
- Dakle, koji je stroj prikladan za zavarivanje cijevi?
- HAMER MULTIARC-250 Evolution
- Potrebna oprema i alati
- 4 Regulatorni okvir za čeono zavarivanje
- Proizvođači ručnih aparata za elektrofuzijsko zavarivanje
- Koja oprema postoji?
- Jedinica za mehaničko zavarivanje
- Ručni aparat za zavarivanje (željezo)
- Osobitosti
- Vrste
- Kriteriji za odabir alata za zavarivanje
- 5 ELITECH SPT 800
- Proizvođači aparata za zavarivanje polipropilenskih cijevi, kratak pregled modela.
- Metoda čeonog zavarivanja
- Vrste aparata
- Priručnik
- Mehanički
- hidraulički
- Oprema za elektrofuziju
- Kako odabrati pravi uređaj?
- Ručni aparati
- Mehanički
- Zaključci i koristan video na temu
Dakle, koji je stroj prikladan za zavarivanje cijevi?
Sumirajući, ovdje je popis zahtjeva za opremu za zavarivanje cijevi:
- Načini zavarivanja: MIG/MAG; MMA TIG
- Struja zavarivanja: u rasponu od 20 do 250 A (MMA); 20 do 250 A (MIG); 20 do 200 (TIG);
- Promjer žice: 0,6 do 1,2 mm;
- Promjer elektrode: do 1,5 do 5 mm;
- Napon: 220V/380V;
- Učinkovitost: 70-90%;
- Težina: 15-20 kg.
Ove zahtjeve u potpunosti ispunjava aparat za zavarivanje HAMER MULTIARC-250 Evolution
HAMER MULTIARC-250 Evolution
-
- Struja zavarivanja 20-250 A (MMA); 15-60 A (REZ); 20-200 A (TIG);
- Vrsta zavarivanja MMA/CUT/TIG;
- Napon 220 V/ 50 Hz;
- Trajanje opterećenja za MMA način rada 250 A / 35%; 118,5 A/100%;
- Trajanje opterećenja za način rada CUT 60 A/35%; 29,6A/100%;
- Trajanje opterećenja za TIG način rada 200 A/35%; 118,5 A/100%;
- Učinkovitost 85%;
- Težina 15 kg;
- Pogodno za rad s nestabilnim mrežnim naponom (garaže, farme, selo, itd.)
HAMER MULTIARC-250 Evolution je multifunkcionalni aparat za zavarivanje koji radi u MMA, TIG, CUT modovima. Kombinacija nekoliko načina značajno proširuje popis procesa zavarivanja, omogućujući vam rad s različitim vrstama metala. To čini HAMER MULTIARC-250 Evolution nezamjenjivim pomoćnikom u proizvodnji, posebice za popravke zavarivanja, pripremu za ugradnju i ugradnju cijevi.
Dobijte 90 rubalja na poklon!

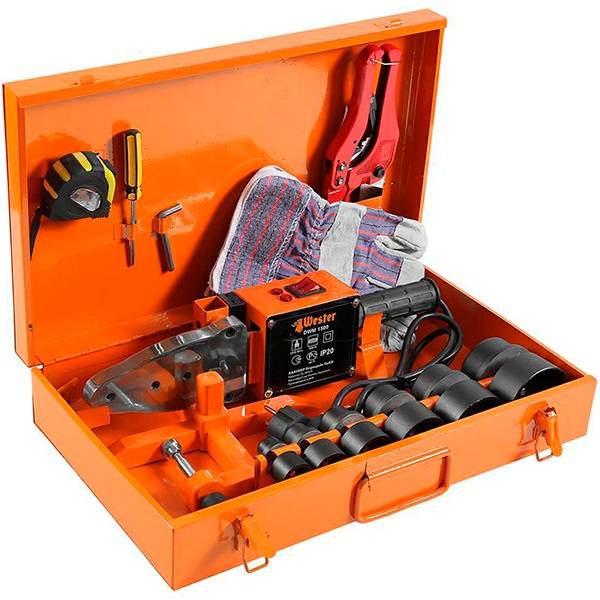
Potrebna oprema i alati
Za zavarivanje plastičnih cijevi prikladno je koristiti lemilice u obliku mača s uklonjivim mlaznicama. Grijaći element za zavarivanje cijevi je ravna platforma koja se zove željezo, ima rupe za pričvršćivanje grijaćih mlaznica.
Aparat za zavarivanje plastičnih cijevi mora imati regulator temperature, indikator grijanja. Osim opreme za zavarivanje, potrebni su alati za rezanje praznina i uklanjanje sloja folije. Izrežite plastične valjane proizvode na bilo koji prikladan način:
- rezač cijevi, sličan rezačima žice;
- škare za metal;
- pila za metal s uskom oštricom.
Fino izrezane turpije ili brusni papir koriste se za čišćenje rezova, uklanjanje opuštenosti. Za rezanje elemenata cjevovoda prije zavarivanja morate pripremiti ravnalo, kvadrat, flomaster ili marker.
4 Regulatorni okvir za čeono zavarivanje
Kao što se može vidjeti, donedavno je u Rusiji postojala znatna zbrka s tehnologijom čeonog zavarivanja, budući da je nekoliko aktualnih regulatornih dokumenata dalo vlastito tumačenje te je stoga većina zavarivača radije vjerovala tankoj njemačkoj DVS tehnologiji. A zahtjevi za opremu za čeono zavarivanje u Rusiji uopće nisu definirani niti jednim standardom.
Od početka 2013. u Ruskoj Federaciji su odmah stupila na snagu dva regulatorna dokumenta:
- GOST R 55276 - za tehnologiju čeonog zavarivanja PE cijevi tijekom ugradnje cjevovoda za vodu i plin, na temelju prijevoda međunarodne norme ISO 21307;
- GOST R ISO 12176-1 - za opremu za čeono zavarivanje, na temelju prijevoda međunarodne norme ISO 12176-1.
Usvajanje GOST-a za opremu svakako je bilo korisno. Nažalost, to ne znači da je najnepovoljnija uvozna oprema odmah izbačena. No, u svakom slučaju, nekoliko ruskih proizvođača opreme sada je prisiljeno raditi na kvaliteti, a potrošač je dobio nagovještaj o procjeni kvalitete kupljene opreme.
GOST o tehnologiji sučeonog zavarivanja donio je relativni red. U svakom slučaju, to je dovelo do ujednačenosti tehnologije čeonog zavarivanja PE cijevi na teritoriju Ruske Federacije. Ali problemi su ostali.
VAŽNO! GOST R 55276, zajedno s tradicionalnim načinom niskotlačnog zavarivanja (slično DVS 2207-1 i starim ruskim standardima), legalizirao je visokotlačni način zavarivanja za polietilenske cijevi, koji se prije koristio samo u SAD-u. Ovaj način rada nameće povećane zahtjeve za opremu, ali može značajno smanjiti vrijeme ciklusa zavarivanja.
VAŽNO! GOST R 55276 teško je prikladan za izravnu upotrebu na gradilištu, jer nije usredotočen na zavarivača, već na programera tehnološke karte za zavarivanje polietilenskih cijevi. VAŽNO! GOST R 55276 nije riješio problem ograničenja od kojih su trpjeli stari ruski standardi i do danas trpe svi strani standardi
Prvo, dopušteni raspon temperature zraka je od +5 do +45°C, dok je ogroman dio teritorija Ruske Federacije prisiljen početi zavarivati kada se močvare smrzavaju. Drugo, maksimalna debljina stijenke cijevi je 70 mm, dok je debljina stijenke stvarno proizvedenih cijevi odavno premašila 90 mm. I treće, materijal cijevi je samo tradicionalni niskotlačni polietilen (HDPE) s protokom taline od najmanje 0,2 g / 10 min (pri 190/5), dok se netečeći polietilen odavno koristi za proizvodnju cijevi velikog promjera srednji tlak s MFI ispod 0,1 g/10 min (pri 190/5). Za uvjete izvan provjerenih granica temperature zraka i debljine stijenke neki proizvođači su ekstrapolacijom važećih propisa izračunali tehnologiju zavarivanja polietilenskih cijevi, ali ta teoretska tehnologija još nije provjerena dugogodišnjim ispitivanjima. Za netečeće vrste polietilena ne postoji tehnologija zavarivanja cijevi, čak ni u teoriji. Kao rezultat toga, oko 80% svih zavarivanja se izvodi u Rusiji pod uvjetima koji nadilaze ograničenja dokazane tehnologije!
VAŽNO! GOST R 55276 nije riješio problem ograničenja od kojih su trpjeli stari ruski standardi i do danas pate svi strani standardi.Prvo, dopušteni raspon temperature zraka je od +5 do +45 ° C, dok je ogroman dio teritorija Ruske Federacije prisiljen početi zavarivati kada se močvare smrzavaju
Drugo, maksimalna debljina stijenke cijevi je 70 mm, dok je debljina stijenke stvarno proizvedenih cijevi odavno premašila 90 mm. I treće, materijal cijevi je samo tradicionalni niskotlačni polietilen (HDPE) s protokom taline od najmanje 0,2 g / 10 min (pri 190/5), dok se netečeći polietilen odavno koristi za proizvodnju cijevi velikog promjera srednji tlak s MFI ispod 0,1 g/10 min (pri 190/5). Za uvjete izvan provjerenih granica temperature zraka i debljine stijenke neki proizvođači su ekstrapolacijom važećih propisa izračunali tehnologiju zavarivanja polietilenskih cijevi, ali ta teoretska tehnologija još nije provjerena dugogodišnjim ispitivanjima. Za netečeće vrste polietilena ne postoji tehnologija zavarivanja cijevi, čak ni u teoriji. Kao rezultat toga, oko 80% svih zavarivanja se izvodi u Rusiji pod uvjetima koji nadilaze ograničenja dokazane tehnologije!









Prethodni
2
Staza.
Proizvođači ručnih aparata za elektrofuzijsko zavarivanje
na tržištu zavarivanja strojevi za lemljenje HDPE cijevi su najtraženiji proizvodi sljedećih proizvođača:
- Rothenberger. Ova tvrtka je osnovana u Njemačkoj 1949. godine. Proteklih godina tvrtka je uspjela postići vrlo velik uspjeh, postavši jedan od vodećih proizvođača aparata za zavarivanje. Proizvodi proizvedeni pod robnom markom Rothenberger odlikuju se najvišom mogućom kvalitetom i najvišim stupnjem pouzdanosti.
- Ritmo. Talijanska tvrtka Ritmo osnovana je 1979. godine.Danas spada u kategoriju vodećih tvrtki koje se bave preradom polimera i polimernih proizvoda. U svom djelovanju Ritmo neprestano slijedi najmodernije i najstrože standarde. Poslovanje tvrtke je na vrlo visokoj razini, a isto se može reći i za proizvode - Ritmo proizvode odlikuje raznolikost, svestranost i najviša kvaliteta.
- DYTRON. Na pozadini starijih analoga, proizvodi češke tvrtke DYTRON, osnovane 1992. godine, ne izgledaju nedovoljno kvalitetni - s tim je sve u redu. Raspon proizvoda je neobično širok - tvrtka proizvodi i ručnu i automatsku opremu koja vam omogućuje spajanje HDPE cijevi. Osim toga, asortimani modela se stalno proširuju i nadopunjuju, pa pronaći dobru opremu na štandovima ovog brenda neće biti problem. Također je vrijedno napomenuti usklađenost puštenih uređaja s najsuvremenijim zahtjevima.
Zaključak
Prilikom odabira uređaja za lemljenje HDPE cijevi potrebno je graditi na zahtjevima zbog određene situacije. Pravilan odabir opreme omogućit će vam stvaranje pouzdane i čvrste veze koja može trajati koliko i čvrste cijevi.
Koja oprema postoji?
Prema svom dizajnu, aparat za zavarivanje je uređaj u kojem se griju dijelovi cijevi, čime se omogućuje trajni spoj. Nije potrebno objašnjavati da će oprema koja se koristi za zavarivanje plastičnih cijevi imati drugačiji dizajn od stroja za zavarivanje metalnih cijevi.
Do danas, na Na tržištu postoje dvije vrste uređaja koji se koriste za zavarivanje polipropilenskih cijevi:
- Mehanički aparati za zavarivanje;
- ručni stroj za zavarivanje.
Vrijedno je razmisliti o korištenju prvog u slučajevima kada je potrebno kombinirati spojeve, uložiti puno truda za to ili se pojavio zadatak ugradnje cijevi prilično velikog promjera.
Ručni stroj za zavarivanje plastičnih cijevi bit će najbolji izbor kada se planira samostalno sastaviti cjevovod i za rad se planira koristiti cijevi koje se razlikuju po promjeru.
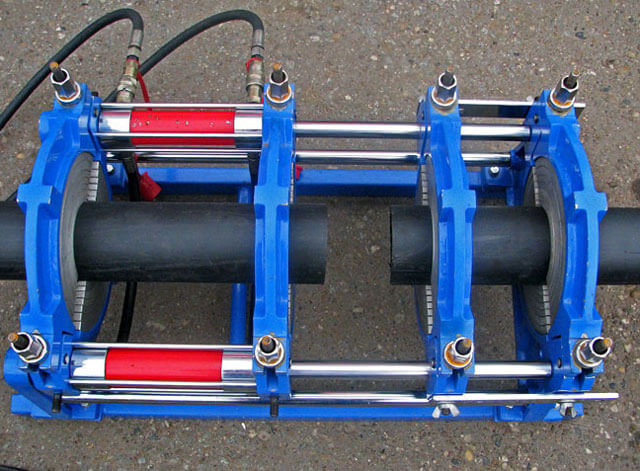
Jedinica za mehaničko zavarivanje
 U pogledu dizajna, mehanički uređaj za zavarivanje cijevi od polipropilena izrađen je u obliku potpornog okvira, na kojem se nalazi instrumentna jedinica i hidraulička jedinica. Na lijevoj i desnoj strani nalaze se hvataljke, od kojih svaka ima par poluprstenova. Ručke su odvojene umetcima koji pomažu u ravnoteži pritiska i centra. Po svom unutarnjem promjeru ne razlikuju se od cijevi s kojima se radi.
U pogledu dizajna, mehanički uređaj za zavarivanje cijevi od polipropilena izrađen je u obliku potpornog okvira, na kojem se nalazi instrumentna jedinica i hidraulička jedinica. Na lijevoj i desnoj strani nalaze se hvataljke, od kojih svaka ima par poluprstenova. Ručke su odvojene umetcima koji pomažu u ravnoteži pritiska i centra. Po svom unutarnjem promjeru ne razlikuju se od cijevi s kojima se radi.
U dizajnu uređaja nalazi se električni trimer, čija je glavna svrha poravnati krajeve cijevi. Ovaj uređaj je rotirajući disk opremljen dvostranim noževima, koji također ima mehanizam za zaključavanje koji osigurava siguran rad. Glavni radni grijaći element je čelični disk s neljepljivim premazom koji sadrži grijaće elemente unutar. Dizajn mnogih modela takvih uređaja često sadrži regulatore temperature i senzore za kontrolu temperature.
Ručni aparat za zavarivanje (željezo)
S obzirom na to da obični potrošač vjerojatno neće imati zadatak instaliranja dugih mreža, ne bi trebao kupiti glomazni uređaj za zavarivanje.
Većina potrošača obično koristi uređaj kao što je glačalo za zavarivanje za sastavljanje cijevi. Ako ga procjenjujemo po dizajnu i značajkama u radu, onda se u tom pogledu malo razlikuje od tradicionalnog kućanskog aparata. Od njegovih značajki može se razlikovati samo drugačiji dizajn.
Glavni elementi njegovog dizajna su grijaća ploča, termostat i ergonomska ručka. Ako pažljivo pogledate, možete pronaći dvije rupe u grijaćoj ploči, koje su potrebne za pričvršćivanje uparenih elemenata za zavarivanje koji se razlikuju po promjeru. Odlikuje ih, prije svega, prisutnost teflonskog premaza, zahvaljujući kojem se plastika ne lijepi na vruću površinu.
Osobitosti
Prilikom odabira stroja za zavarivanje cijevi iz PE-a, morate jasno razumjeti kakav će se posao raditi s njim. Značajke željene opreme uvelike će ovisiti o metodi zavarivanja koju planirate najčešće koristiti.
Postoje četiri glavne metode za lemljenje polietilenskih proizvoda.
- Sučeono zavarivanje - ova metoda je najčešća, a temelji se na međusobnom spajanju zagrijanih krajeva cijevi ili na spojeve pomoću posebnog zrcala za zavarivanje. Čeono spajanje omogućuje vam da dobijete prilično kvalitetan spoj po pristupačnoj cijeni opreme, ali metoda nije prikladna za spajanje proizvoda s debljinom stijenke manjom od 4,5 mm.Primjena čeonog zavarivanja zahtijeva temeljito čišćenje površina koje se spajaju, maksimalnu preciznost u obrezovanju proizvoda i primjenu ispravnog pritiska na cijevi tijekom njihovog spajanja.
- Spajanje cijevi u utičnicu (ili metoda spajanja) je pouzdana, ali manje uobičajena i skuplja metoda koja se temelji na spajanju proizvoda putem posebne spojke. Postoje i opcije za spajanje dvije cijevi različitih promjera izravno jedna na drugu. Ova metoda se ne koristi za polaganje cjevovoda koji se nalaze na otvorenom.
- Zavarivanje cijevi elektrofuzijom (ili termistorom) - ova metoda je slična spajanju u utičnicu, ali spojnica koja se koristi u njoj sadrži metalni grijaći element, koji doprinosi ravnomjernijem zagrijavanju spojenih proizvoda i električne spojke. Svaka električna spojka ima poseban crtični kod koji kodira parametre električne struje potrebne za ovu spojku, pa su uređaji ovog tipa često opremljeni skenerom crtičnog koda. Metoda termistora je još pouzdanija (i skuplja) od metode spajanja, stoga se uglavnom koristi u slučajevima kada je potrebno osigurati vrlo stabilnu vezu (na primjer, pri polaganju cjevovoda u područjima čestih potresa). Ova metoda se koristi za spajanje cijevi promjera 20 mm ili više s bilo kojom debljinom stijenke, a zahtjevi za točnost držanja tehnoloških parametara u njoj su mnogo niži nego kod čeonog lemljenja.
- Ekstruzijsko zavarivanje je metoda slična električnom zavarivanju, u kojoj se zagrijani polietilen uvodi kroz poseban ekstruder u područje zavarivanja, stvarajući spoj između cijevi.Čvrstoća dobivenog spoja obično ne prelazi 80% čvrstoće polietilena, pa se metoda ekstruzije obično koristi uglavnom za spajanje cijevi s drugim plastičnim proizvodima i ugradnju cijevi promjera 630 mm ili više na mjestima koja nisu vjerojatna. biti podvrgnut velikim opterećenjima.


Vrste
Svi uređaji za zavarivanje polietilena sastoje se od četiri glavna modula - generatora (obično radi na principu pretvarača s transformatorom ili sklopnim napajanjem), modula za kontrolu snage, modula za regulaciju temperature i tehnološke jedinice u kojoj se odvija sam proces spajanja. odvija se. Svaka od četiri gore opisane metode zavarivanja izvodi se pomoću odgovarajućeg alata.











Postojeći strojevi za svaku od 4 metode mogu se dalje podijeliti u 3 kategorije prema stupnju automatizacije.

Poluautomatski uređaji dijele se prema vrsti pogona koji se koristi na mehaničke i hidraulične. U uređajima s mehaničkim pogonom sila potrebna za centriranje i držanje cijevi tijekom procesa zavarivanja stvara se uz pomoć operatera, stoga se koriste samo pri radu s cijevima promjera manjeg od 160 mm. Hidraulički pogon ne zahtijeva primjenu sile od strane operatera i koristi se za zavarivanje proizvoda bilo kojeg promjera, uključujući i one veće od 160 mm.


Druga važna karakteristika aparata za zavarivanje je promjer cijevi koje može spojiti, jer se standardne veličine PE cijevi kreću u rasponu od 16 do 1600 mm. Na primjer, za vodovod u stanovima obično se koriste cijevi promjera od 20 do 32 mm, ali za ugradnju glavnih cjevovoda može već biti potreban uređaj koji može lemiti cijevi promjera 90/315 mm ili više.
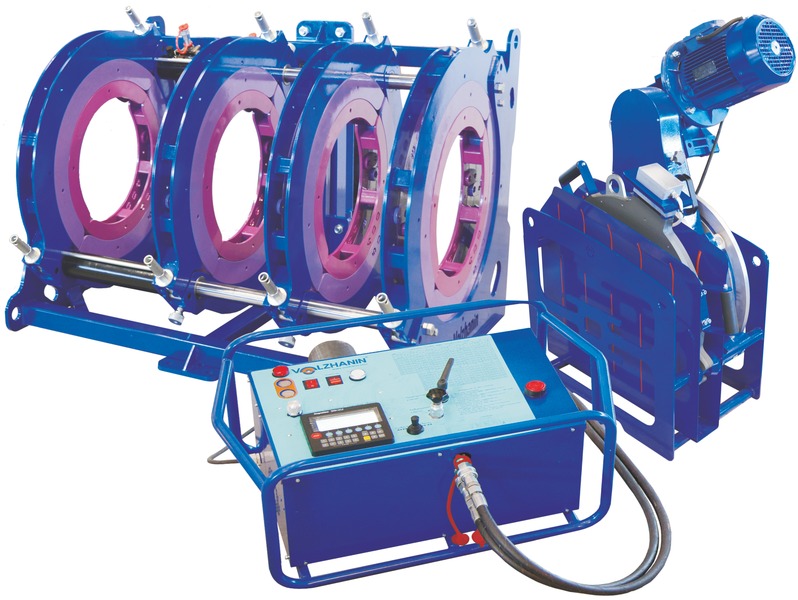
Trenutno su najpopularniji uređaji Georg Fischer (Švicarska), Rothenberger (Njemačka), Advance Welding (Velika Britanija), Eurostandard, Technodue i Ritmo (Italija), Dytron (Češka), KamiTech i Nowatech (Poljska). Postoje i ruski proizvođači uređaja za zavarivanje polietilena, na primjer, tvornica Volzhanin, koja proizvodi opremu za sučeono lemljenje proizvoda promjera od 40 do 1600 mm i uređaje za elektrofuziju koji mogu spojiti cijevi promjera do 1200 mm.
Kriteriji za odabir alata za zavarivanje
Prilikom odlučivanja o željenoj klasi opreme za zavarivanje potrebno je prije svega obratiti pozornost na opseg planiranog rada. Ovdje su sljedeći parametri od velike važnosti:
- Raspon promjera cijevi za rad.
- Potrošnja energije.
- Cijena uređaja.
Važno je napomenuti da postoji jasan odnos između ovih parametara. Dakle, s povećanjem vanjskog promjera cijevi, potrebno je razmotriti modele veće snage. Općenito je prihvaćeno da indikator snage, čija je jedinica vati, treba biti 10 puta veći od promjera, izračunatog u milimetrima. Drugim riječima, ako treba zavariti cijevi s vanjskim promjerom od 30 mm, onda se možete ograničiti na model čija je snaga 300 vata. Vrijedi napomenuti da navedene brojke nisu konačne i točne, te su stoga ovdje dopuštene pogreške unutar 30%.
Stoga, ako model opreme za zavarivanje ima veliku potrošnju energije, to omogućuje vlasniku zavarivanje cijevi većeg promjera.Međutim, nabava takve opreme zahtijeva velike izdatke.
5 ELITECH SPT 800

Bogata oprema Zemlja: Rusija (proizvedeno u Kini) Prosječna cijena: 1 638 rubalja. Ocjena (2019): 4,5









Ovo proračunsko lemilo za polipropilenske cijevi može se vidjeti ne samo u rukama početnika, već i profesionalaca. Model može raditi sa 6 veličina cijevi, od 20 do 63 mm. Stručnjaci primjećuju visokokvalitetne mlaznice obložene teflonom. Uz snagu grijača od 800 W uređaj se može brzo zagrijati do 300°C. Grijač se također prilično brzo hladi. Proizvođač je upotpunio svoj proizvod sa 6 mlaznica, postoljem, pouzdanim metalnim kućištem i setom alata (odvijač, šesterokutni ključ).
Analizirajući recenzije potrošača, postoji nekoliko prednosti i nedostataka uređaja. S jedne strane, model zaslužuje pohvale za svoju snagu, brzo zagrijavanje i hlađenje, glatke šavove, pristupačnu cijenu. Pritužbe dolaze na neudobno postolje, slabašno kućište, nekvalitetan teflonski premaz.
Proizvođači aparata za zavarivanje polipropilenskih cijevi, kratak pregled modela.
Prilikom odabira bilo koje opreme, jedan od odlučujućih kriterija je ugled proizvođača. I iako se strojevi za ručno zavarivanje polipropilenskih cijevi ne mogu nazvati previše složenim i visokotehnološkim uređajima, postoje i određeni autoriteti u ovom području.
Dakle, "trendseteri" u proizvodnji takve opreme smatraju se "Rothenberger", "Valfex", "Dytron", "BRIMA", "Gerat", "KERN". Uređaji Elitech, Sturm, Calibre, Enkor, PATRIOT, Energomash, DeFort nisu ništa manje pouzdani i traženi.Glavna stvar je da je kupljena oprema stvarno originalna, a ne lažna, te da je popraćena tvorničkim jamstvom proizvođača.
Zaključno, tradicionalno, mali pregled popularnih modela i prosječne razine cijena za njih.
| Naziv modela, ilustracija | Kratak opis modela | Prosječna razina cijene, rub. (travanj 2016.) |
|---|---|---|
"BRIMA TG-171", Njemačka - Kina  | Snaga 750 W, promjer zavarivanja - do 63 mm, elektromehanički termostat, temperatura grijanja - do 300 °C. Vrijeme zagrijavanja - ne više od 15 minuta. Set uključuje šest pari mlaznica od 20 do 63 mm. | 3900 |
"ENCOR ASP-800", Rusija - Kina  | Snaga 800 W, promjer zavarivanja - do 63 mm, elektromehanički termostat, temperatura grijanja - do 300 °C. Stabilno postolje na platformi. Komplet uključuje šest pari mlaznica od 20 do 63 mm s teflonskim premazom. | 2200 |
Elitech SPT 1000, Rusija - Kina  | Aparat s cilindričnim grijaćim elementom. Snaga - 1000 vati. Promjer zavarivanja - od 16 do 32 mm. U isporuci je uključen set mlaznica (4 promjera) s teflonskim premazom. Ergonomski oblik tijela i ručke, omogućujući vam rad na teško dostupnim mjestima. Elektromehanički termostat. | 2700 |
"Sturm TW7219", Njemačka - Kina  | Model velike snage - 1900 W, s mogućnošću uključivanja pune i polovične snage (jedan ili dva grijaća elementa). Šest pari vrhova presvučenih teflonom. Maksimalni promjer zavarivanja je 62 mm. Vrijeme zagrijavanja - oko 12 minuta. Produženi paket isporuke koji ne zahtijeva kupnju dodatne opreme. | 3300 |
Dytron Polys P-1a, Češka Republika  | Visokokvalitetna profesionalna oprema. Snaga - 650 vata. Cilindrični grijač s kapilarnim termostatom visoke preciznosti.Promjer zavarivanja - do 32 mm. Patentirani vrhovi cipela s 3 promjera, presvučeni visokokvalitetnim plavim teflonom. Šest postavki temperature. Automatska zaštita od pregrijavanja. Težina - samo 1,3 kg, što olakšava rad na teško dostupnim mjestima. | 11200 u minimalnoj konfiguraciji - uređaj, stalak i tri mlaznice. |
Rothenberger ROWELD P 40T, Njemačka  | Snaga - 650 vata. Maksimalni promjer zavarivanja je 40 mm. Grijač u obliku mača s mogućnošću ugradnje dva para čaura-trn. Komplet uključuje 4 para mlaznica od 20 do 40 mm, visokokvalitetni teflonski premaz. Značajke ovog uređaja - ugrađeni termostat dizajniran je posebno za polipropilenske cijevi i programiran je za visoko precizno održavanje stabilne temperature od 260 ° C. Masa uređaja je 2,8 kg. | 14500 |
KERN zavarivač R63E, Njemačka  | Model profesionalne klase. Relativno mala snaga, 800 W, a istovremeno - mogućnost zavarivanja cijevi promjera do 63 mm. Uključeno je šest pari vrhova obloženih teflonom. Visoko precizna elektronička instalacija zadane temperature s mikroprocesorskim kontrolerom, digitalni zaslon. | 13500 |
Zaključno - video o još jednom stroju za zavarivanje polipropilenskih cijevi
Metoda čeonog zavarivanja
Ova metoda omogućuje spajanje polietilenskih cijevi zavarom pomoću posebne opreme za čeono zavarivanje. Zavar (ili "spoj") je po vlačnoj čvrstoći jednak samoj polietilenskoj cijevi. Zavarivanjem grijanim alatom spajaju se PE cijevi promjera od 50 mm do uključujući 1600 mm. Standardni tehnološki načini zavarivanja predviđeni su za rad na temperaturi zraka od -10°C do +30°C.Ako temperatura zraka na ulici prelazi standardne temperaturne intervale, tada se zavarivanje polietilenskih cijevi mora izvesti u zaklonu kako bi se ispunili tehnološki parametri. Čeono zavarivanje tlačnih HDPE cijevi podijeljeno je u dvije glavne faze: pripremni rad i samo zavarivanje. Pripremna faza uključuje:
- provjeru rada i pripremu za rad opreme za zavarivanje,
- priprema mjesta za postavljanje opreme za zavarivanje,
- odabir potrebnih parametara za zavarivanje,
- pričvršćivanje PE cijevi i centriranje u stezaljkama aparata za zavarivanje,
- mehanička obrada krajeva zavarenih površina cijevi ili dijelova.
Prilikom pripreme opreme odabiru se umetci i stezaljke koje odgovaraju promjeru cijevi za zavarivanje. Radne površine grijača i alata za obradu PE cijevi moraju se očistiti od prljavštine i prašine. Operativnost opreme provjerava se tijekom vizualnog pregleda jedinica i komponenti stroja za zavarivanje, kao i tijekom kontrolnog uključivanja. Na aparatu za zavarivanje provjerava se nesmetan rad pomične stezaljke centralizatora i rad obrezivača. Postavljanje opreme za zavarivanje vrši se na unaprijed pripremljeno i očišćeno mjesto ili trasu cjevovoda nakon što se na njoj pohrane PE cijevi. Po potrebi mjesto zavarivanja je zaštićeno tendama za zaštitu od oborina, pijeska i prašine. U vlažnom vremenu preporuča se ugradnja opreme za zavarivanje na drvene štitove. I preporuča se zatvoriti slobodni kraj polietilenske cijevi čepovima za inventar kako bi se spriječio propuh unutar cijevi tijekom zavarivanja.
Montaža zavarenih tlačnih HDPE cijevi i dijelova, uključujući ugradnju, centriranje i pričvršćivanje krajeva koji se zavaruju, provodi se u stezaljkama centralizatora stroja za zavarivanje. Stezaljke aparata za zavarivanje PE cijevi su zategnute tako da se spriječi klizanje cijevi i eliminira, koliko je to moguće, ovalnost na krajevima. Kod čeonog zavarivanja PE cijevi velikog promjera, budući da imaju dovoljno veliku vlastitu težinu, ispod slobodnih krajeva postavljaju se oslonci kako bi se cijev poravnala i spriječilo pomicanje zavarenog kraja cijevi. Redoslijed postupka zavarivanja:
- prvo izmjerite silu potrebnu za pomicanje pomične stezaljke s fiksnom cijevi,
- između krajeva cijevi ugrađuje se grijač, zagrijan na potrebnu temperaturu,
- provesti proces reflow pritiskom na krajeve PE cijevi na grijač, stvarajući potreban tlak,
- krajevi se stisnu neko vrijeme (prema tehnologiji zavarivanja za ovu polietilensku cijev) do pojave primarne neravnine visine 0,5 do 2,0 mm,
- nakon pojavljivanja primarnog bruha, tlak se smanjuje i održava tijekom vremena potrebnog za zagrijavanje krajeva cijevi,
- nakon završetka procesa zagrijavanja, pomična stezaljka centralizatora povlači se 5-6 cm natrag i grijač se uklanja iz zone zavarivanja,
- nakon uklanjanja grijača, dovedite krajeve polietilenskih cijevi u kontakt, stvarajući tlak potreban za taloženje,
- tlak precipitacije održava se onoliko vremena koliko je potrebno da se spoj ohladi, a zatim se vrši vizualni pregled nastalog vara u smislu veličine i konfiguracije vanjskog otvora,
- zatim označite rezultirajući zavar.
Vrste aparata
Prema principu spajanja dijelova, jedinice za zavarivanje dijele se u 2 vrste:
- za elektrofuzijsko spajanje;
- za utičnicu i kundak.
Prema principu rada, sve vrste opreme dijele se na ručne i mehaničke. Bilo koja oprema za zavarivanje, bez obzira na vrstu, ima 4 glavne jedinice: generator, regulator temperature, energetski modul i tehnološku jedinicu gdje su dijelovi spojeni. Potonji ima drugačiju strukturu (ovisno o vrsti zavarivanja).
Priručnik
Ručni aparati za zavarivanje malih dimenzija imaju oblik ploče s vrhovima za pričvršćivanje krajeva HDPE dijelova. Za spajanje pripremljenih površina potreban je ljudski napor, tako da promjer cijevi ne smije biti veći od 125 mm. Za kućnu upotrebu odabran je ručni uređaj, najlakše ga je svladati, ima nisku cijenu.
Mehanički
Ovi uređaji su dizajnirani za profesionalce. Oni uključuju sljedeće:
- centralizator s vrhovima za stezne dijelove;
- krajnji rezač s naoštrenim noževima za obradu cijevi;
- grijaći element (zrcalo za zavarivanje);
- kompresijski uređaj.
Kompresiju spojenih cijevi osigurava mehaničar, pa je njihov promjer neograničen. Zavarivanje s mehanički pokretanim uređajem je naprednija metoda: olakšava rad operatera i čini spoj pouzdanijim.
hidraulički
U hidrauličnoj opremi, kompresija proizvoda provodi se hidrauličkim pogonom. Takvi su uređaji dizajnirani za čeono zavarivanje i postoje 3 vrste:
- Priručnik. Sve operacije se izvode ručno. Primjenjuju se za zavarivanje cjevovoda s prosječnim i niskim tlakom.
- Poluautomatski. Ručni rad uključuje samo polaganje cijevi. Povezivanje se odvija automatski.
- Automatski.Kretanje svih jedinica jedinice od početka do kraja procesa kontrolira se računalom, operater samo unosi potrebne parametre.
Moderni strojevi rade s visokom točnošću. Mogu očitati potrebne informacije iz crtičnog koda otisnutog na HDPE-u ili na električnim spojnicama, na kraju procesa izdaju izvještajni protokol, ukazuju na pogreške.
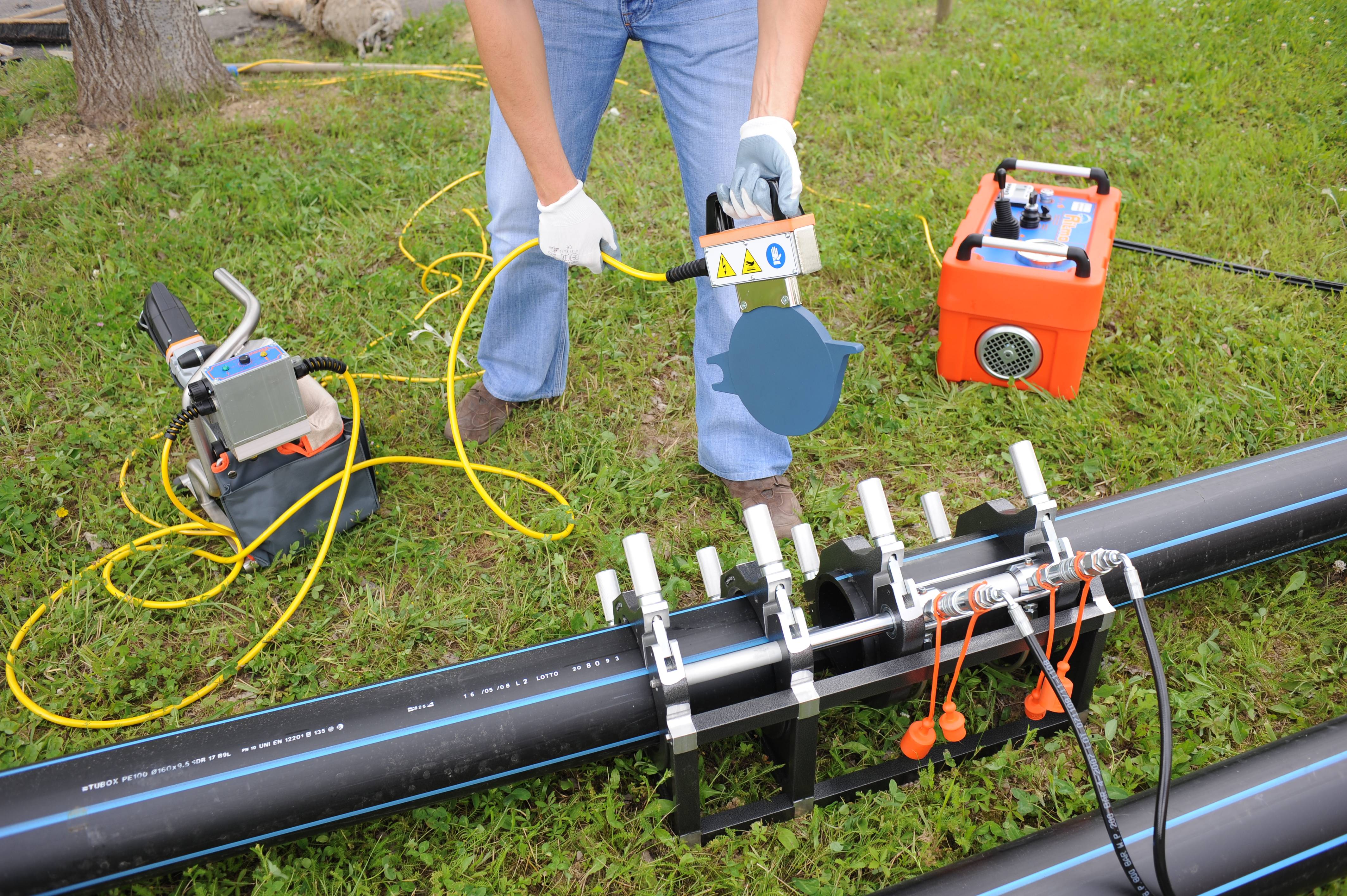
Oprema za elektrofuziju
 Tehnologija elektrofuzijskog zavarivanja je sljedeća. U fazi proizvodnje, grijaći element se polaže u svaku spojnicu s unutarnje površine s dva izvoda prema vanjskoj površini.
Tehnologija elektrofuzijskog zavarivanja je sljedeća. U fazi proizvodnje, grijaći element se polaže u svaku spojnicu s unutarnje površine s dva izvoda prema vanjskoj površini.
Cijevi koje treba spojiti umetnu se u spojnicu. S posebnim kabelom spojeni su izlazi spojnice i aparata za zavarivanje. Nakon toga, element unutar spojke se zagrijava.










Zbog toga se dio polipropilenske cijevi i spojnica tope u području grijaćeg elementa. Kada je uređaj isključen, dolazi do reverzne polimerizacije spojenih dijelova proizvoda. Rezultat je monolitna veza.
može raditi s proizvodima gotovo bilo kojeg promjera. Mogu zavarivati polipropilenske cijevi, kao i proizvode od niskotlačnog polietilena (HDPE).
Glavni element je mikroprocesor jedinica s reguliranim napajanjem. Sprema protokol zavarivanja za praćenje rada i stvara potrebnu struju za postizanje potrebne temperature grijanja.
U određenom trenutku, ovisno o promjeru proizvoda i drugim uvjetima, isključuje uređaj. Uređaj može raditi na otvorenom u temperaturnom rasponu -20…+60 °C.
Na primjer, Rothenberger ROWELD ROFUSE PRINT aparat svojom malom težinom i dimenzijama (mala kutija od oko 20 kg) omogućuje spajanje HDPE i polipropilenskih cijevi promjera do 1200 mm.
Podaci o njima mogu se unositi ručno ili čitati s crtičnog koda koji je proizvođač instalirao na cijevi. Uređaj je jednostavan za korištenje i dolazi s detaljnim uputama.
Kako odabrati pravi uređaj?
Aparati za zavarivanje plastike rade poput lemilice i konvencionalno su podijeljeni u 2 vrste - ručni i mehanički.
Ručni aparati
Predstavlja grijaću ploču s vrhovima za krajeve cijevi i ručku. Po principu rada sličan je glačalu i električnom lemilu.

Za sabijanje proizvoda koji se spajaju potreban je ljudski trud. Prikladno za PE cijevi promjera ne većeg od 12,5 cm. Sukladno tome, nije prikladan za velike količine posla, a vrijedi ga odabrati za kućnu upotrebu.
Mehanički
Mehanički aparat za lemljenje je potporni okvir s diskovima za pričvršćivanje cijevi i instrument blok. Grijaći element s grijaćim elementima unutar zagrijava krajeve spojenih cijevi, a mehanika osigurava snažnu kompresiju tih mjesta.
Primjenjuje se za zavarivanje proizvoda koji su izloženi velikom radnom opterećenju. Promjer proizvoda je neograničen.
Profesionalci bi trebali odabrati ovu opciju.
Korisni savjeti za pravi izbor:
Obratite pažnju na paket
Uređaj s ključem za mlaznice prikladan je za rad s jednim, maksimalno dva promjera. Ako je opseg rada veći, odaberite opremu s mlaznicama različitih promjera;
Snaga jedinice
Profesionalci imaju jednu tajnu.Minimalna snaga opreme izračunava se jednostavnom formulom - najveći promjer cijevi s kojim morate raditi množi se s 10.







Na primjer, ako ćete kod kuće kuhati cijevi promjera 50 mm, tada je minimalna snaga jedinice = 50 × 10 = 500 W;
Kojeg proizvođača odabrati?
Najviša ocjena je za proizvode čeških tvrtki (na primjer, TM "Daitron"). Ali cijena proizvoda - grize. Stoga - kao alternativa - turski proizvođači. Ima dobrih modela domaće proizvodnje.
Zaključci i koristan video na temu
Usporedba i korisni savjeti za odabir aparata za zavarivanje:
Ovaj video prikazuje korak po korak proces sastavljanja zavarivača za pp cijevi vlastitim rukama:
Odabir prikladnog stroja za zavarivanje polietilenskih cijevi nije tako težak. Bolje je dati prednost proizvodima poznatih proizvođača u prihvatljivoj cjenovnoj kategoriji. Uz strogo poštivanje tehnologije zavarivanja, može se dobiti pouzdana veza.
Recite nam kako ste odabrali aparat za zavarivanje za sastavljanje polimernog cjevovoda kod kuće ili u zemlji. Podijelite razloge za svoj izbor. Ostavite u bloku ispod, objavite fotografiju na temu članka, postavite pitanja.



