- Značajke i tehničke karakteristike cijevi za vodu i plin
- Standardi i dimenzije čeličnih cijevi
- Parametri za ravne šavove
- Propisi za elektrozavarene spiralno šavne cijevi
- Zahtjevi za bešavne vruće oblikovane proizvode
- Standardi za hladno oblikovane bešavne cijevi
- Značajke i karakteristike proizvoda vode i plina
- Shema cijevi od nodularnog željeza
- Tehnički podaci
- Zašto odabrati metal za sustave grijanja
- Vrste cijevi prema načinu proizvodnje
- Bešavne vruće oblikovane čelične cijevi GOST 8732
- Čelične cijevi bešavne hladno deformirane u skladu s GOST 8734
- Električno zavarene čelične cijevi prema GOST 10704
- Prednosti i nedostaci metalnih cijevi
- Koji su GOST-ovi za čelične cijevi
- Proizvodnja čeličnih cijevi: osnovne metode
- Kako se izrađuju električni zavareni proizvodi s ravnim šavovima?
- Proizvodnja elektrozavarenih spiralnih šavova
- Proizvodnja toplo oblikovanih bešavnih proizvoda
- Značajke proizvodnje hladno oblikovanih cijevi
- Pregled proizvoda vodećih proizvođača
- Proizvođač #1 - marka HOBAS
- Proizvođač # 2 - Tvrtka za staklene kompozite
- Proizvođač #3 - marka Amiantit
- Proizvođač #4 - tvrtka Poliek
- Pravokutna cijev
Značajke i tehničke karakteristike cijevi za vodu i plin
VGP cijevi su proizvodi koji imaju zavareni šav.Njihova proizvodnja je znatno jeftinija od proizvodnje čvrsto valjanih cijevi. Kruti standardi omogućuju proizvodnju zavarenih cijevi koje po čvrstoći nisu inferiorne u odnosu na čvrsto valjane cijevi. Za zaštitu, unutar cijevi i s vanjske strane nanosi se cink premaz.

Pocinčani VGP cjevovodi razlikuju se po:
- otpornost na koroziju;
- dug rad bez problema;
- svestranost upotrebe;
- relativno niska cijena.
Elektrozavarene cijevi razlikuju crne (bez antikorozivnog premaza) VGP cijevi i pocinčane cijevi. Službeni zahtjevi za ove materijale navedeni su u GOST 3262-75. Okrugle VGP cijevi iz proizvodnje se proizvode glatke, s navojem ili spojkom. Navoj se razlikuje po mjestu (vanjski ili unutarnji) i načinu primjene (narebreni, rezani).
Navoj za valjanje ne smije smanjiti unutarnji promjer cijevi za više od 10%. Ne postoje strogi zahtjevi za veličinu niti - može biti duga ili kratka.
Zajedničko za oblikovane i zavarene okrugle čelične cijevi je njihova upotreba u urbanoj infrastrukturi, a ne vezana uz prometne komunikacije. Riječ je o dizajnu reklamnih panoa, uređenju urbanog uličnog prostora, susjednih teritorija, izgradnji igrališta. "Ne-jezgrena" uporaba pocinčanih cijevi doseže značajne razmjere.
Preporučujemo da pročitate: Koje je grijanje bolje i kako ga ugraditi u privatnu kuću
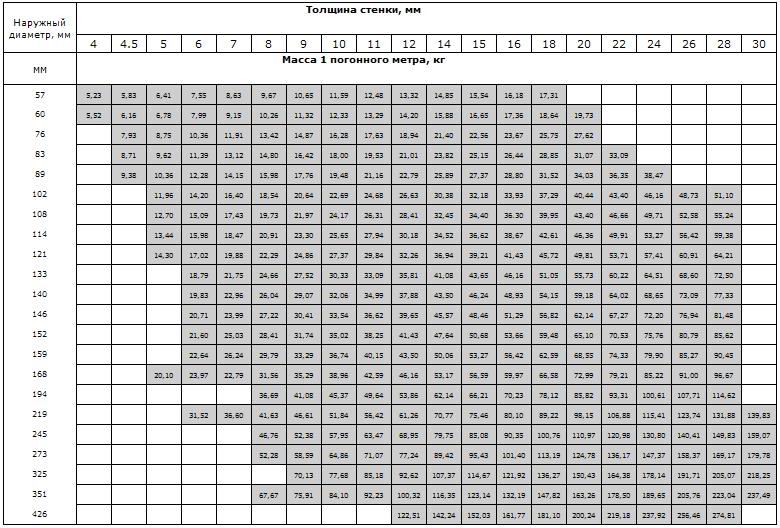
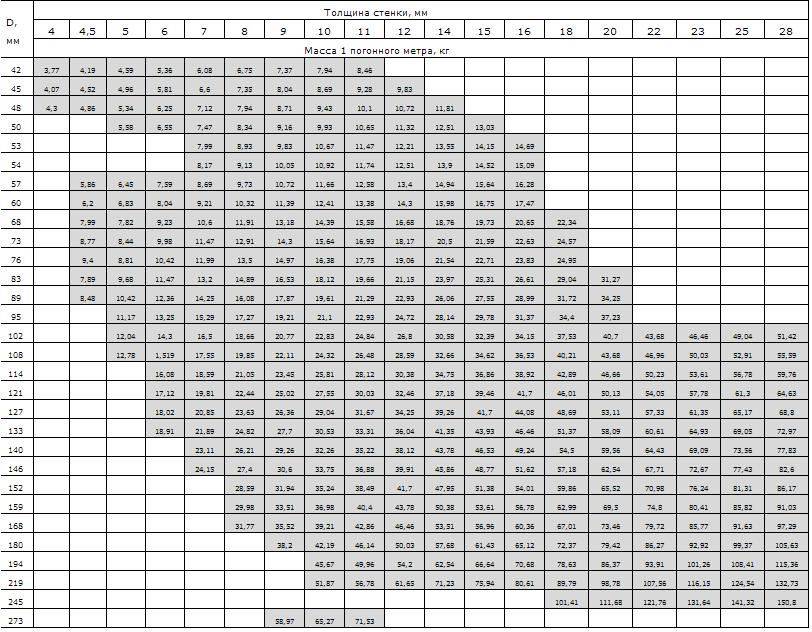
Značajna karakteristika VGP materijala cijevi je debljina stijenke. Najdugovječnije cijevi su pocinčane cijevi debelih stijenki.
Treba imati na umu da debljina stijenke cijevi utječe na njezin promjer i težinu. Vanjska dimenzija pocinčane čelične VGP cijevi ostaje nepromijenjena, bez obzira na debljinu stijenke.Tako će najbolju propusnost, ceteris paribus, pokazati cijev tankih stijenki. Cijevi se proizvode prema dimenzijama i težini navedenim u tablici, dimenzije su naznačene u mm.
S obrnutim odnosom radnog tlaka. Cijev tankih stijenki može izdržati do 25 atm., Debele stijenke - do 35 atm.
Cijevi s prosječnom debljinom stijenke nazivaju se običnim. Kupnja cijevnih proizvoda ove vrste vrši se po težini, odnosno potrošač ne plaća po metru, već je cijena vezana uz težinu proizvoda.
Standardi i dimenzije čeličnih cijevi
Za cijevi od valjanog čelika postoje posebni standardi i GOST-ovi. Ovi parametri opisuju način izrade proizvoda, njegove osnovne dimenzije, presjek i debljinu stijenke. Usredotočujući se na ove informacije, određuje se područje uporabe određenog dijela.
Parametri za ravne šavove
Proizvodnja električno zavarenih cijevi s ravnim šavom regulirana je GOST 10704-91. Prema njegovim riječima, vanjski promjer proizvoda je 10-1420 milimetara, a debljina stijenke varira od 1 do 32 milimetra.
Armatura, koja ne prelazi 426 milimetara u promjeru, ima izmjerenu i neizmjerenu duljinu. U posebnim slučajevima, cijevi se izrađuju s jačim, ojačanim šavom, ali za njih postoji poseban poseban standard - GOST 10706.

Čelične elektrozavarene cijevi s ravnim šavom svestrani su materijal sa širokim rasponom primjena. Pristojna kvaliteta i niska cijena čine njihovu upotrebu relevantnom kako u velikim objektima tako iu svakodnevnom životu.
Cijevi ove vrste najčešće se koriste za polaganje tehnoloških komunikacijskih sustava s umjerenim pritiskom i stvaranje praktičnih, praktičnih i laganih metalnih konstrukcija za različite namjene.
Propisi za elektrozavarene spiralno šavne cijevi
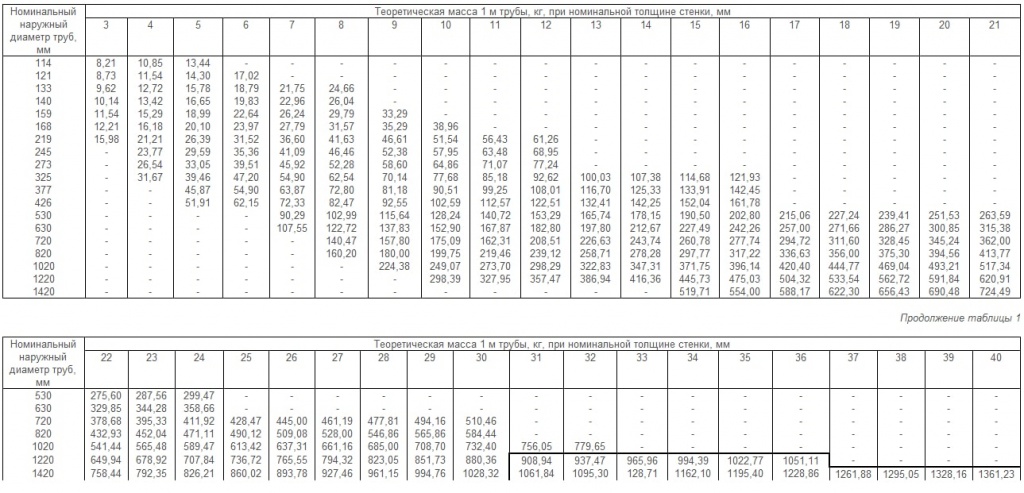
Proizvodnja električno zavarenih cijevi sa spiralnim šavom provodi se u skladu s GOST 8696-74. Vanjski promjer takvih proizvoda je 159-2520 milimetara, debljina stijenke kreće se od 3,5 do 25 milimetara, a duljina je 10-12 metara.

Električno zavarene cijevi sa spiralnim šavom skuplje su od svojih uzdužnih kolega. Međutim, troškovi su dobro opravdani, pogotovo ako sustav zahtijeva besprijekorno točnu, savršenu vezu.
Ovako izrađene cijevi su izdržljivije i imaju sposobnost izdržati visoki pritisak. Standard im omogućuje da se koriste i za kućanske i industrijske svrhe, za stvaranje pouzdanih, zapečaćenih i operativno stabilnih komunikacijskih sustava.
Zahtjevi za bešavne vruće oblikovane proizvode
Standardi za bešavne vruće oblikovane cijevi opisani su u GOST 8732-78. Debljina njihovih stijenki je 2,5-75 milimetara, a promjer varira od 20 do 550 milimetara. Duljine, mjerene i neizmjerene, veličina se kreće od 4 do 12,5 metara.





Bešavne cijevi izrađene vrućom deformacijom praktički se ne koriste u svakodnevnom životu. Najčešće se koriste za industrijske sustave s povećanim zahtjevima za pouzdanost i nepropusnost.
Cijevi ovog tipa koriste se za transport visoko otrovnih tvari za kemijsku industriju. Odsutnost šava jamči nemogućnost curenja i ulaska štetnih tvari u tlo ili atmosferu.
Sposobnost lakog izdržavanja konstantnog visokog tlaka čini bešavne cijevi relevantnim za industriju nafte i plina.
Standardi za hladno oblikovane bešavne cijevi
Čelične hladno valjane cijevi proizvode se u skladu s GOST 8734-75. Vanjski promjer armature varira od 5 do 250 milimetara, a debljina stijenke je 0,3-24 milimetara. Proizvodi se proizvode u nasumičnim duljinama od 1,5 do 11,5 metara i mjernim duljinama od 4,5 do 9 metara.

Bešavne hladno valjane čelične cijevi debelih stijenki koriste se na isti način kao i toplo obrađene cijevi. A oni tankih stijenki najčešće se koriste tamo gdje je potrebna kombinacija besprijekorne čvrstoće i male težine (avionska industrija, brodogradnja itd.)
Bešavne čelične cijevi proizvedene hladnim oblikovanjem pokazuju visoku čvrstoću, radnu stabilnost i pouzdanost tijekom cijelog razdoblja uporabe.
Značajke i karakteristike proizvoda vode i plina
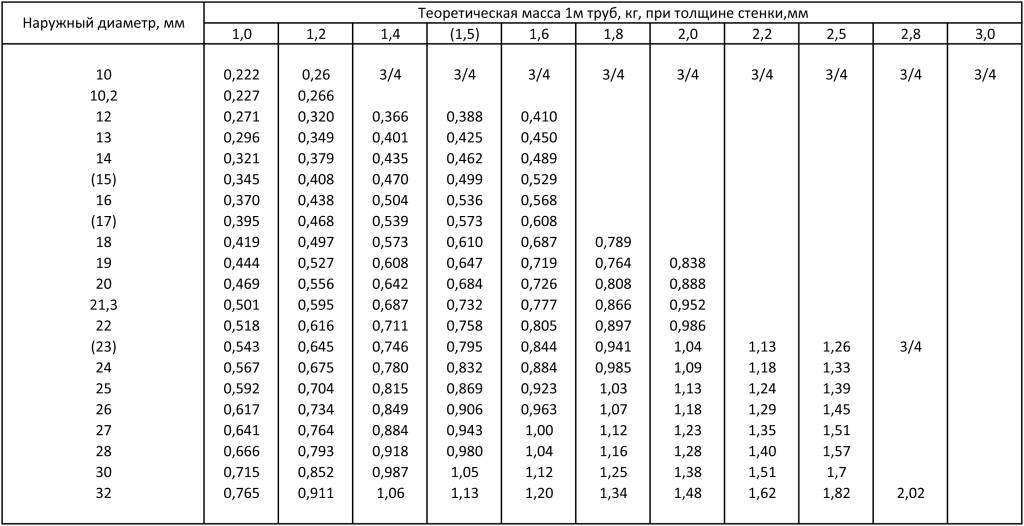
Cijevi za plin i vodu proizvode se prema propisima GOST 3262-75. U zasebnom standardu, ova vrsta valjanog metala izdvaja se samo zbog užeg opsega.
Vanjski promjer proizvoda je 10,2-165 milimetara, a debljina stijenke kreće se od 1,8-5,5 milimetara. Raspon veličina za slučajne i izmjerene duljine je isti - od 4 do 12 metara.

Cijevi za vodu i plin uglavnom se koriste za njihovu namjenu: za organizaciju vodoopskrbnih i plinskih komunikacijskih sustava. Ponekad se koriste za stvaranje laganih struktura ili se koriste u industriji namještaja za izradu stilskih predmeta za unutarnje dekoracije.
Standard predviđa proizvodnju ne samo konvencionalnih, već i pocinčanih cijevi za vodu i plin.
Shema cijevi od nodularnog željeza
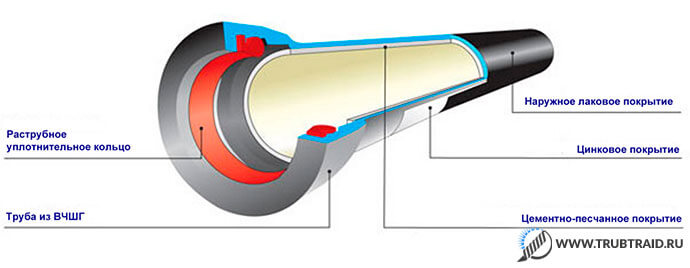 Vizualno crtanje cijevi od lijevanog željeza visoke čvrstoće sa sfernim dekanterom
Vizualno crtanje cijevi od lijevanog željeza visoke čvrstoće sa sfernim dekanterom
Kao što postaje jasno, dizajn se sastoji od nekih vanjskih i unutarnjih elemenata:
- Brtveni prsten: ovaj zaštitni sloj je potreban za povećanje čvrstoće strukture. Također služi kao osigurač u slučaju da se cijev slomi ili deformira.
- Cinkova prevlaka: neophodna za značajno smanjenje utjecaja korozije na vanjsku površinu konstrukcije.
- Cementno-pješčani premaz: služi kao svojevrsno uzemljenje protiv utjecaja električne energije na površinu cijevi. U slučaju nesreće s električnom strujom, upravo će ovaj zaštitni sloj preuzeti najveći dio udarca.
- VChShG: zapravo glavni materijal od kojeg je izrađena struktura.
- Završni sloj: sadrži najmanje nečistoća i legura, budući da ima najmanje opterećenje.
Ova shema prikazuje fizičke i matematičke veličine na temelju kojih se provode proračuni i postavljaju dimenzije konstrukcija.
Opis:
- Bell, D: fizička veličina koja karakterizira temeljni parametar na početku proizvodnje - nulti ciklus. To je osnova za izgradnju cijevnih konstrukcija.
- Nazivni prolaz, DN: nazivna vrijednost koja karakterizira prohodnost transportne tvari kroz unutarnje kanale cijevi.
- Prosječni promjer, DE: Uvjetni parametar koji se koristi za izračunavanje prostora između unutarnjeg, vanjskog i srednjeg promjera.
- Površina zida cijevi, S: temeljni parametar u proračunu glavnih dijelova cijevi.
- L i L1: duljina pojedinih dijelova konstrukcije.
Tehnički podaci
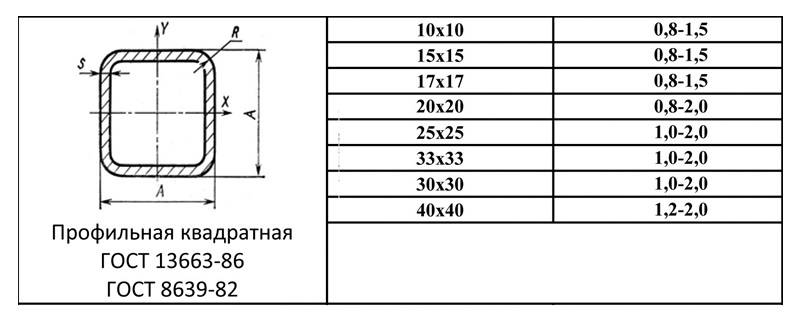
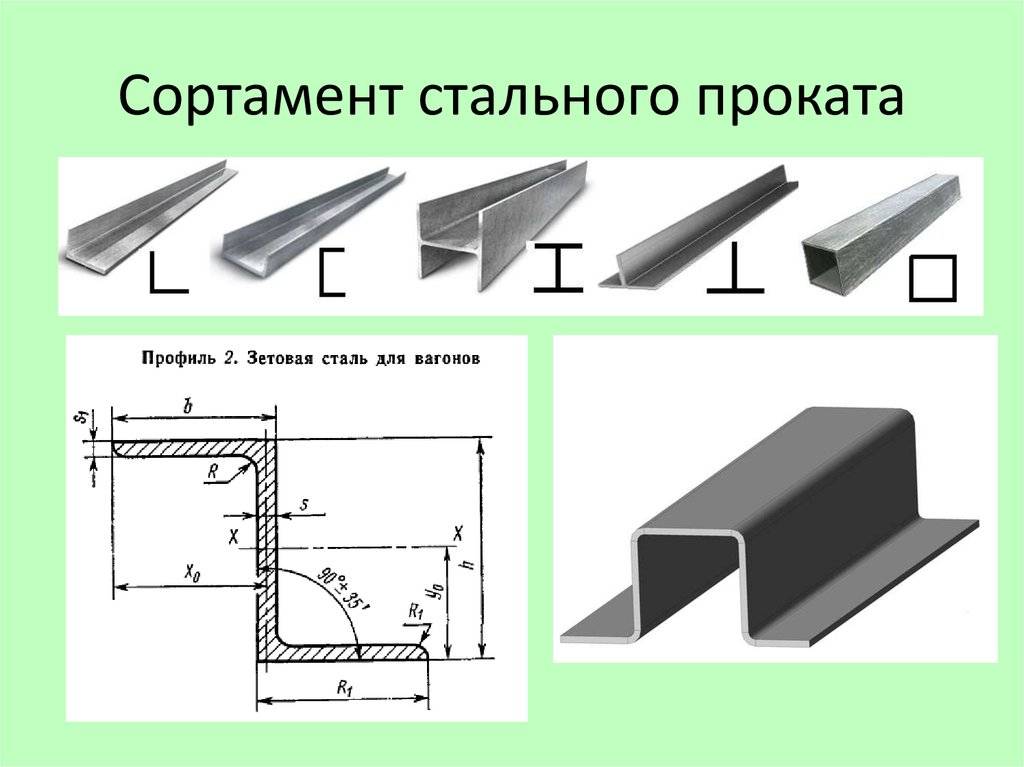
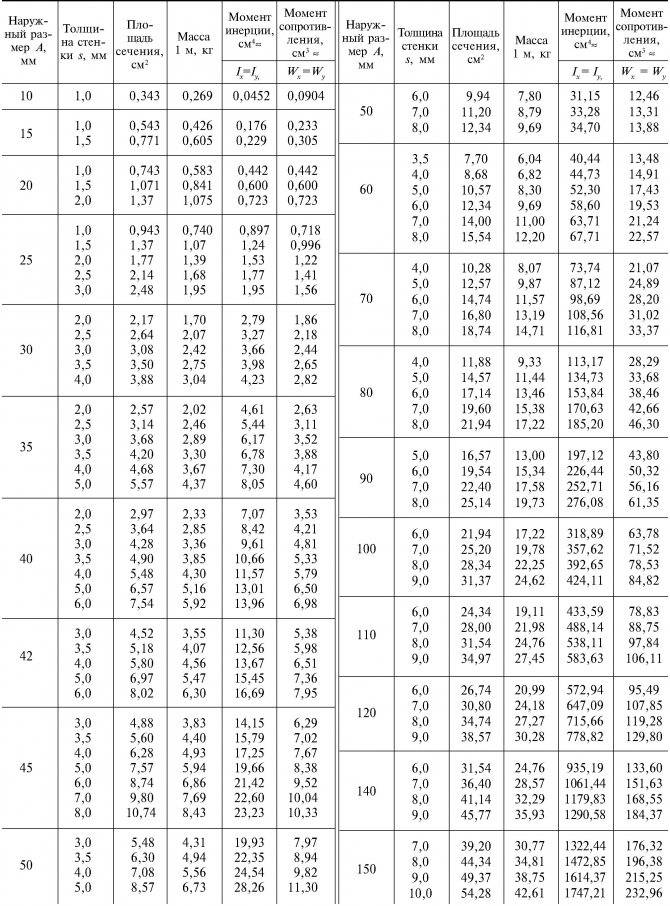
Razmotrite glavne tehničke karakteristike profilne čelične cijevi:
- Pregled profila. Njegove glavne vrste su kvadratne, pravokutne i ovalne.Ovaj kriterij određuje podjelu profila cijevi u općem asortimanu.
- geometrijske dimenzije. Za pravokutne poglede, to su širina i visina. Kao i duljina svakog segmenta.
- Debljina zida. Prilično značajan detalj, jer upravo on određuje opseg daljnje uporabe.
- Težina. Jednako značajna ocjena koja određuje razinu kvalitete robe. Kroz težinu i geometrijske dimenzije možete saznati debljinu zida. Ovo postaje vrlo korisno u situacijama kada mogućnost pristupa mjerenjima nije dostupna.
Opisujući čelične profesionalne cijevi, treba napomenuti da je njihov raspon određen GOST 8639-82. U ovom dokumentu razlikuju se tri glavne vrste profila:
- Hladno oblikovano.
- Vruće valjani.
- Elektrozavareno.
 Prva dva su bešavna, a treći se proizvodi od limenog materijala pomoću zavarenih tehnologija.
Prva dva su bešavna, a treći se proizvodi od limenog materijala pomoću zavarenih tehnologija.
Treba napomenuti da svaka karakteristika cijevi ovisi o brojnim drugim pokazateljima. Iz tih razloga možemo zaključiti da prisutnost tablice odgovarajućih izračunatih vrijednosti GOST-a olakšava saznanje kolika je razina kvalitete od jednog ili drugog proizvođača.
Zašto odabrati metal za sustave grijanja
Više od dvadeset godina praktički nije bilo alternative za čelične cijevi - ugljik (kolokvijalno crni metal), pocinčani, nehrđajući čelik. U to vrijeme nisu čuli za korištenje bakra za grijanje, plastične cijevi nisu ni spominjane u progresivnim znanstvenim časopisima. Sada se situacija radikalno promijenila: nekoliko vrsta jeftine visokotehnološke plastike snažno je potisnulo metal iz sustava grijanja.

Ipak, metalne cijevi su još uvijek nezamjenjive u mnogim situacijama: kada sustavi rade na vrlo visokim radnim pritiscima, u vrućim radnjama, kada se od cjevovoda zahtijeva visoka čvrstoća.
Vrste cijevi prema načinu proizvodnje
Postoje sljedeće metode proizvodnje cjevovoda: toplo oblikovani, hladno oblikovani, električno zavareni. Dimenzije i maksimalna odstupanja proizvoda, materijala izrade regulirani su asortimanima za okrugle čelične cijevi, različiti asortimani za svaki način proizvodnje:
Bešavne vruće oblikovane čelične cijevi GOST 8732
Proizvodnja cijevi odvija se u tri faze. Na početku, u okrugloj gredici zagrijanoj na 900-1200 stupnjeva, na posebnim strojevima se probuši rupa, kao rezultat toga, dobiva se rukav. Zatim se rukav umota u cijev za nacrt, a zadnja faza je dimenzioniranje, valjanje s konačnim dimenzijama u smislu debljine i promjera.





Dimenzije proizvoda dobivenih ovim načinom proizvodnje mogu biti: vanjski promjer 16-630 mm, debljina stijenke 1,5-50 mm. Prazni proizvodi podijeljeni su u nekoliko skupina, ovisno o materijalu koji se koristi za proizvodnju:
- A - mehanička svojstva proizvoda su normalizirana.
- B - kemijski sastav se regulira tijekom proizvodnje.
- B - mehanička svojstva i kemijski sastav su istovremeno regulirani;
- D - kemijski sastav je normaliziran i mehanička svojstva provjerena na prototipovima;
- D - vrijednost ispitnog tlaka tijekom provjere je regulirana.
Proizvodnja toplo oblikovanih cijevi
Čelične cijevi bešavne hladno deformirane u skladu s GOST 8734
Za valjanje se koriste okrugle čelične gredice.Radni komad se zagrijava u posebnim pećima do temperature početka kristalizacije kako bi se dobila potrebna plastičnost. Zatim se prošiva i ulazi u valjaonicu, gdje se uz pomoć valjaka formiraju grube dimenzije proizvoda. Posljednja operacija je dimenzioniranje i rezanje na određenu duljinu.
Za razliku od vruće oblikovane cijevi, hladno oblikovana cijev dobiva dodatnu toplinsku obradu tijekom kalibracije, što takve proizvode čini stabilnim i trajnim.
Hladno oblikovani proizvodi podijeljeni su u sljedeće kategorije, gdje je glavni kriterij omjer promjera D i veličine stijenke S:
- Osobito tankih stijenki, s omjerom D/S većim od 40. Ako je dimenzija D = 20 mm ili manje, dimenzija S = 0,5 mm ili manje.
- Tankih stijenki, s omjerom D / S od 12,5 i manjim od 40. Osim toga, cijevi s D \u003d 20 mm. i manje, pri S=1,5 mm, i manje.
- Debele stijenke, s omjerom D/S od 6 do 12,5.
- Posebno debelih stijenki s omjerom D/S manjim od 6.
Cijevi tankih i ekstra tankih stijenki koriste se u raznim hidrauličkim sustavima, automobilskim motorima, industrijskim rashladnim sustavima, kao i u medicinskoj i prehrambenoj industriji. Glavna primjena cijevi debelih stijenki je u industriji nafte i plina.
Hladno valjani proizvodi tankih stijenki
Električno zavarene čelične cijevi prema GOST 10704
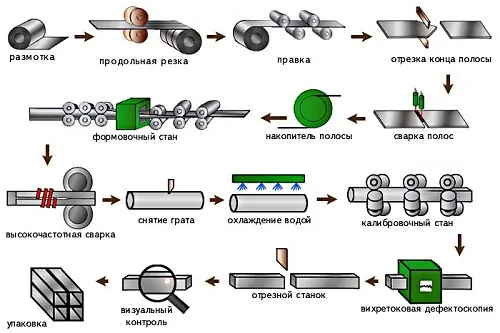
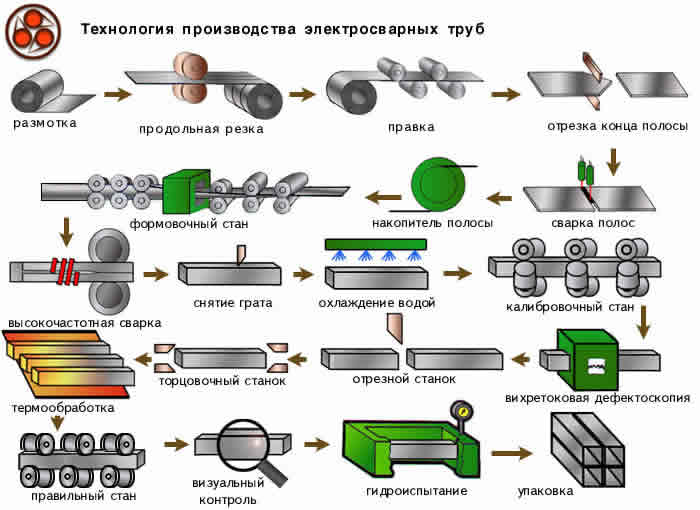
Tehnologija proizvodnje uključuje nekoliko faza, koje su spojene u jedan kontinuirani proces:
- Rezanje lima. Izvodi se na visoko preciznim strojevima i omogućuje vam da dobijete praznine iste veličine.
- Kako bi se dobila beskrajna traka, trake su zavarene zajedno, prethodno provučene kroz sustav valjaka kako bi se uklonili površinski nedostaci.
- Dobiveni radni komad prolazi kroz sustav vodoravnih i okomitih valjaka, s kojima se formira proizvod.
- Rubno zavarivanje izvodi se visokofrekventnim zavarivanjem. Rubovi izratka zagrijavaju se induktorom do temperature taljenja, a zatim se stisnu valjcima za presovanje. Drugi način, kada se rubovi zagrijavaju visokofrekventnim generatorom, struja se nanosi na rubove pomoću kontakata.
- Kalibracija i uklanjanje ivica. Radni komad se hladi, a zatim prolazi kroz kalibracijske valjke kako bi se uklonila ovalnost i osigurale potrebne dimenzije.
- Rezanje proizvoda. Praznine su izrezane na potrebnu veličinu.
- Kontrola kvalitete proizvedenih proizvoda provodi se na tri načina: pregled zavara, ispitivanje visokim tlakom vode i ravnanje. Za kontrolu zavara uglavnom se koristi ultrazvučna metoda. Detektor nedostataka se nalazi izravno na liniji nakon zavarivanja. 100% proizvoda podliježe kontroli. 15% proizvoda iz serije je podvrgnuto hidrotestiranju. I dva proizvoda iz serije prolaze test spljoštenja.
 Shema za proizvodnju električno zavarenih cijevi
Shema za proizvodnju električno zavarenih cijevi
Elektrozavareni cjevovodi naširoko se koriste u polaganju inženjerskih mreža koje mogu izdržati velika opterećenja i pritiske. Proizvodi promjera 1200 mm. koristi se u instalaciji gotovo svih magistralnih plinovoda i naftovoda.
Prednosti i nedostaci metalnih cijevi
Prednosti metalnih proizvoda:
- snagu. Čelik, bakar i lijevano željezo mogu izdržati mnogo veći pritisak od plastike i mnogo su otporniji na vodeni udar;
- čvrstoća kao jamstvo nerazaranja cijevi pri radu u trgovinama - često u proizvodnim uvjetima postoji mogućnost oštećenja tijekom rada mehanizama za podizanje, opreme, izvanrednih situacija u vrućim trgovinama. Kada je grijanje otvoreno između zgrada, također je potrebna dovoljna čvrstoća konstrukcije - metal manje mijenja svoju geometriju kada se zagrijava, metal je otporniji na vandalizam;
- otpornost na vatru;
- otpornost na temperaturne fluktuacije;
- bezopasnost za ljude;
- otpornost na ultraljubičasto zračenje;
- zavareni sustav je u svakom slučaju zračniji od montažnih konstrukcija, a to može biti odlučujuće kod ugradnje plinskih sustava;
- nisko toplinsko širenje - metal ne pada i ne mijenja svoju konfiguraciju kada se zagrijava, poput plastike;
- dugi vijek trajanja.
- toplinska vodljivost. Metalni sustav grijanja služi kao dodatni izvor topline u prostoriji; prilikom polaganja cijevi po obodu zgrade, možete malo zagrijati kutove prostorija, povećati kretanje zraka u njima i zaštititi ih od vlage, gljivica i plijesni.
Opći nedostaci metalnih cijevi:
- za čelik i lijevano željezo - sklonost koroziji;
- velika težina;
- za čelik i lijevano željezo - zarastanje s kalcijevim i magnezijevim solima unutarnje površine;
- složena ugradnja zavarivanjem ili navojnim spojevima.
Koji su GOST-ovi za čelične cijevi
Popis tehničkih pokazatelja bilo koje vrste čeličnih cijevi izravno ovisi o tome koja je metoda proizvodnje korištena.Sve se to utvrđuje uz pomoć GOST-ova, čije će poznavanje barem omogućiti uzimanje u obzir preporuka za rad određene vrste cijevi.
Trenutno se najčešće koriste sljedeći regulatorni dokumenti za proizvodnju čeličnih cijevi:
GOST 30732-2006. Usvojen je 2006. godine: njegove odredbe odnose se na cijevi i spojeve izrađene od čelika obložene toplinski izolacijskim slojem.
Čelični proizvodi, gdje se koristi toplinska izolacija od poliuretanske pjene i polietilenski omotač, ili zaštitni čelični premaz, koriste se u slučajevima kada je potrebno položiti mreže podzemnog grijanja. Temperatura rashladne tekućine ne smije prelaziti 140 stupnjeva (povećanje na 150 stupnjeva dopušteno je samo za kratko vrijeme). U tom slučaju tlak u sustavu ne bi trebao biti veći od 1,6 MPa GOST 2591-2006 (88).
GOST, dizajniran za toplo valjani čelik, usvojen je 2006. godine, iako neki izvori dopuštaju korištenje starog GOST-a - 2591-81. Dokument sadrži podatke o četvrtastim čeličnim proizvodima za čiju je proizvodnju korištena "vruća" metoda. Ovaj GOST se odnosi na sve proizvode s bočnim veličinama od 6 do 200 mm.
Veće četvrtaste cijevi se proizvode ako proizvođač i kupac sklope poseban ugovor GOST 9567-75. Propisuje precizne cijevi od čelika, za koje je visoka precizna proizvodnja. Razlikuju se hladno oblikovane i toplo valjane pocinčane ili kromirane precizne cijevi.
Industriji strojeva posebno su potrebni proizvodi ovog povećanog GOST-a GOST 52079-2003. Ovaj dokument utvrđuje standarde za uzdužno zavarene i spiralno zavarene cijevi od čelika promjera 114 - 1420 mm.Od takvih ukupnih proizvoda opremaju se magistralni plinovodi, cjevovodi kojima se transportiraju nafta i naftni derivati.
GOST 52079-2003 ukazuje da se kroz ove cijevi mogu prenositi samo proizvodi koji nemaju korozivnu aktivnost. Uz pomoć čeličnih cijevi velikih promjera moguće je transportirati tvari s tlakom do 9,8 MPa. Za okoliš je postavljena minimalna temperatura od -60 stupnjeva.



Istodobno, važno je znati da službeno GOST 52079-2003 više ne vrijedi: od 1. siječnja 2015. na snazi je novi GOST 31447-2012.GOST 12336-66. Njegove se odredbe odnose na zatvorene proizvode tipa profila, s presjekom u obliku kvadrata ili pravokutnika. Počevši od 1. siječnja 1981. ovlasti GOST 12336-66 prenesene su na TU 14-2-361-79, ali važnost njegovih odredbi nije izgubljena do danas. GOST 10705-91 (80)
Počevši od 1. siječnja 1981. ovlasti GOST 12336-66 prenesene su na TU 14-2-361-79, ali relevantnost njegovih odredbi nije izgubljena do danas GOST 10705-91 (80).
Sadrži popis tehničkih uvjeta pod kojima se proizvode čelične elektrozavarene cijevi uzdužnog tipa promjera od 10 do 630 mm. Za proizvodnju cijevi prema ovom GOST-u koristi se ugljični ili niskolegirani čelik. Ovi proizvodi se koriste u mnogim područjima, ali prioritet je cjevovod za crpljenje vode.
Odredbe standarda ne odnose se na čelične cijevi od kojih se izrađuju električni grijači GOST 10706 76 (91). Odnosi se na elektrozavarene čelične cijevi uzdužnog tipa, koje imaju opću namjenu. Kao što slijedi iz ovog dokumenta, promjer ovog proizvoda je u rasponu od 426 do 1620 mm GOST 10707 80.
Ovdje su standardi prema kojima se proizvode električno zavarene hladno oblikovane cijevi različitog stupnja točnosti: obične, povećane i precizne. Promjer proizvoda na koje se odnosi ovaj dokument može biti od 5 do 110 mm: u ovom se slučaju koristi nelegirani ugljični čelik. Ponekad električno zavareni uzdužno zavareni proizvodi imaju reference na GOST 10707 80 u popratnoj dokumentaciji: to je zbog činjenice da je 1991. odlučeno da se produži valjanost ovog dokumenta.
Proizvodnja čeličnih cijevi: osnovne metode
Čelične cijevi se izrađuju na nekoliko načina.
Najčešće proizvodne mogućnosti su:
- elektrozavareni izravnim šavom;
- električno zavareni sa spiralnim šavom;
- vruće obrađen bez šava;
- hladno valjana bez šava.
Odabir odgovarajuće metode obrade metala ovisi o kvaliteti sirovina i opreme koja je dostupna kod proizvođača.
Zasebna norma regulira cijevi za vodu i plin. Međutim, to se ne događa jer postoji posebna metoda proizvodnje za ovaj materijal, ali samo na temelju područja primjene.
Zapravo, cijevi ove vrste su univerzalni električno zavareni proizvod s ravnim šavom. Obično se ovaj tip koristi u komunikacijskim sustavima s umjerenim pritiskom.
Kako se izrađuju električni zavareni proizvodi s ravnim šavovima?
Čelični lim (traka) namotan u čvrstu rolu odmotava se i reže na uzdužne trake željene duljine i širine. Dobiveni fragmenti su zavareni u beskonačni pojas, čime se osigurava kontinuitet u proizvodnji.
Zatim se traka deformira u valjcima i obradak se pretvara u proizvod okruglog presjeka s otvorenim rubovima.Spojni šav se zavaruje lučnom metodom, indukcijskim strujama, plazmom, laserskim ili elektronskim zrakama.
Šav na čeličnoj cijevi, izrađen u okruženju inertnog plina s volframom elektrodom (aktivni element elektrolučnog zavarivanja), prilično je jak i izdržljiv. Međutim, obrada traje dugo. Zavarivanje cijevi visokofrekventnim indukcijskim strujama izvodi se gotovo 20 puta brže, stoga je cijena takvih proizvoda uvijek mnogo niža
Nakon svih manipulacija, okrugla čelična cijev se kalibrira u valjcima i provodi se osjetljiva nedestruktivna kontrola čvrstoće i integriteta šava ultrazvukom ili vrtložnim strujama. Ako se tijekom postupka ispitivanja ne pronađu pogreške, radni komad se reže na fragmente planirane duljine i šalje u skladište.
Proizvodnja elektrozavarenih spiralnih šavova
Proizvodnja čeličnih spiralno-šavnih cijevi slijedi isti princip kao i cijevi s ravnim šavom, samo se za izradu proizvoda koriste jednostavniji mehanizmi. Glavna razlika je u tome što se izrezana čelična traka mota uz pomoć valjaka ne kao cijev, već kao spirala. To osigurava visoku točnost povezivanja u svim fazama.
Na cijevima sa spiralnim šavom, u slučaju nužde, ne nastaje glavna uzdužna pukotina, koju stručnjaci prepoznaju kao najopasniju deformaciju bilo kojeg komunikacijskog sustava
Spiralni šav se smatra pouzdanijim i daje cijevi povećanu vlačnu čvrstoću. Nedostaci uključuju povećanu duljinu šava, što zahtijeva dodatne troškove za potrošni materijal za zavarivanje i više vremena za spajanje.
Proizvodnja toplo oblikovanih bešavnih proizvoda
Kao praznina za stvaranje bešavne (čvrsto vučene) čelične cijevi vrućom deformacijom koristi se monolitna cilindrična gredica.
Zagrijava se na visokoj temperaturi u industrijskoj peći i vozi kroz prešu za probijanje. Jedinica pretvara proizvod u čahuru (šuplji cilindar), a naknadnom obradom s nekoliko valjaka element dobiva željenu debljinu stijenke i odgovarajući promjer.






Debljina stijenke materijala cijevi izrađenog od čelika proizvedenog vrućom deformacijom doseže 75 mm. Cijevi ove kvalitete koriste se u teškim uvjetima rada iu komunikacijskim sustavima gdje su snaga i pouzdanost glavni prioritet.
U posljednjoj fazi, vruća čelična cijev se hladi, reže prema navedenim parametrima i prenosi u skladište gotovih proizvoda.
Značajke proizvodnje hladno oblikovanih cijevi
Početna faza procesa proizvodnje bešavnih čeličnih cijevi hladnom deformacijom identična je "vrućoj" verziji. Međutim, nakon prolaska kroz mlin za probijanje, rukav se odmah hladi, a sve ostale operacije izvode se u hladnom okruženju.
Kada je cijev potpuno formirana, mora se žariti, najprije je zagrijati do temperature rekristalizacije čelika, a zatim ponovno ohladiti. Nakon takvih mjera, viskoznost strukture raste, a unutarnja naprezanja koja neizbježno nastaju tijekom hladne deformacije napuštaju sam metal.
Hladno oblikovane čelične cijevi mogu se koristiti za polaganje visokopouzdanog komunikacijskog sustava, u kojem je rizik od propuštanja minimiziran.
Sada su na tržištu bešavne hladno valjane cijevi s debljinom stijenke od 0,3 do 24 mm i promjerom od 5 - 250 mm. Njihove prednosti uključuju visoku razinu nepropusnosti i sposobnost izdržavanja visokog pritiska.
Pregled proizvoda vodećih proizvođača
Među raznovrsnim predstavljenim proizvodima nalaze se renomirani brendovi s dugogodišnjom pozitivnom reputacijom. To uključuje proizvode tvrtki: Hobas (Švicarska), Glass Composite (Rusija), Amiantit (koncern iz Saudijske Arabije s proizvodnim pogonima u Njemačkoj, Španjolskoj, Poljskoj), Ameron International (SAD).
Mladi i perspektivni proizvođači kompozitnih cijevi od stakloplastike: Poliek (Rusija), Arpipe (Rusija) i Tvornica cijevi od stakloplastike (Rusija).
Proizvođač #1 - marka HOBAS
Tvornice marke nalaze se u SAD-u i mnogim europskim zemljama. Proizvodi Hobas grupe zaslužili su svjetsko priznanje zbog svoje izvrsne kvalitete. GRT cijevi povezane s poliesterom izlijevaju se od stakloplastike i nezasićenih poliesterskih smola.

Hobas cijevni sustavi imaju široku primjenu u kanalizacijskim, odvodnim i vodovodnim sustavima, industrijskim cjevovodima i hidroelektranama. Površinsko polaganje, mikrotuneliranje i povlačenje su prihvatljivi
Karakteristike Hobas kompozitnih cijevi:
- promjer - 150-2900 mm;
- klasa SN-krutnost - 630-10 000;
- Razina PN-tlaka - 1-25 (PN1 - netlačni cjevovod);
- prisutnost unutarnje obloge protiv korozije;
- otpornost na kiseline u širokom rasponu pH.
Pokrenuta je proizvodnja okova: koljena, adaptera, prirubničkih cijevi i T-prirubnica.
Proizvođač # 2 - Tvrtka za staklene kompozite
Tvrtka Steklokompozit postavila je liniju za proizvodnju cijevi od stakloplastike Flowtech, tehnika proizvodnje je kontinuirano namotavanje.
Uključena oprema s dvostrukom opskrbom smolastih tvari. Visokotehnološke smole nanose se na polaganje unutarnjeg sloja, a jeftiniji sastav - na strukturni sloj. Tehnika omogućuje racionalizaciju potrošnje materijala i smanjenje troškova proizvoda.
Raspon Flowtech cijevi je 300-3000 mm, klasa PN je 1-32. Standardna snimka - 6, 12 m. Prema narudžbi, izrada je moguća unutar 0,3-21 m
Proizvođač #3 - marka Amiantit
Glavne komponente Amiantit Flowtite cijevi su stakloplastike, poliesterska smola i pijesak. Korištena tehnika je kontinuirano namotavanje, što osigurava stvaranje višeslojnog cjevovoda.
Struktura od stakloplastike uključuje šest slojeva:
- vanjsko namatanje netkane trake;
- sloj snage - sjeckana stakloplastika + smola;
- srednji sloj - stakloplastike + pijesak + poliesterska smola;
- ponovljeni sloj snage;
- obloga od staklenih niti i smole;
- zaštitni premaz od netkanih staklenih vlakana.
Provedene studije pokazale su visoku otpornost na abraziju - za 100 tisuća ciklusa obrade šljunka gubitak zaštitnog premaza iznosio je 0,34 mm.

Klasa čvrstoće Flowtite proizvoda je 2500 - 10000, moguća je izrada cijevi SN-30000 na zahtjev. Radni tlak - 1-32 atmosfere, maksimalni protok - 3 m / s (za čistu vodu - 4 m / s)
Proizvođač #4 - tvrtka Poliek
Poliek LLC proizvodi različite modifikacije proizvoda od stakloplastike Fpipes cijevi. Tehnika proizvodnje (neprekidno koso uzdužno-poprečno namotavanje) omogućuje izradu troslojnih cijevi promjera do 130 cm.
Polimerni kompozitni materijali uključeni su u izradu cijevi za kućište, sekcija stupova za podizanje vode, vodoopskrbnih cjevovoda i sustava grijanja.
 Raspon kanalizacijskih cijevi od stakloplastike - 62,5-300 mm, proizvodi visokog tlaka - 62,5-200 mm, ventilacijski kanali - 200-300 mm, kućište bunara - 70-200 mm
Raspon kanalizacijskih cijevi od stakloplastike - 62,5-300 mm, proizvodi visokog tlaka - 62,5-200 mm, ventilacijski kanali - 200-300 mm, kućište bunara - 70-200 mm
Osim cijevi od stakloplastike na tržištu postoji mnogo proizvoda od drugih materijala - čelika, bakra, polipropilena, metal-plastike, polietilena itd. Koji se, zbog pristupačnije cijene, aktivno koriste u raznim područjima kućne upotrebe - ugradnja sustava grijanja, vodoopskrbe, kanalizacije, ventilacije itd.





Sa karakteristikama cijevi od raznih materijala možete se upoznati u našim sljedećim člancima:
- Metalno-plastične cijevi: vrste, tehničke karakteristike, značajke ugradnje
- Polipropilenske cijevi i fitinzi: vrste PP proizvoda za montažu cjevovoda i metode spajanja
- Plastične ventilacijske cijevi za ispušne plinove: vrste, njihove karakteristike, primjena
- Bakrene cijevi i fitinzi: vrste, oznake, značajke rasporeda bakrenog cjevovoda
- Čelične cijevi: vrste, asortiman, pregled tehničkih karakteristika i nijansi ugradnje
Pravokutna cijev
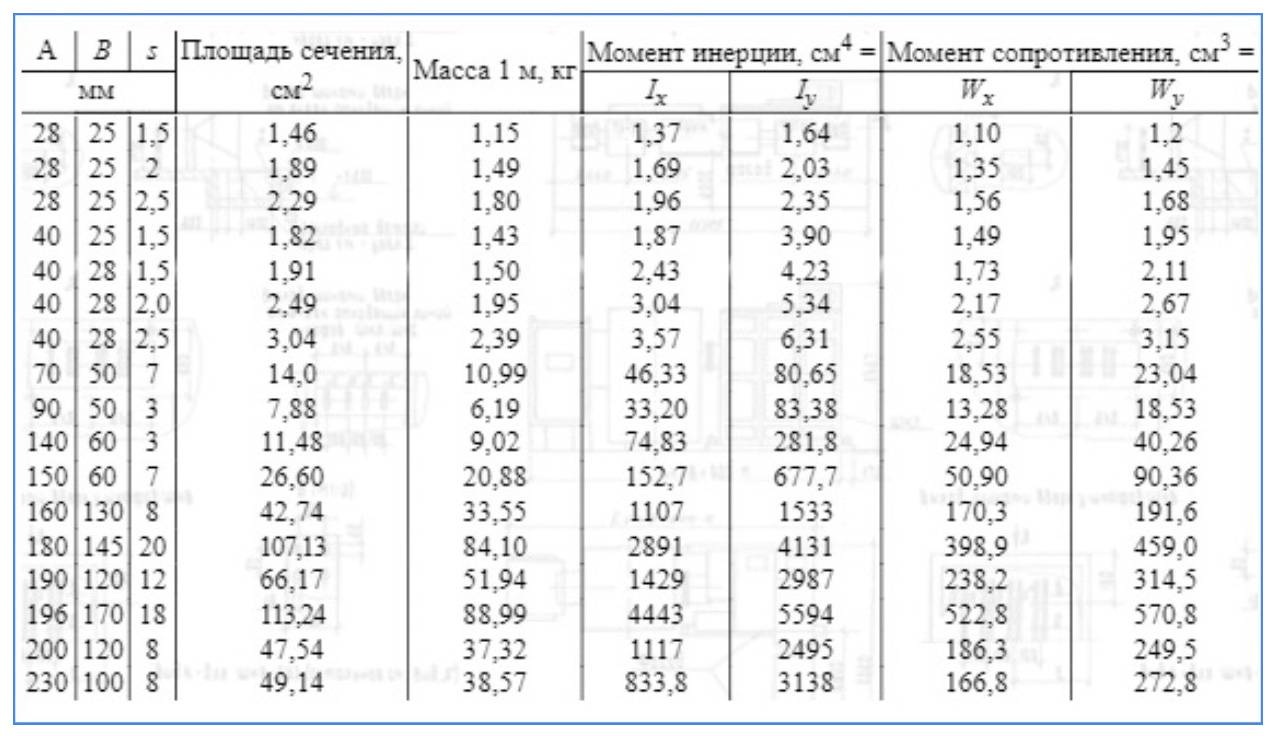
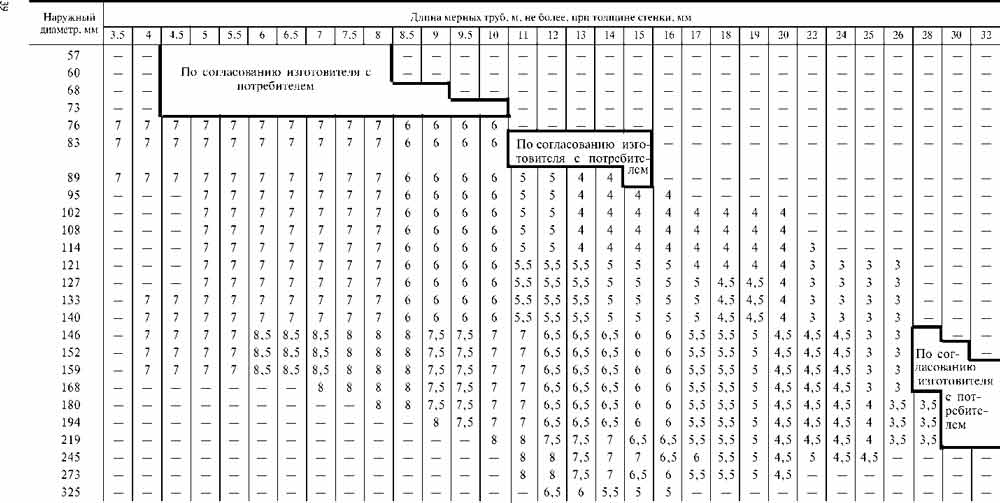
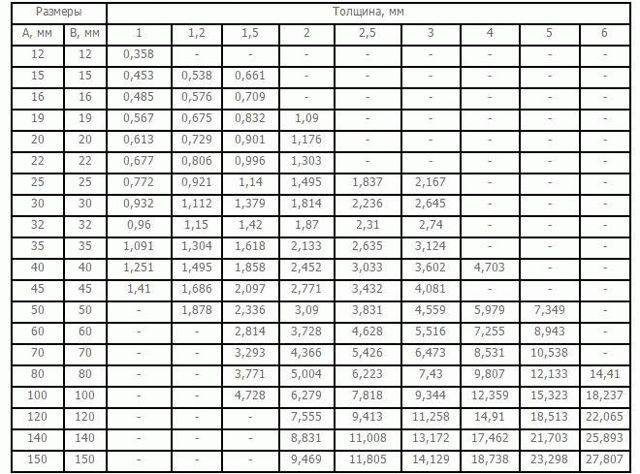
Većina pravokutnih čeličnih cijevi proizvodi se električnim zavarivanjem izravnim šavom. Asortiman ove vrste materijala naveden je u GOST 8645-82, prema kojem se određuje maksimalna debljina stijenke za cijevi određene veličine. Na primjer, za proizvod sa stranicama od 15 i 10 milimetara dopuštene su debljine stijenke od 1 mm, 1,5 mm i 2 mm.

Za cijev veličine 80 * 60 mm, zidovi mogu imati debljinu od 3,5 mm, 4 mm, 5 mm, 6 mm i 7 mm.Maksimalne dimenzije standardne pravokutne cijevi mogu biti 180*150 mm. S ovim parametrima dopuštena je proizvodnja proizvoda s debljinom stijenke od 8 mm, 9 mm, 10 mm, 12 mm.
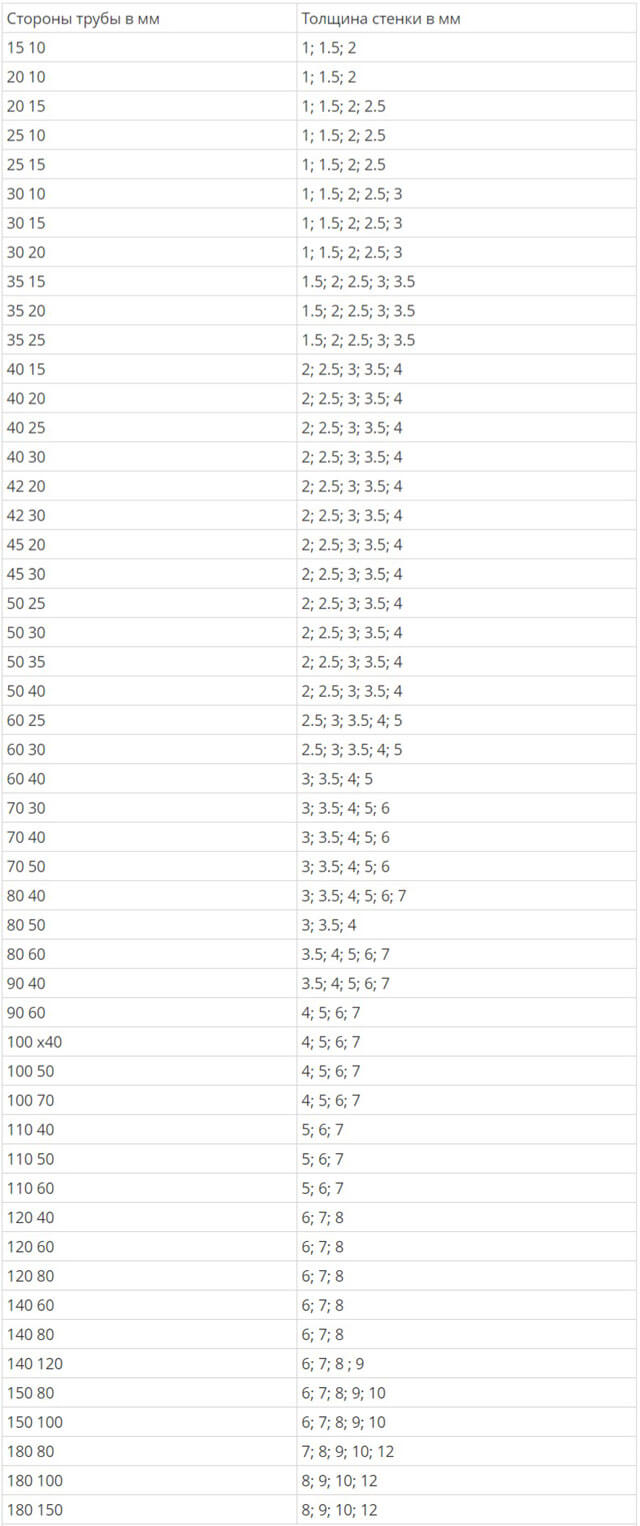
GOST 8645-82 omogućuje proizvodnju čeličnih cijevi nestandardnih veličina, na primjer, 28 * 25 mm ili 196 * 170 mm. Debljina stijenke takvih proizvoda također ima odstupanja, odnosno 1,5 mm i 18 mm.

Dodatni dokument 8645-68 sadrži podatke o drugom popisu pravokutnih čeličnih cijevi. Ne postoje posebne razlike između regulatornih dokumenata. Međutim, drugi standard navodi posebne parametre. Omogućuju proizvodnju čeličnih proizvoda pravokutnog presjeka, s parametrima od 230 * 100 milimetara.
Zaključak
Detaljni opisi asortimana st cijevi i dokumenata koji reguliraju njihovu proizvodnju pomoći će vam da napravite pravi izbor materijala za izgradnju i odabir pravih dimenzija. Sretna gradnja!



