivanje je potrebno imati zaštitne elemente:
- rukavice od grube tkanine;
- maska za zavarivanje s posebnim filterom koji štiti oči;
- gruba jakna i hlače od materijala koji se ne pali od iskri koje se pojavljuju tijekom zavarivanja;
- zatvorene cipele s debelim potplatima.
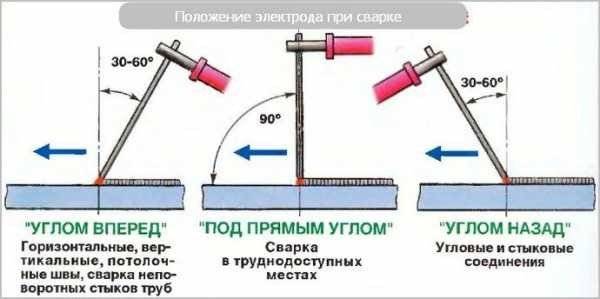
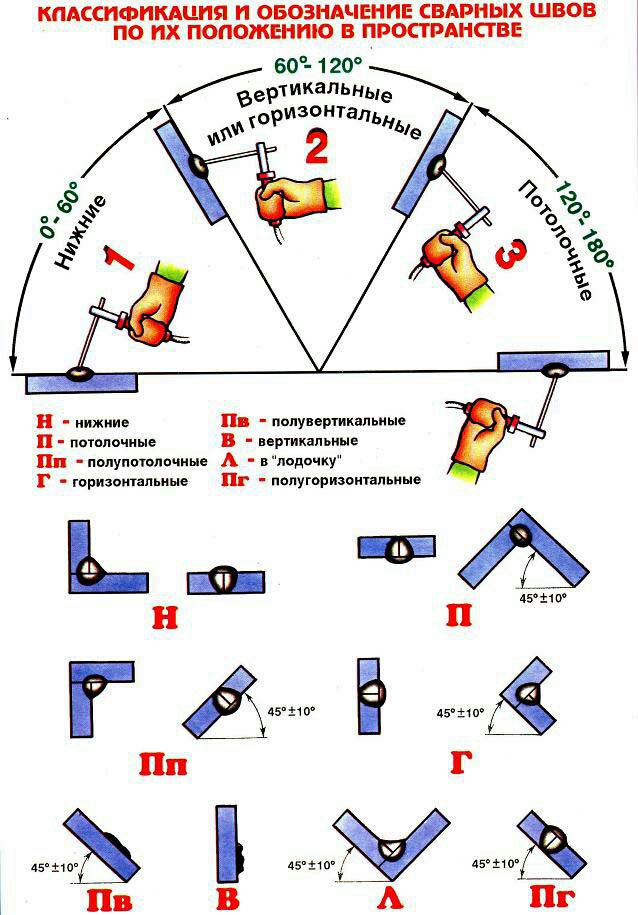
Položaj elektrode tijekom zavarivanja.
Prije nego što počnete zavarivati s pretvaračem za zavarivanje, morate poduzeti potrebne mjere usmjerene na stvaranje sigurnih radnih uvjeta.
Pravilna priprema radnog mjesta je:
- osiguravajući potreban slobodan prostor na stolu, potrebno je ukloniti sve nepotrebne predmete, ali koji se mogu poprskati;
- stvaranje visokokvalitetne rasvjete;
- potrebno je zavarivanje izvoditi stojeći na drvenoj palubi koja štiti od strujnog udara.
Zatim se struja podešava ovisno o debljini dijelova i odabiru se elektrode. Potonje se mora pripremiti. Ako su kupljeni samo u distribucijskoj mreži i njihova kvaliteta je nesumnjiva, onda se ova radnja može preskočiti.
Nakon pripreme elektroda, terminal za masu se spaja na proizvod.
Da biste dobili kvalitetnu i pouzdanu metalnu vezu, mora se pripremiti:
- hrđa se potpuno uklanja s rubova proizvoda;
- uz pomoć otapala čiste se razna onečišćenja;
- u posljednjoj fazi, rubovi se provjeravaju na čistoću, prisutnost masti, boje i drugih onečišćenja je neprihvatljiva.
Zatim morate spojiti inverter za zavarivanje. Trening je najbolje obaviti na debelom metalnom limu, tvoreći šav u obliku valjka. Napravite prvu vezu na metalu koji leži vodoravno na stolu. Na njemu kredom nacrtajte ravnu liniju po kojoj će ići šav.
Električni krug pretvarača.
U tom procesu, obuka na takvom objektu može značajno poboljšati tehniku zavarivanja.
Proces zavarivanja počinje paljenjem luka.
Postoje dva načina za izvođenje ove radnje:
- grebanje po metalu;
- lupkanje po metalu.
Izbor metode ovisi o preferencijama osobe, glavna stvar pri paljenju nije ostaviti tragove zavarivanja izvan područja spoja.
Nakon paljenja luka, luk se zapali od kontakta s metalom, zavarivač uklanja elektrodu s površine dijela na kratku udaljenost koja odgovara duljini luka i započinje zavarivanje.
Kao rezultat toga, na spoju dva metalna dijela formira se šav za zavarivanje. Na površini će biti prekriven ljuskom – ljuskom. Mora se ukloniti. To je vrlo lako učiniti tako da se malim čekićem lupka po šavu.
Alati i oprema
Tehnika ručnog elektrolučnog zavarivanja je relativno jednostavna i izvodi se pomoću specijalizirane opreme i elektroda. Također će vam trebati pomoćni alat i zaštitna oprema.



Vrste opreme
Postoje tri vrste uređaja koji se mogu koristiti za elektrolučno zavarivanje "uradi sam":
- transformatori. Princip rada takvih uređaja temelji se na izmjeničnoj struji. Treba napomenuti da su prilično teški, sposobni uzrokovati nagle promjene napona u općoj električnoj mreži i vrlo su bučni. Prilično je teško napraviti ravnomjeran šav na transformatoru, to mogu učiniti samo iskusni zavarivači. Ali ako su obrtnici početnici obučeni za elektrolučno zavarivanje uz korištenje transformatora, tada će biti puno lakše raditi s drugom opremom;
- ispravljači. Rad uređaja osiguravaju poluvodičke diode. Jedinice ovog tipa pretvaraju izmjeničnu struju u istosmjernu. Ovo su svestrani uređaji. Gotovo sve elektrode su prikladne za njih, a zavarivanje se može izvesti na različitim metalima.U usporedbi s transformatorom, proces zavarivanja je mnogo lakši i stabilnost luka se održava;
- pretvarači. Rade gotovo nečujno. Jednostavan za korištenje zbog kompaktnosti i sustava automatskih postavki. Tijekom rada, uređaj proizvodi istosmjernu struju velike snage pretvaranjem izmjenične struje.
Među svim uređajima, pretvarači se smatraju najboljim. Oni stvaraju stabilan luk čak i tijekom napona i višenamjenski su.
Alati i oprema
Prije zavarivanja elektrolučnim zavarivanjem prvo morate pripremiti osobnu zaštitnu opremu i alate:
- aparat za zavarivanje i elektrode za njega. Oni koji tek uče vještine zavarivanja trebali bi pripremiti više elektroda;
- pomoćni alati. Tehnika lučnog zavarivanja uključuje uklanjanje troske koja je nastala tijekom zavarivanja, a za to su vam potrebni čekić i četka za metal;
- zaštitna odjeća. Nemojte započeti zavarivanje bez posebne maske, rukavica i zaštitne odjeće od gustih materijala. Ne vrijedi zanemariti takva sredstva, jer ljudska sigurnost ovisi o njima.
Ako prvi put radite s uređajem i želite naučiti kako pravilno zavarivati ručnim elektrolučnim zavarivanjem, preporuča se unaprijed pripremiti metalne elemente za obuku.
Tehnologija zavarivanja
Do danas su poznate sljedeće vrste elektrolučnog zavarivanja:
-
Zavarivanje nepotrošnom elektrodom.
Volframova (ili grafitna) šipka koja se koristi kao elektroda se ne topi, već održava električni luk. Metal za šav se isporučuje u obliku žice ili šipke. Ova vrsta zavarivanja može raditi i bez materijala za punjenje, u načinu rada lemilice.
-
Zavarivanje pod vodom.
Elektroda koja stvara električni luk dovodi se u sloj toka koji pokriva dio. Tako se stvaraju uvjeti za idealno spajanje metala, ne podliježu destruktivnom utjecaju zraka.
-
Poluautomatsko elektrolučno zavarivanje.
Ulogu elektrode obavlja metalna žica na koju se dovodi električna struja. Kako se topi, dolazi do automatskog dodavanja (tako da duljina luka ostane konstantna). Istodobno se na mjesto zavarivanja ubrizgava zaštitni plin, ugljični dioksid ili argon. Kao rezultat toga, kvaliteta zavara je značajno poboljšana.
Kod kuće se ove vrste zavarivanja praktički ne koriste. Stoga prijeđimo na razmatranje četvrte vrste zavarivanja - ručnog lučnog zavarivanja.
Ručno lučno zavarivanje temelji se na korištenju posebne elektrode u premazu
Električni aparati za zavarivanje za ručno zavarivanje podijeljeni su u dvije vrste - AC i DC. Korištenje izmjenične struje omogućuje projektiranje uređaja visokih performansi i snage. Prednost istosmjerne struje, zbog nedostatka promjene polariteta, je glatkiji šav s manje prskanja metala.
Popravak podmorskog cjevovoda
Rad aparata za zavarivanje temelji se na stvaranju električnog luka na mjestu kontakta između dva metalna dijela. Visoka temperatura (do 7000o C) topi materijal u tekuće stanje i dolazi do difuzije – miješanja na molekularnoj razini.
Temeljna razlika između zavarivanja i lijepljenja je odsutnost pomoćnih materijala - dijelovi koji se spajaju pretvaraju se u monolitnu strukturu.
Stoga se mora jasno razumjeti da se za ispravnu primjenu zavarivanja mogu koristiti samo homogeni metali. Ne možete zavariti aluminij za željezo ili bakar za nehrđajući čelik. Temperatura taljenja različitih materijala je različita, a stvaranje legura nije uključeno u raspon mogućnosti opreme za zavarivanje.
Za zavarivanje željeznih konstrukcija postoje razni zavareni strojevi.
-
Transformatori. Koriste se za pretvaranje mrežne struje napona od 220 V u struju s parametrima potrebnim za stvaranje visokotemperaturnog električnog luka. To se događa zbog smanjenja napona (ne više od 70 V) i povećanja jačine struje (do tisuća ampera). Danas takvi uređaji postupno postaju prošlost, jer su preglomazni za kućnu upotrebu i troše veliku količinu električne energije. Osim toga, rad transformatora nije stabilan i negativno utječe na stanje mreže u cjelini - kada je uključen, stvaraju se padovi napona, pate osjetljivi kućanski aparati. Postoje jednofazni i trofazni.
-
Ispravljači.
Pretvaraju izmjeničnu struju potrošačke mreže u istosmjernu. Načelo rada takvih uređaja temelji se na korištenju ispravljačkih silikonskih dioda, koje se također nazivaju ventili. Karakteristična razlika između stroja za zavarivanje istosmjernom strujom i stroja za zavarivanje na izmjeničnu struju je snažno zagrijavanje elektrode na pozitivnom polu. To omogućuje kontrolu procesa zavarivanja: izvođenje "nježnog zavarivanja", manipuliranjem postavkama, značajno štedi elektrode pri rezanju metala.
-
Inverteri.
Dugo vremena (do 2000.) nisu bili dostupni za široku upotrebu u svakodnevnom životu zbog visoke cijene. Ali kasnije su stekli veliku popularnost.Princip rada pretvarača je pretvaranje mrežne izmjenične struje u istosmjernu, a zatim opet u izmjeničnu, ali već visokofrekventnu struju. Razlika između ove sheme i zavarivanja transformatora je u tome što je luk dobiven iz pretvorene istosmjerne struje stabilniji.
Glavna prednost inverterskog zavarivanja je poboljšanje dinamike električnog luka, kao i značajno smanjenje težine i dimenzija instalacije (u usporedbi s izravnim transformatorima). Osim toga, postalo je moguće glatko podesiti izlaznu struju, što je značajno povećalo učinkovitost jedinice i osiguralo jednostavno paljenje luka tijekom rada.
Ali postoje i nedostaci:
- privremena ograničenja u uporabi, koja su povezana s zagrijavanjem kruga elektroničke pretvorbe;
- stvaranje elektromagnetskog "šuma", visokofrekventnih smetnji;
- negativan utjecaj vlažnosti zraka, što dovodi do stvaranja kondenzata unutar uređaja.




dobar članak za zavarivača jako se svidio puno korisnih stvari rekao.